可穿戴翻译机外壳注射模设计
2022-08-24李瑞娟
0 引 言
教学仪器及教学装备中,穿戴式装备广受教师青睐,特别是英语类语言教学设备,可穿戴式翻译机是提高即时教学的一种重要装备,随着此类设备的需求越来越多,其使用要求也越来越高,如便携性、可改装性等。因此穿戴式装备的塑件中,针对装备集成和被集成的使用要求也越来越高,特别是翻译机的外壳需要设置多个不同方向内螺纹孔等结构特征的要求,给成型塑件的模具设计带来较大挑战。此类塑件内螺纹孔的脱模,在目前模具设计中,一般采用强制脱螺纹的方式,主要有2 种
:一是螺纹型芯旋转+型芯尾端螺纹环导向的方式;二是螺纹型芯旋转+推板辅助推出脱模的方式。塑件强制脱模过程中,塑件内螺纹孔中的内螺纹被损坏的可能性较大,且螺纹的起始点位置也不好调整。现针对上述问题,结合可穿戴翻译机外壳的成型要求,设计了无损坏脱内螺纹机构的简化型两板模,模具结构的简化方法和内螺纹脱模的方式以供同行参考。
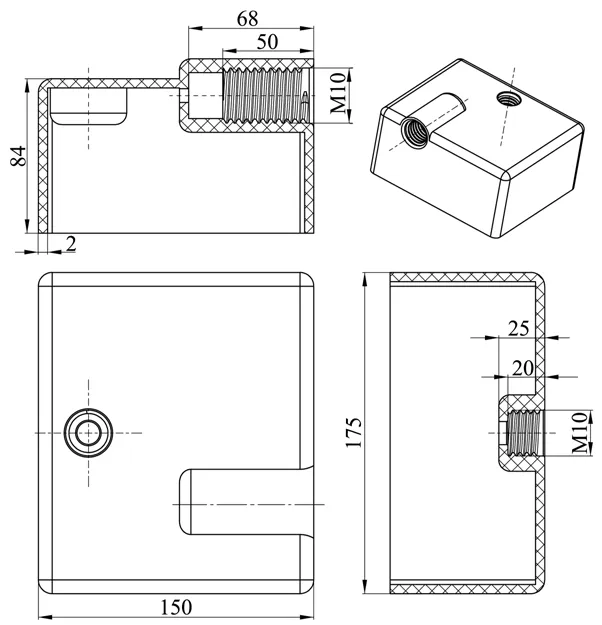
1 穿戴式翻译机外壳
穿戴式翻译机外壳如图1 所示,塑件的外形为矩形盒,尺寸为150 mm×175 mm×84 mm。塑件平均壁厚为2 mm,但在2 处内螺纹孔位置的壁厚较厚,最厚达3.2 mm。塑件有2 处内螺纹孔特征,第1 处内螺纹孔为M10 mm,螺纹深度为50 mm,孔总深度为68 mm;第2 处内螺纹孔也为M10 mm,螺纹深度为20 mm。2 处内螺纹孔的轴心相互垂直。塑件材料采用PC 塑料,收缩率为0.53%~0.58%,外观需要光亮无注射品质缺陷。
19周龄4个处理组鸡体重和胫长见表4。由表4可以看出,育成期不同的蛋白质水平对鸡体重和胫长造成的影响,在统一日粮后,饲喂5周,即蛋鸡在19周龄时各处理的体重和胫长已无显著差异(P>0.05)。
2 成型方案设计
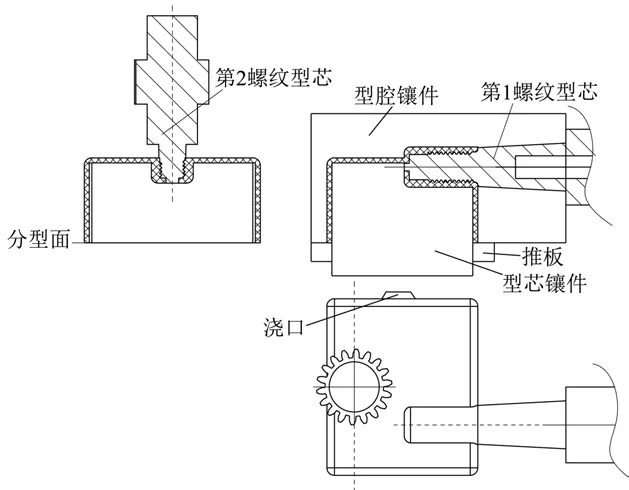
根据生产要求,成型模具的型腔布局需要1模2腔以提高生产效率,根据模具制造成本要求,需要使用侧浇口对型腔进行浇注。不能损坏2个内螺纹孔的内螺纹,因此模具采用的成型方案:成型零件采用镶件形式,以降低材料使用成本,保证装配灵活性,便于模具零件加工;模具为1 模2 腔结构,使用扇形薄片侧浇口对型腔进行浇注,使用φ8 mm 冷却水道冷却。成型塑件的脱模是模具结构设计的关键
,主要问题是2 个内螺纹孔都位于塑件外表面一侧,其一是内螺纹的脱模需要设置在型腔板一侧进行,需设置定模侧脱螺纹机构;其二是塑件的高度达84 mm,类似于深壁塑件,采用推杆脱模不合适,最优方式是使用推板在塑件底部将塑件推出。模具单个型腔成型塑件的成型方案设计如图2所示。
3 模具结构
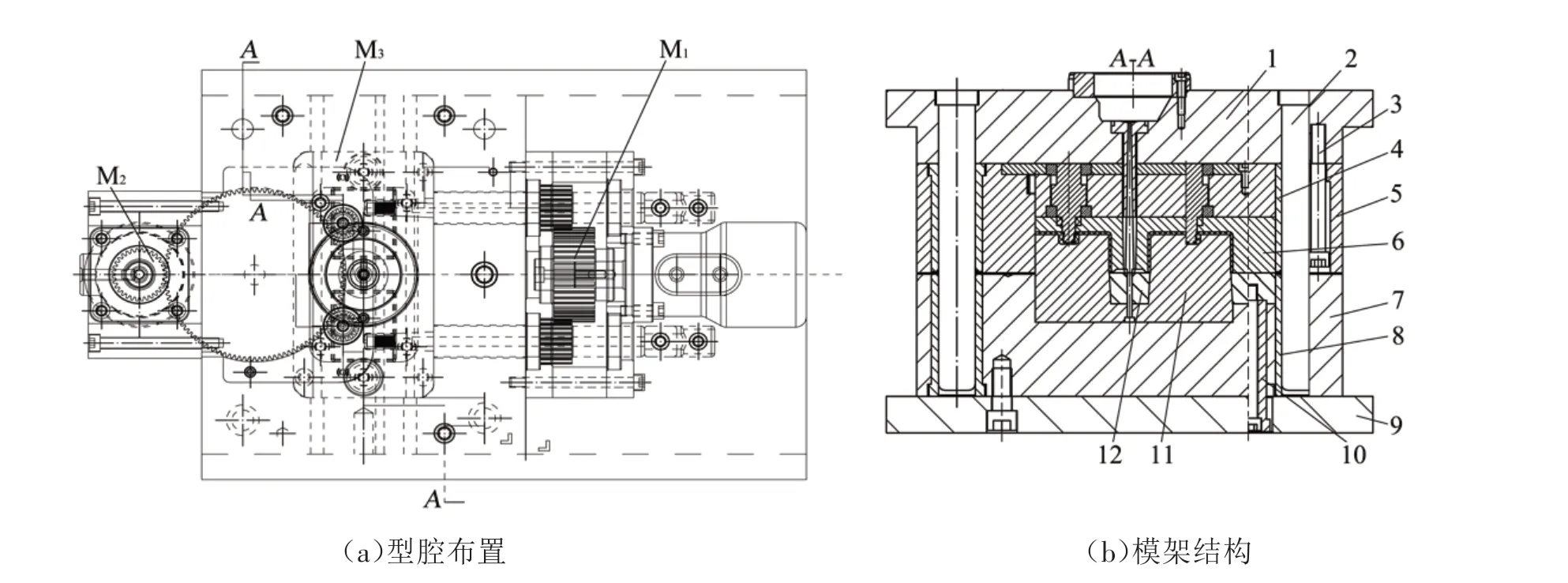
模具结构如图3 所示,图3(a)所示模具结构布置中,设置1 模2 腔,模具由定模、动模、横向螺纹抽芯复合机构M
、竖直螺纹抽芯复合机构M
、推板机构M
构成。
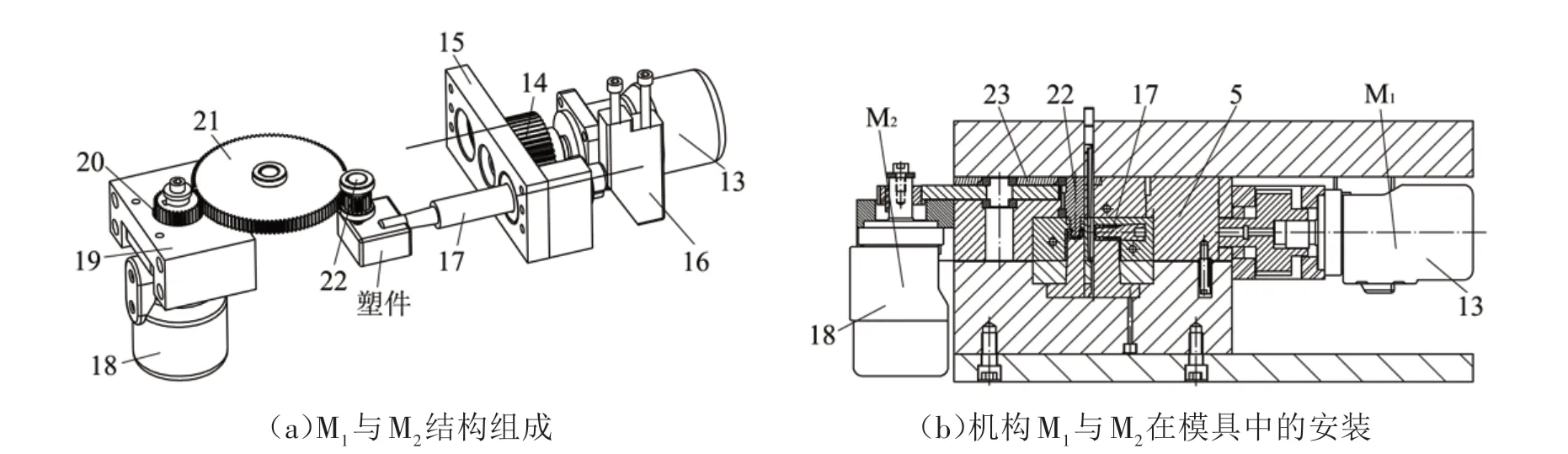
机构M
、M
的结构组成如图4(a)所示,机构M
的组件包括横螺纹电机13、大齿轮14、支架15、楔紧块16、横螺纹型芯17。脱螺纹时,横螺纹电机13 驱动大齿轮14 使横螺纹型芯17 同步转动,由于横螺纹型芯17 的前端外螺纹与2 个塑件的内螺纹之间的关系为螺纹副关系,横螺纹型芯17 在旋转过程中,将被塑件的内螺纹推动而边转动边沿型芯轴心方向向外移出,横螺纹型芯17的后端对应设置有齿轮,且横螺纹型芯17 在支架15 安装中采用光轴配光孔形式安装,以便于横螺纹型芯17滑动移出。模具闭合时,横螺纹型芯17 由楔紧块16 压回复位,并在注射时防止横螺纹型芯17 松动。此机构设计的优点是塑件与螺纹型芯的分离为非强制性,能保护塑件的内螺纹;同时可以通过调整横螺纹电机13的相位角位置以调整横螺纹型芯17的螺纹起始点。
苗木在装车时应轻拿轻放,不得损伤苗木和造成散球,人力搬不动的土球必须用吊车起吊,起吊时应用绳网兜,不得用绳索绑缚树干起吊,起吊超过1t的大型土球,应在树干绑缚处缠裹草绳或麻袋等,吊索应用帆布袋吊起,并把握好重心,轻吊轻放,土球朝向车头方向,树冠朝向车尾方向摆放整齐。对于裸根苗木运输,根部应蘸0.5%尿素浆,保持根系湿润,装好后上盖蓬布绑扎结实。
生产时,模具合模注射完成后开模,如图5 所示,开模取件的过程如下。
我在Lightroom的基本面板中打开配置文件浏览器,浏览不同配置文件选择给画面色彩带来的影响。虽然Adobe默认的色彩配置文件效果非常理想,但对于富士相机的RAW文件来说,我还是更喜欢Camera Matching下面的Velvia配置文件,更接近于过去维尔维亚反转片的味道。使用快捷键R选择裁切工具,接着使用快捷键A锁定裁切比例,从下往上拖动创建裁切框,使得下方山脚恰好位于画面的三等分点。
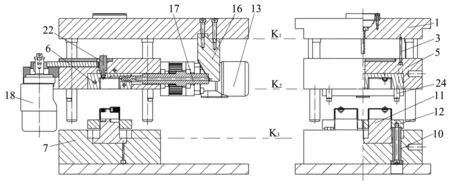
如图3(b)所示,模具的定模部分主要由定模座板1、导柱2、拉杆3、定模板导套4、定模固定板5、定模型芯6构成,定模座板1与定模固定板5之间能打开,其作用主要用于机构M
、M
螺纹型芯合模时的锁紧,模具打开时定模固定板5 离开定模座板1 的距离58 mm 由拉杆3 控制。定模板导套4 与导柱2滑动配合用于定模固定板5的运动导向。
(1)K
面打开。注塑机模板驱动动模后退,在拉模扣24 的作用下,模具首先在K
面打开,楔紧块16、定模座板1 解除对横螺纹型芯17、竖螺纹型芯22的锁紧,K
面打开距离为58 mm。
在对勾股定理证明方法的教学中,基于认知负荷理论,着重对知识的整合教学,数形结合,将图形移动与代数推演过程一一对应,让代数产生意义,使学生容易理解.通过两者之间的整合教学,理解两者之间的联系,并增强了数学学习的趣味性.勾股定理及其证明作为多元文化数学教育的极好题材,在今后的研究中,有必要将各种方法之间的区别和联系进行一定的梳理,潜心创造优秀的数学 PPT 教学课件,然后呈现在数学课程和数学教学中,以期加强学生对勾股定理的理解,为促进课堂的有效教学而努力.
(2)螺纹抽芯。横螺纹电机13、竖螺纹电机18驱动横螺纹型芯17、竖螺纹型芯22完成抽芯。
4 模具工作原理
模具动模中,推板12 套装在动模型芯11 的外沿,由4 个顶套10 平衡推出,此组零件构成模具的推出机构,推板12 将塑件从动模型芯11 上推出脱模。动模板导套8 与导柱2 滑动配合用于定模固定板5 与动模固定板7 的闭合定位。动、定模组装后,模具的结构为两板模结构,取消常用标准型两板模结构中的推板推出机构,使模具结构得到简化。
机构M
的组件包括竖螺纹电机18、支架19、小齿轮20、中间齿轮21、竖螺纹型芯22、轴承板23。脱螺纹时,竖螺纹电机18 驱动小齿轮20 和中间齿轮21 使竖螺纹型芯22 同步转动。由于竖螺纹型芯22的下端外螺纹与2个塑件的内孔螺纹之间的关系为螺纹副关系,竖螺纹型芯22 在旋转过程中,将被塑件的内螺纹推动而边转动边沿型芯轴心方向向上移出,竖螺纹型芯22 的上端对应设置有齿轮,且竖螺纹型芯22 在轴承板23 和定模型芯6 中的安装采用光轴配光孔形式安装,以便于竖螺纹型芯22滑动移出。机构在模具闭合时,竖螺纹型芯22由定模座板1 压回复位,并在注射时防止竖螺纹型芯22 松动,其设计的优点同机构M
相同。
机构M
、M
安装在定模固定板5 上,两者都为定模螺纹抽芯机构。
社会主义市场经济的主要规律就是市场竞争,所有企业均处于形式各异的竞争环境当中。大型体育赛事的运作管理者必须深入研究市场上的竞争对手,扩大自己的市场优势,有针对性地开发市场潜力。与赛事市场竞争的产品主要来源于文化市场,2017年云、贵、川三省的文化产业增加值分别为425.05亿元、344亿元、1 200亿元,增速极为可观。从三省文化产业活动增加值的数值来看,文化产业在三省经济发展中的优势地位已然确立。
(3)K
面打开。动模继续后退,定模固定板5与动模固定板7 分离,K
面打开,塑件从定模型芯6 脱出并滞留于动模上。
(4)K
面打开120 mm 后,注塑机顶杆推动顶套10、推板12 将塑件从动模型芯11 上推出,实现塑件的完全脱模。
(5)复位。复位时K
面先闭合,横螺纹型芯17、竖螺纹型芯22 先复位,然后K
面闭合,K
面闭合时推板12被压回复位,K
面闭合,最后K
面闭合,模具等待下一次注射循环。
5 结束语
针对穿戴式翻译机外壳的注射成型设计了简化型两板注射模,模具分2 次打开,型腔布局为1 模2 腔,普通浇口浇注。模具设计的2 种脱螺纹机构中,由电机驱动螺纹型芯转动,螺纹型芯与塑件内螺纹组成的螺纹副驱动螺纹型芯向外移动而实现螺纹型芯的抽芯,保证塑件内螺纹无损坏脱模,且方便调整螺纹起始点位置。
[1]池寅生,陈建锋,孙庆东,等.自动脱螺纹的水杯盖三板注塑模具设计[J].塑料科技,2015,43(5):77-80.
[2]沈忠良,肖国华,徐 生,等.自动脱螺纹笔帽模具结构设计[J].江苏科技信息,2016(5):60-61.
[3]畅国帏,张凤兰.自动脱螺纹注塑模液压马达脱螺纹与推板推出动作关系的工程分析[J].工程塑料应用,2015,41(5):78-82.
[4]张维合.连接管自动脱螺纹注塑模具设计[J].中国塑料,2015,29(9):96-99.
[5]沈忠良,高云霄,尤建国,等.基于哈弗滑块与齿轮脱螺纹的叉形体注塑模具设计[J].工程塑料应用,2018,46(4):70-74.
[6]苏瞧忠.定模模内自动脱螺纹注塑模设计[J].模具技术,2014(3):19-21.
[7]虞杰伟.注射模脱螺纹结构设计[J].模具工业,2016,42(3):55-57.