低频相位对双丝双脉冲GMAW 熔滴过渡和焊缝成形的影响
2022-09-14吴开源陈梓威黄浩谢沛民
吴开源,陈梓威,黄浩,谢沛民
(华南理工大学,广州,510640)
0 序言
双丝熔化极气体保护焊(gas metal arc welding,GMAW)可以获得比单丝GMAW 更高的焊接速度和熔敷率,提高了焊接效率[1-3].Liu 等人[4]研究了双丝间距和电弧长度对双丝脉冲窄间隙GMAW 的影响,结果表明,适当的双丝间距和电弧长度可以提高焊接过程稳定性.
双脉冲GMAW 通过对高频脉冲进行低频调制,从而将高频脉冲形成周期性的低频强弱脉冲群,通过低频脉冲产生的振荡,可以改善热输入,提高熔池的搅拌效果,提高焊接质量[5-6],且双脉冲比单脉冲的可调参数更丰富[7].Yu 等人[8]借助强弱脉冲交替对双脉冲GMAW 熔池进行搅拌,减少了热输入,获得了更小、更均匀的晶粒以及更高的显微硬度.
目前已经有学者分别研究了双丝和双脉冲对焊接过程的影响.双丝双脉冲GMAW 结合双丝高效焊和双脉冲高质量焊的优点,可以同时提高焊接效率和焊缝成形质量[9],但是目前对双丝双脉冲GMAW 的研究不多.Wu 等人[10]研究了不同高频脉冲相位作用下铝合金双丝双脉冲GMAW,结果表明,高频脉冲相位会对熔滴过渡特性产生影响.但是目前还没有高频同步下低频相位对熔滴过渡和焊缝成形影响的相关研究报道.
根据铝合金焊接特性,探究双丝双脉冲GMAW在高频同步下低频同步和交替模式的焊接效果.通过高速摄影对低频同步和交替模式的熔滴过渡过程进行分析.研究结果可以为实际生产提供理论指导,以提高双丝双脉冲GMAW 在铝合金焊接中的应用和生产效率.
1 试验方法
采用平板堆焊,AA6061 铝合金母材和ER4043焊丝的化学成分如表1 所示.表2 为试验所用的焊接工艺参数.图1 为试验系统的原理图,主要由焊接试验系统、高速摄影系统和数字示波器3 部分组成.由图1 可见,高速摄影系统收集熔滴过渡图像,数字示波器采集电弧电压和焊接电流波形.表3 为高频同步下低频同步和交替模式的焊接电流参数.图2为高频同步下低频同步和交替模式的双丝双脉冲电流波形示意图.
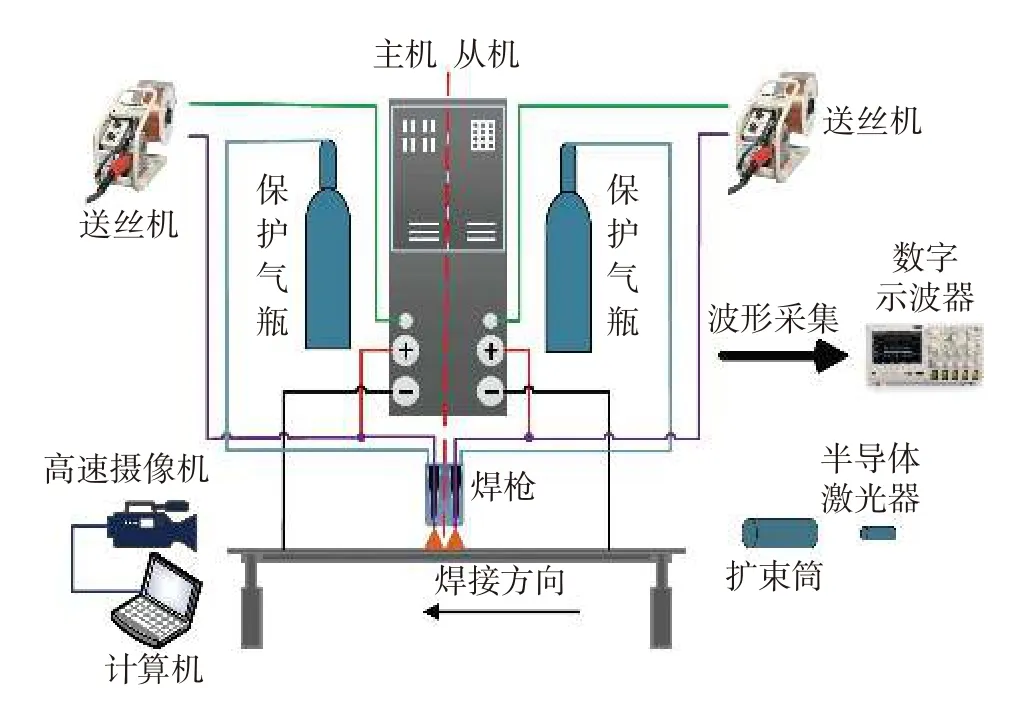
图1 双丝双脉冲GMAW 焊系统Fig.1 Schematic diagram of double-wire double pulsed GMAW system

表1 母材和焊丝化学成分(质量分数,%)Table 1 Chemical compositions of base metal and welding wire

表2 焊接工艺参数Table 2 Welding process parameters
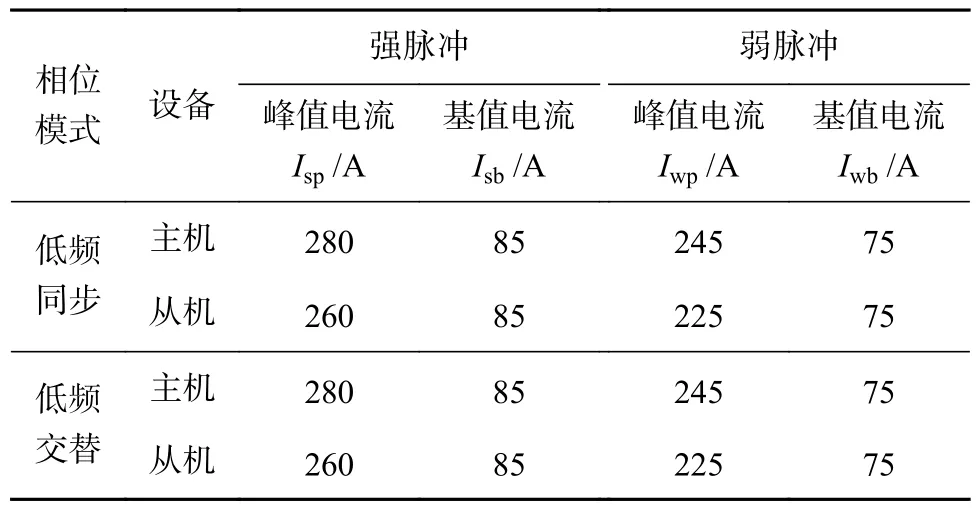
表3 双丝双脉冲电流参数Table 3 Double-wire double pulsed current parameters
由图2 可知,同步模式高频和低频相位相同,主、从机同时为强脉冲群或弱脉冲群;交替模式高频相位相同,低频相位交替,主机为强脉冲群时,从机为弱脉冲群.主机为弱脉冲群时,从机为强脉冲群.
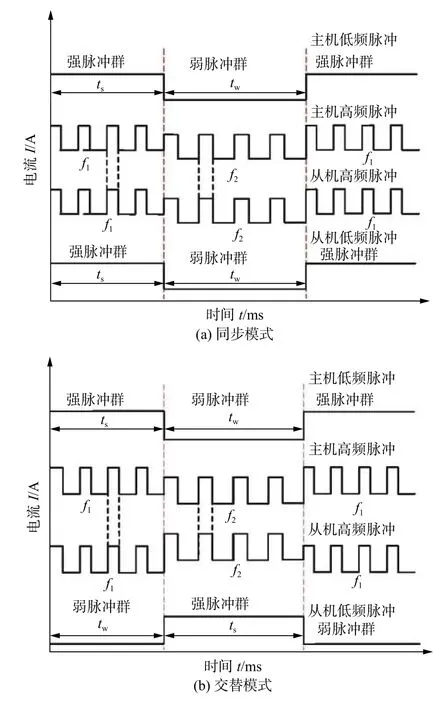
图2 双丝双脉冲电流波形Fig.2 Double-wire double pulsed current waveforms.(a) synchronous mode;(b) alternating mode
2 低频相位对熔滴过渡的影响
2.1 同步模式
2.1.1 强脉冲阶段
图3 为同步模式下主机和从机同时处于强脉冲阶段的电压和电流波形.从图3 可知,在1 530 ms处主机和从机电流同时进入强脉冲的峰值阶段,主机电流280 A,从机电流260 A,保持8 ms 后同时切换到基值阶段,电流均切换为85 A,后面依次切换.在主机和从机的峰值和基值阶段,主机和从机电压均保持相对稳定的状态,表明焊接过程稳定.

图3 同步模式下主机和从机强脉冲阶段电压和电流波形Fig.3 Voltage and current waveforms during master strong and slave strong pulse period in synchronous mode
图4 为1 530~ 1 549 ms 一个脉冲周期的熔滴过渡高速摄影图.由图4 可知,从1 530 ms 开始,主机和从机电流同时进入峰值阶段,开始燃弧.在1 536 ms 附近主丝熔滴先脱落,而从机电流小,从丝熔化速度慢,1 537 ms 附近从丝熔滴才脱落;先脱落的主丝熔滴在重力和主丝电弧作用下加速下降,同时受从丝的电弧作用力作用,逐渐向从丝靠拢,并最终在1 540 ms 附近和从丝熔滴碰撞融合,成为更大的椭圆形熔滴.该熔滴在重力和电弧力的作用下,向熔池过渡.因为熔滴体积增大,会对熔池产生较大的冲击,产生较大的飞溅.
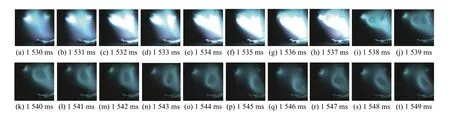
图4 同步模式下主机和从机强脉冲阶段高速图像Fig.4 High-speed picture during master strong and slave strong pulse period in synchronous mode.(a) 1 530 ms ;(b)1 531 ms;(c) 1 532 ms;(d) 1 533 ms;(e) 1 534 ms;(f) 1 535 ms;(g) 1 536 ms;(h) 1 537 ms;(i) 1 538 ms;(j) 1 539 ms;(k) 1 540 ms;(l) 1 541ms ;(m) 1 542 ms;(n) 1 543 ms;(o) 1 544 ms;(p) 1 545 ms;(q) 1 546 ms;(r) 1 547 ms;(s) 1 548 ms;(t) 1 549 ms
2.1.2 弱脉冲阶段
图5 为同步模式下主机和从机同时处于弱脉冲阶段的电压和电流波形.由图5 可知,主机和从机在1 270 ms 进入弱脉冲峰值阶段,主机电流245 A,从机电流225 A,并在保持6 ms 后切换到基值阶段,电流均切换为75 A.10 ms 后切换回峰值阶段,后续依次切换.在主机和从机的峰值和基值阶段,主机和从机电压均保持相对稳定的状态,表明焊接过程稳定.
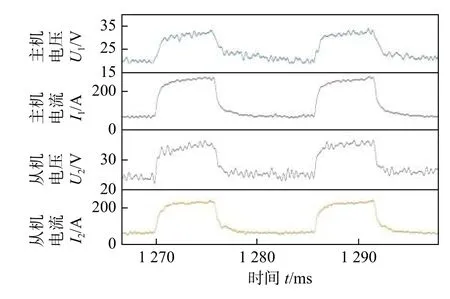
图5 同步模式下主机和从机弱脉冲阶电压和电流波形Fig.5 Voltage and current waveforms during master weak and slave weak pulse period in synchronous mode
图6 为1 270~ 1 285 ms 一个脉冲周期的熔滴过渡高速摄影图.从图6 可知,主机和从机在1 270 ms进入峰值阶段,开始燃弧,主机在1 275 ms 附近熔滴开始脱落.从机电流小,从丝熔化速度慢,在1 276 ms 附近熔滴开始脱落,脱落后的主丝熔滴在重力和主丝电弧作用下加速下降.同时,受从丝电弧作用力的作用,主丝熔滴会逐渐向从丝靠近.在1 283 ms 处和从丝熔滴融合,体积增大,在向熔池过渡的过程中,会对熔池产生冲击,产生大的飞溅.
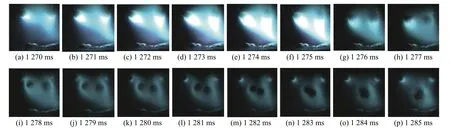
图6 同步模式下主机和从机弱脉冲阶段高速图像Fig.6 High-speed picture during master weak and slave weak pulse period in synchronous mode.(a) 1 270 ms;(b) 1 271 ms;(c) 1 272 ms;(d) 1 273 ms ;(e) 1 274 ms;(f) 1 275 ms;(g) 1 276 ms;(h) 1 277 ms;(i) 1 278 ms;(j) 1 279 ms;(k) 1 280 ms;(l) 1 281 ms;(m) 1 282 ms ;(n) 1 283 ms;(o) 1 284 ms;(p) 1 285 ms
2.2 交替模式
2.2.1 强脉冲阶段
图7 为交替模式下主机处于强脉冲阶段.从机处于弱脉冲阶段的电压和电流波形.从图7 可知,主机4 496 ms 进入强脉冲的峰值阶段,电流保持为280 A,从机进入弱脉冲的峰值阶段,电流保持为225 A,比同步模式下的260 A 更小,并都在保持8 ms后切换到各自的基值阶段,12 ms 后又都切换回峰值阶段,后面依次切换.在主机和从机的峰值和基值阶段,主机和从机电压均保持相对稳定的状态,表明焊接过程稳定.
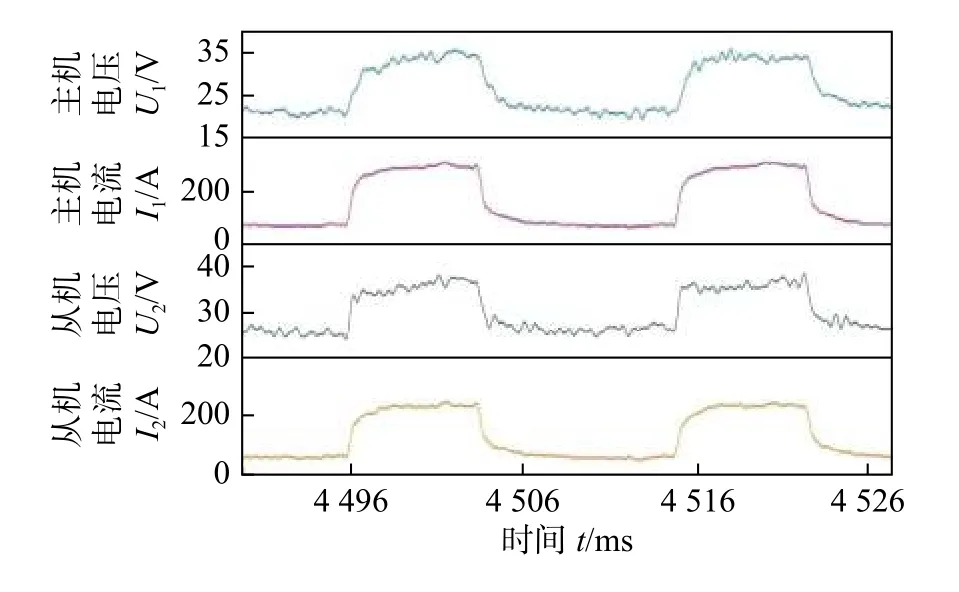
图7 交替模式下主机强脉冲和从机弱脉冲阶段电压和电流波形Fig.7 Voltage and current waveforms during master strong and slave weak pulse period in alternating mode
图8 为4 496~ 4 515 ms 一个脉冲周期的熔滴过渡高速摄影图.从图8 可知,从4 496 ms 开始,主机和从机电流同时进入峰值阶段,开始燃弧,主丝熔滴在4 502 ms 附近开始脱落.从机电流为225 A,比同步模式下的260 A 更小,从丝熔滴在4 504 ms附近才开始脱落,主、从丝熔滴下落的时间间隔2 ms 比同步模式的1 ms 大.主丝熔滴脱落后会在重力和主丝电弧的作用下加速下落.在从丝电弧的作用下产生一个向右的加速度,于是主丝熔滴逐渐向从丝靠拢,在4 506 ms 时与从丝熔滴发生碰撞.但此时从机电流比低频同步模式电流小,从丝熔滴脱落的更晚,因此在下落的过程中相互错开的时间更大.所以只有部分熔滴在碰撞后融合,还有部分熔滴没有融合.于是熔滴分成体积较小的两部分过渡到熔池,产生的冲击比一次性全部撞击到熔池小,避免了飞溅的产生.
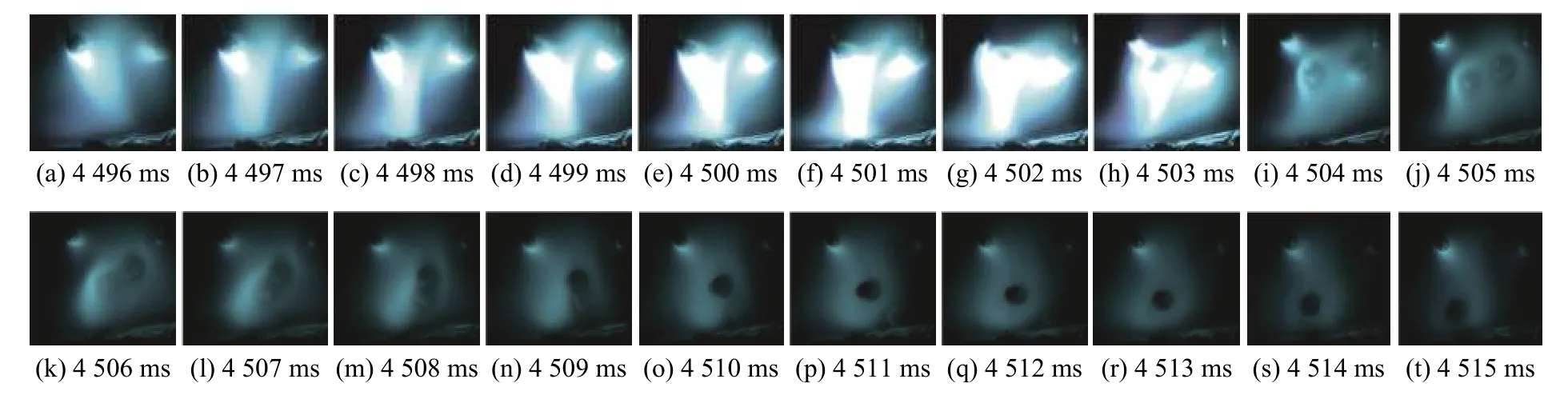
图8 交替模式下主机强脉冲和从机弱脉冲阶段高速图像Fig.8 High-speed picture during master strong and slave weak pulse period in alternating mode.(a) 4 496 ms;(b) 4 497 ms;(c) 4 498 ms ;(d) 4 499 ms;(e) 4 500 ms;(f) 4 501 ms;(g) 4 502 ms ;(h) 4 503 ms;(i) 4 504 ms;(j) 4 505 ms;(k) 4 506 ms;(l) 4 507 ms;(m) 4 508 ms;(n) 4 509 ms;(o) 4 510 ms;(p) 4 511 ms;(q) 4 512 ms;(r) 4 513 ms;(s) 4 514 ms;(t) 4 515 ms
2.2.2 弱脉冲阶段
图9 为交替模式下主机处于弱脉冲阶段、从机处于强脉冲阶段的电压和电流波形.由图9 可知,主机在3 152 ms 进入弱脉冲峰值阶段,主机电流为245 A,同时从机进入强脉冲的峰值阶段,从机电流为260 A,并都在保持6 ms 后切换到基值阶段,主机电流为75 A,从机电流为85 A.10 ms 后切换回峰值阶段,从机电流始终比主机电流大,后面依次切换.在主机和从机的峰值和基值阶段,主机和从机电压均保持相对稳定的状态,表明焊接过程稳定.
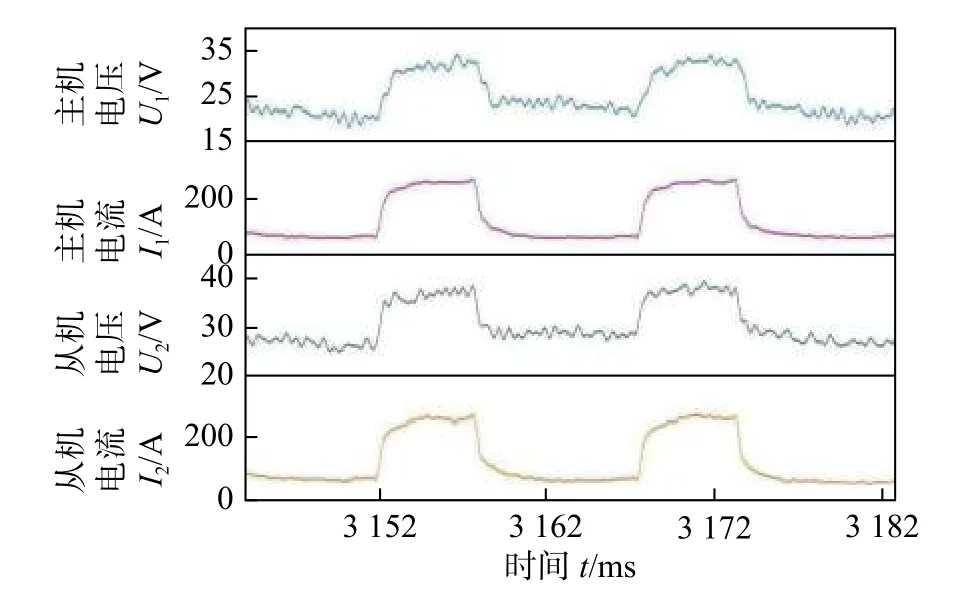
图9 交替模式下主机弱脉冲和从机强脉冲阶段电压和电流波形Fig.9 Voltage and current waveforms during master weak and slave strong pulse period in alternating mode
图10 为3 152~ 3 167 ms 一个脉冲周期的熔滴过渡高速摄影图.由图10 可知,从3 152 ms 开始,主机和从机电流同时进入峰值阶段,开始燃弧.在3 157 ms 附近,从丝熔滴开始脱落,而主机峰值电流和基值电流都比从机电流小,主丝熔滴在3 159 ms附近才开始脱落.主、从丝熔滴脱落的时间间隔为2 ms,时间间隔比同步模式的大1 ms.脱落后的熔滴运动轨迹虽然有所交错,但是时间上能很好的错开,并分两次进入熔池,减少碰撞,基本保持了各自脱落时的熔滴大小.然后,分别过渡到熔池中,对熔池的冲击较小,减少了飞溅.
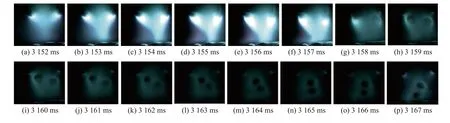
图10 交替模式下主机弱脉冲和从机强脉冲阶段高速图像Fig.10 High-speed picture during master weak and slave strong pulse period in alternating mode.(a) 3 152 ms;(b) 3 153 ms ;(c) 3 154 ms;(d) 3 155 ms;(e) 3 156 ms;(f) 3 157 ms;(g) 3 158 ms;(h) 3 159 ms;(i) 3 160 ms;(j) 3 161 ms;(k) 3 162 ms;(l) 3 163 ms;(m) 3 164 ms;(n) 3 165 ms;(o) 3 166 ms;(p) 3 167 ms
3 焊缝成形
取焊缝的一段纵截面,测量10 个位置处的焊缝余高,其测量结果如表4 所示.从表4 可知,同步模式焊缝余高方差大于交替模式,交替模式下焊缝的平整性更好.图11 为低频相位下同步和交替模式的焊缝.由图11 可知,相比于同步模式,交替模式的飞溅和咬边更少.这是因为不同模式主、从丝熔滴从焊丝上脱落的先后时间不同,熔滴脱落之间存在一个时间间隔.同步模式下主、从丝熔滴脱落的时间间隔为1 ms,交替模式下主、从丝熔滴脱落的时间间隔为2 ms,交替模式下主、从丝熔滴脱落时间间隔比同步模式下主、从丝熔滴脱落时间间隔大.交替模式下先脱落的熔滴可以先一步到达熔池,后脱落的熔滴脱落的更慢.运动轨迹虽然都有所交错,但是时间上能更好的错开,减少了熔滴碰撞融合的概率,从而减少了大体积熔滴对熔池的冲击的概率和飞溅,鱼鳞纹规则,焊缝成形美观.
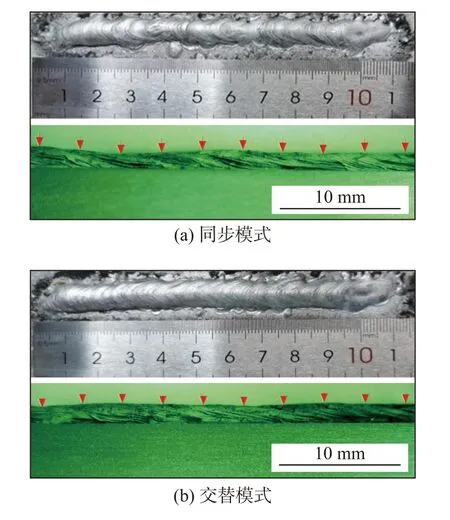
图11 低频相位焊缝成形Fig.11 Weld formation in low-frequency phase.(a)synchronous mode;(b) alternating mode
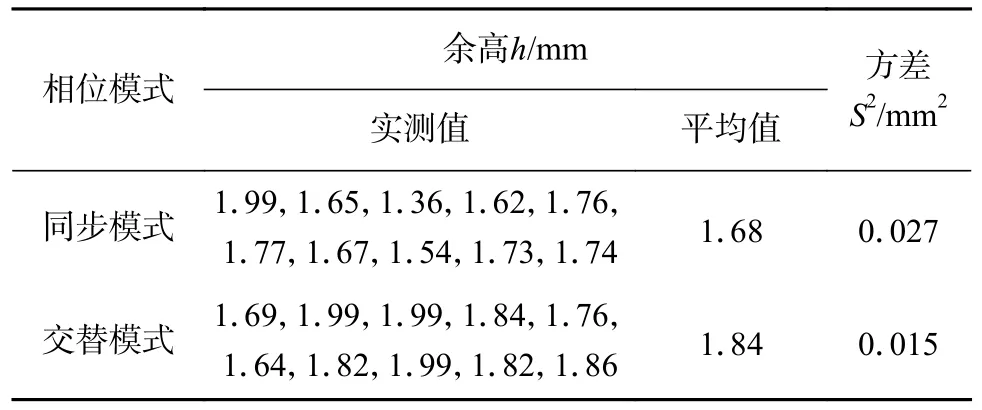
表4 低频相位焊缝余高Table 4 Weld reinforcement in low-frequency phase
4 结论
(1) 通过对高速摄影图像分析可知,同步模式下强脉冲阶段和弱脉冲阶段均存在熔滴碰撞融合,产生的大熔滴会对熔池产生冲击,造成飞溅.
(2) 相对于同步模式,交替模式强脉冲阶段和弱脉冲阶段熔滴脱落的先后时间间隔增大,主、从丝熔滴碰撞的概率降低,熔滴可以先后进入熔池,减少了大熔滴造成的飞溅.
(3) 相对于同步模式,交替模式下得到的焊缝平整性更好,余高方差更小,鱼鳞纹规则,成形美观.
