自发电健身自行车叉扣座注射模设计
2022-08-24朱定远梁生强
0 引 言
同1 副模具中成型多个不同的塑件称为家族模,其优点是能提高模具利用率,减少模具数量,降低模具制造成本。家族模设计时需注意的要点:①针对体积差异较大的塑件用1 副模具注射成型时,若采用普通流道浇注系统,需进行流道平衡设计;②成型塑件的脱模机构设计应采用统筹方法进行设置,以节省模架空间;③型腔板、型芯需做好闭合定位措施,以确保模具闭合定位的精确性。现介绍某自发电健身自行车叉扣座成套塑件的同模具注射成型,可为同类成套塑件成型提供参考。
1 叉扣座成套塑件
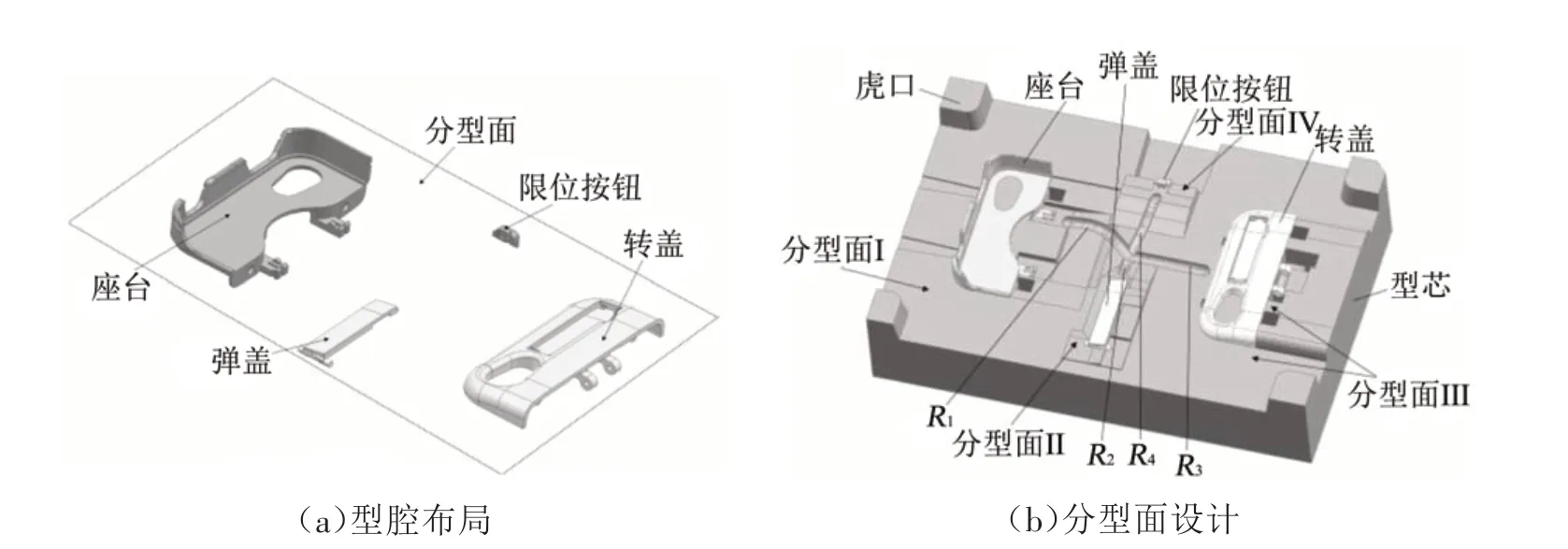
叉扣座成套塑件组件为座台、转盖、弹盖、限位按钮4个塑件,应客户要求,需采用家族模一次注射成型。塑件材料均为ABS 塑料,收缩率为1.052~1.058,如图1所示。
研究组31例中,显效15例,好转14例,无效2例,总有效率为93.55%;对照组31例中,显效9例,好转15例,无效7例,总有效率为77.42%,研究组明显优于对照组,两组效果比较,差异有统计学意义(P<0.05)。
刚住校时,我们这些娃娃年纪太小,又从来没有离开过父母,在学校非常不适应,当时如果不是汪老师给了我们母亲般的关怀,我都不知道自己该如何走过那段艰难的岁月。
2 型腔布局

4个塑件采用1副模具注射成型,各待成型塑件的型腔在模具中的布局如图2(a)所示。分型面的布置尽量采用平面分型,以便于模具零件加工,具体到每个待成型塑件的型腔时,应结合型腔的封胶需要而设置特殊位置的分型面,在此前提下,最终分型面的设计如图2(b)所示。结合具体成型塑件周边封胶需要,设置4 个局部分型面,分别为I~IV。针对每个型腔,设计流道平衡后,选用的流道分别为R
~R
,各流道的直径分别为R
=φ8 mm,R
=φ4 mm,R
=φ6.5 mm,R
=φ3.5 mm。型腔板和型芯须采用4 角的4 个虎口进行闭合定位,以保证模具闭合的准确性。
(4)对于弹盖无需设置脱模机构,直接由动、定模成型,由推杆推出脱模。
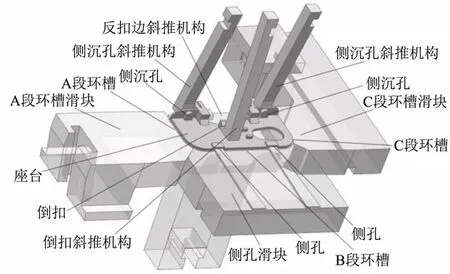
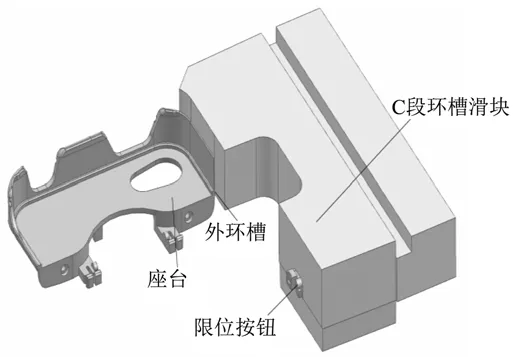
(1)针对座台成型需设置7个特殊的脱模机构,如图3 所示,分别为位于定模侧的2 个反扣边斜推机构、A 段环槽滑块机构、B 段环槽滑块机构(侧孔滑块)、C 段环槽滑块机构、2 个侧沉孔斜推机构、1个倒扣斜推机构。结合图1(a)所示塑件,因为座台上表面内壁存在3 段反扣边,需要设置1 个反扣边斜推机构对其进行成型和侧抽芯脱模。由于座台外壁设置有3 段外环槽,各段环槽需设置对应的侧抽芯滑块进行成型和侧抽芯脱模,设置3 个环槽分段成型滑块,在B 段环槽滑块上集成了2 个侧孔的成型与侧抽芯脱模。座台的下壁面有2个侧沉孔和1 个倒扣,需设置2 个侧沉孔斜推机构和1 个倒扣斜推机构用于此3个特征的成型与侧抽芯脱模。针对斜推机构及滑块成型件,材料选用SKD11,热处理硬度为48~52 HRC。
(3)结合图1(d)所示,限位按钮有一个侧面的外观要求较高,该侧面表面不能出现分型痕迹,针对该外观面的成型,借助于座台外环槽C 段成型件进行成型,其成型设置如图5所示。
3 脱模机构设计
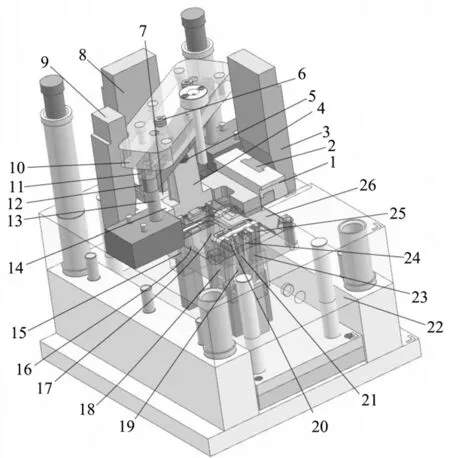
(5)各机构件在模具中的安装如图6 所示。座台的7 个特殊脱模机构中,反扣边斜推机构为定模侧推板推出机构,上盖板12 和上推板11 用螺钉连接构成组合推板,由推出弹簧6进行驱动,上模板10固定在定模板上,用于固定推出弹簧6,使推出弹簧6 能驱动组合推板向下推出,上复位杆13 和拉杆5都安装在上盖板12 内,上复位杆13 用于动模板22将组合推板克服推出弹簧6 的拉力而推回复位,拉杆5下端设置T形杆头,通过该T形杆头与反扣边斜推块4 的上端T 形凹槽活动连接,用于驱动反扣边斜推块4 将成型塑件从型腔中推出,同时实施成型塑件反扣边的侧抽芯脱模。
2.以学术英语为导向,提倡培养批判性思维能力的教学模式。高校在制定大学英语教学目标时,不能单纯地以学生记住的单词数量,掌握的语法准确程度和达到的阅读速度作为教学目标,应该鼓励学生在基于学术英语内容的教学过程中学会质疑,善于发现和提出问题,并对问题进行深入的思考和探索,从中获得具有逻辑性且合理的解决方案。在教学中,学生的英语学习不再是被动地灌输和单纯依靠书本知识,而是通过发现、批判、研究、反思和评论等过程来掌握不同角度的知识获取途径。教师可以督促学生处理要求理由充分的判断或评价的任务,帮助他们提高处理任务所需的语言技能,营造一种珍视批判性思维的环境,激励学生从事批判性讨论。
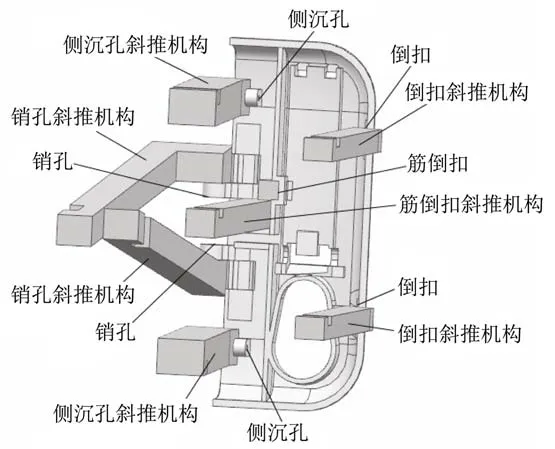
(2)针对转盖成型需设置7 个斜推机构进行成型和脱模,机构的分布如图4 所示。转盖有2 个侧沉孔、2个倒扣、2个销孔、1个筋倒扣,这些特征需要设置相应成型及脱模的斜推机构。
根据不同的学科领域,其升级服务一般也有所不同。工程类提供表格处理分析等服务;地质类提供地图视觉的检索等;医药领域提供临床问题辅助、药物查询、疾病查询等服务。
型腔板材料为NAK80,型芯材料为NAK55。NAK80 模具钢具有以下特点:无需热处理,抛光性较好,切削性、蚀花性好;真空脱气精炼处理钢质纯净;球化退火软化处理、切削加工性能良好;耐磨性优异。NAK55 为预硬钢,预硬至370~400 HB,适用于高低不平的型芯加工。
4 个成型塑件中有3 个需要设置特殊的脱模机构才能保证其自动化注射生产,这些机构中包括定模斜推推出机构、动模斜推推出机构、定模先抽芯滑块机构、推杆机构。
A 段环槽滑块机构、B 段环槽滑块机构(侧孔滑块)、C 段环槽滑块机构的驱动都使用弯销,分别为弯销9、弯销8、弯销3。3 个弯销的结构一样,上端安装在定模座板上,下端通过设置1个T形导块2驱动C段环槽滑块1实施侧抽芯,此3个滑块都为定模先抽芯滑块机构,在模具打开前必须先完成抽芯动作。
针对座台的下壁面上设置的2个侧沉孔斜推机构和1 个倒扣斜推机构安装在模具动模一侧,对应图6中的件15~17。
针对转盖设置的7个斜推机构也安装在动模一侧,对应图6 中的件18~24。模具中,件15~24 都使用万能斜推机构,以保证斜推机构有足够的设计空间,同时能有效减小模架尺寸,提高模架空间利用率,降低模具制造成本。
4 模具工作原理
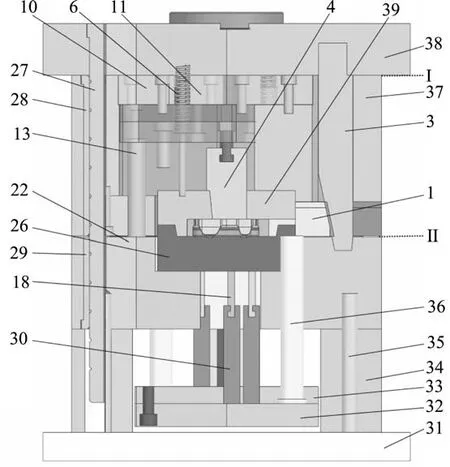
模具结构如图7 所示,其工作原理:模具分2 次开模,第1次开模在I位置,I分型面打开时,3个弯销(以弯销3为例)驱动各自对应的滑块完成定模一侧的先抽芯脱模。模具第2 次打开在II 位置,II 分型面打开时,推出弹簧6 推动反扣边斜推块4 向下推出,使成型塑件从型腔板39 中脱出。II 分型面打开后,动模继续运行一定距离后,注塑机顶杆顶住推板32带动10个斜推块及推杆推出,实现4个成型塑件的完全推出脱模。
5 结束语
多种塑件采用家族模注射成型时,型腔间除了要设计浇注平衡外,还需从脱模机构布局上协调,以最大化地利用模具空间。模具中设计了定模侧定模斜推机构用于成型塑件反扣边特征的推出脱模,设计了3 个定模先抽芯滑块机构用于塑件外壁环槽特征的脱模,机构的先抽芯动作借助于模架的第1次分型来驱动,实现环槽特征的先抽芯脱模;设计了10 个结构相似的万能斜推机构用于塑件倒扣特征的脱模,节省了模具结构空间,降低了模具制造成本。
[1]张维合,冯 婧,闫丽静,等.汽车高位制动灯盖板大型注塑模具设计[J].中国塑料,2021,35(1):98-102.
[2]王 静,周来水,李 鹏,等.注塑模具顶针自动排位设计技术研究[J].现代塑料加工应用,2021,33(1):44-47.
[3]王 颖,陈开源,陈建平,等.带有外凹槽的内螺纹管接头注塑模具设计[J].工程塑料应用,2021,49(4):89-93.
[4]朱 彦,徐乔擎,庄向斌.基于Moldflow 的遥控器壳精密注塑模具设计[J].塑料科技,2021,49(3):70-72.
[5]刘庆东.动定模开模方向斜抽芯注塑模具设计[J].中国塑料,2021,35(6):100-105.
[6]张雯娟,陈庆祥,高 浩,等.Moldflow 医疗无影灯外壳注射模具的注塑成型分析[J].三明学院学报,2021,38(3):53-60.
[7]肖国华.电器壳浮动模板侧边顶出脱模包胶模设计[J].模具工业,2014,40(2):50-53.
[8]王新蒙.空调器下壳体大角度斜抽芯注塑模具设计[J].塑料,2021,50(4):108-111,117.
[9]胡宏伟,肖国华.云台外罩多抽芯机构注射模设计[J].模具工业,2017,43(10):51-55.
[10]王华金,封 旭,杨 娟.注塑机舱门散热器后盖注射模设计[J].模具工业,2021,47(5):56-59.