大角度尾门包边的解决方法
2022-08-24农月莲张鼎松
0 引 言
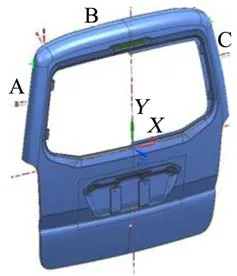
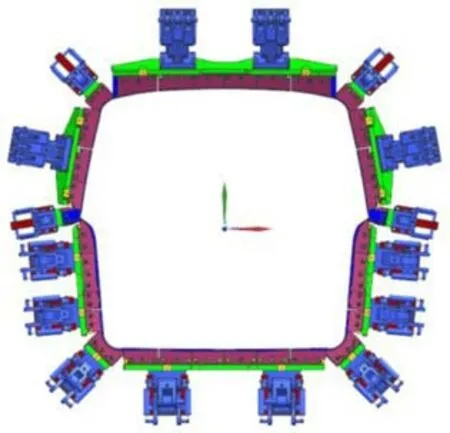
包边模主要由下模(下模座、胎模、预包边镶件、托料结构)、上模(上模座、压料芯、终包边镶件、预包边驱动结构)、辅助元件(感应器等电器元件、气缸等气路元件)组成,现主要对实现包边的关键工序预包边和终包边进行说明。车门总成的包边步骤为:内外板合件→预包边→终包边。图1 所示为某MPV车型尾门窗框A、B、C三面,A、B、C三面与冲压方向几乎平行,呈立壁面状态,但大的主面与冲压方向角度较大,如图2所示,如果采用常规的双动平行预包边和正压终包边难以实现,须采用特殊的结构来实现符合要求的预包边和终包边,以保证总成包边的质量。

1 内外板合件分析
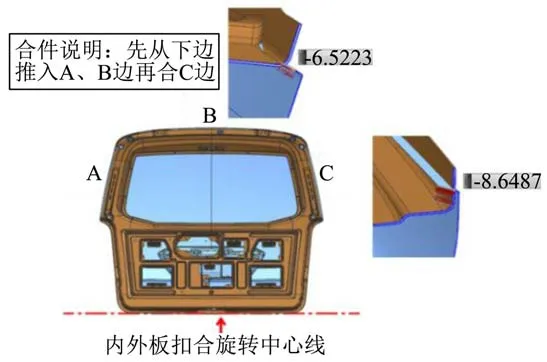
模拟内外板合件发现由于上部窗框周围的包边面呈立壁面状态,未包边前翻边状态下,从包边冲压方向测量存在负角,导致如果按常规包边冲压方向把内板放入外板存在干涉,上半部窗框A、B、C边会分别存在8.6、6.5、8.6 mm 的干涉量,无法实现内外板合件。为了减少干涉,尝试从下侧边先推入上窗框A、B 边,再合上C 边,该方式干涉量较小,只在C 边有3.5 mm 干涉量,用力按压内外板可以顺利合件,如图3所示。
总之,在抗结核化疗和胸腔穿刺抽液的基础上联合应用胸腺肽α1可提高结核性胸膜炎的治疗效果,结核性胸腔积液患者的胸水中CA125及血中D-二聚体明显升高,在治疗有效后其表达均明显下降,动态检测胸水中CA125及血中D-二聚体的水平可预测胸腺肽α1的疗效。
2 预包边
2.1 预包边结构
预包边结构一般分为单动结构、双动结构、双动复合包边结构,设计者根据翻边角度和预包边需要达到的效果选择合适的包边结构,预包边一般与包边完成状态设计成40°~45°最有利于零件的终包边。根据零件倾斜角度和翻边打开角度确认包边的冲压方向,然后选取相应的包边结构,预包边结构如图4 所示。门槛底部、两侧直边的包边属于常规角度包边,选用双动平行包边结构PHPPL55(与冲压方向成55°);6 处角部翻边高度低属于短边包边,选用单动包边结构HPSL15(与冲压方向成15°)。

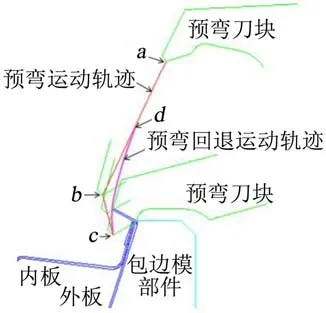
现重点介绍窗框三面的立壁面预包边,常规的双动包边结构和单动包边结构无法实现此类形状面的预弯,需要复合运动才能完成预包边。首先按照预弯运动轨迹进行旋转运动,从a 点到b 点,然后平行运动,从初始预弯接触b 点到预弯完成c 点,这样的预弯轨迹有一个往回钩的过程,保证零件预弯后的角度达到45°左右,如图5所示。回退运动轨迹是平行和旋转的复合运动,从c 点回退到d 点,避免终包边镶件与预弯刀块发生干涉。通过分析选用双动复合包边结构符合预弯运动轨迹,满足预包边的角度要求。
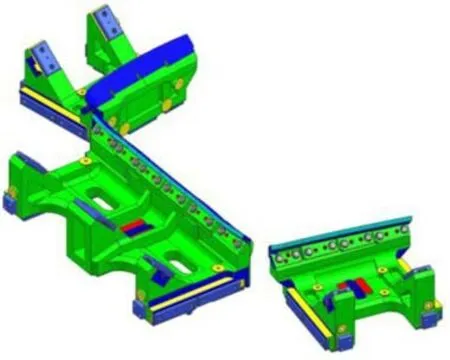
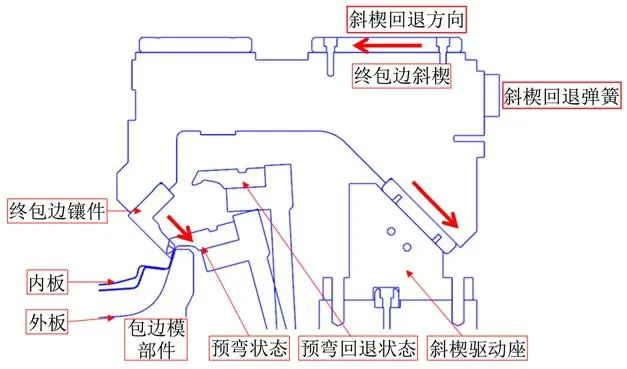
图9 所示为尾门终包边上模平面结构,下半部分是常用的正压包边,上半部分窗框三面是角度较大的立壁面包边。根据上述分析,上部窗框三面需要设计斜楔进行终包边,3 个斜楔分别按每条边的立壁面法向钩压包边,图10 所示为3 个包边斜楔的分解结构。图11 所示为斜楔截面结构,其动作过程:预包边结构从预弯状态运动到预弯回退状态时,压力机滑块带动上模继续下行,终包边斜楔接触斜楔驱动座后,沿导板方向运动,带动终包边镶件实现钩压包边。需注意驱动导板应尽可能按包边面的法向设计,以保证终包边镶件也是按包边面的法向进行钩压包边。
2.2 预包边模具结构
从当前的实际情况来看,现有的乡村生态旅游经营形式还比较单一,乡村生态旅游产品还存在同质化的特征。这种服务形式,也是无法满足消费者的个性化需求的。因此,在实际情况中,乡村生态旅游经营者就应该积极地创新服务形式,突出当地的特色,积极地创建一些体验价值高的乡村生态旅游产品。另外,乡村生态旅游者也可以积极地采取各种有效措施去深入地挖掘社会中各个旅游群体的实际需求,从而为他们提供具有针对性、个性化的服务。
3 终包边
3.1 终包边方案分析
(2)保证在预弯和包边过程中零件不产生窜动,除了设计外周定位和内板基准销精定位外,还需通过调整包边结构的闭合高度及运动顺序,保证零件对边能同时预弯和同时包边。


3.2 终包边模具结构
MiR-100-5p和miR-199b-5p靶向结合mTOR诱导结肠癌细胞自噬 … ………… 薛淑慧,等(2):179

(1)尾门三面都是斜楔包边,需要通过调整行程、优化模具结构等处理好3个斜楔的避让关系,避免3个斜楔在运动过程中出现干涉情况。
上述斜楔包边主要难点如下。
(3)预弯镶件回退和终包边镶件下行包边的行程要模拟正确,避免预弯镶件在回退过程中与终包边镶件产生干涉。
一般门盖终包边按压力机的运动方向下压完成包边,但该车型尾门窗框三面与大主面角度大,与包边模的冲压方向平行,无法按包边的冲压方向下压包边,必须设计斜楔结构沿立壁面的法向进行终包边,才能得到包边质量良好的总成件。
预包边模具平面结构如图6 所示,截面结构如图7、图8 所示。内外板合件后放入胎模1 上,压力机带动上模下行,压料块2先压住内板件,然后与安装在上摸的驱动块一起下行,并驱动下模预包边镶件5 按照设定的轨迹运动,带动预弯镶件4 完成预包边动作和退回避让;上模和终包边斜楔6 继续下行带动终包边镶件3完成最后的包边动作。
种植体植入后即刻及术后12周,5.0 mm直径种植体的ISQ值显著高于3.5 mm直径和4.3 mm直径(P<0.05);而3.5 mm直径与4.3 mm直径种植体的ISQ值相比均无统计学差异(P>0.05)(表1,图2~3)。
4 其他注意事项
4.1 翻边角度
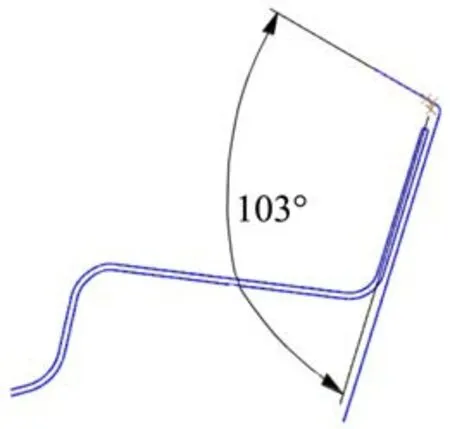
一般外板单件翻边后角度C在90°~105°有利于包边,如果大于105°则包边困难,包边结构无法进行预弯,导致无法包边。通过前期包边评估分析:此外板单件三面的翻边角度为103°,满足包边角度要求,如图12所示。
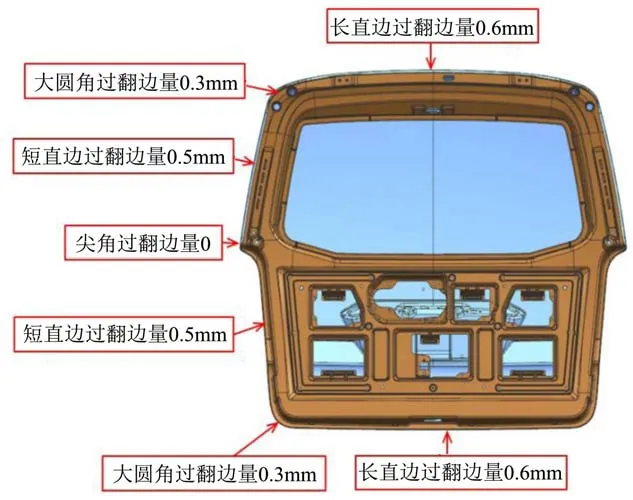
4.2 过翻边量设置
零件在包边过程中,外板翻边面受到预包边镶件按运动轨迹向内推动完成预包边约40°~45°,包边轮廓会跟着卷入变化,所以为了保证零件包边后的尺寸,需要在外板单件补偿一定的过翻边量。按照经验,卷入量在不同部位会有变化,一般长直边强度差而卷入量较大,靠近棱线短边处强度大而卷入量较小,转角处等强度更大的位置卷入量更小。长边预留0.5~0.6 mm 过翻边量,靠近棱线短边处预留0.3 mm 过翻边量,转角处过翻边量为0~0.2 mm,不同的过翻边量之间渐变过渡,如图13所示。
4.3 包边力计算
包边力大小与板料的屈服强度和包边的长度有关,该车型尾门是0.7 mm 厚的普通板料BUSD,包边长度为5 235 mm,按照经验普通板料的预包边力约为40 N/mm,则预包边力为40×5 235=209 400 N;普通板料的终包边力约为200 N/mm,则终包边力为200×5 235=1 047 000 N。
4.柔嫩艾美耳球虫与毒害艾美耳球虫同时严重感染。两根盲肠显著肿大3~5倍,肠内充满凝固的或暗红色血液,肠上皮变厚并有糜烂。小肠缩短,变粗2~3倍,同时整个小肠黏膜呈淡红色,有很多粟粒大的出血点和灰白色坏死灶,肠腔内滞留血液和豆渣样坏死物质。肠壁肥厚,内容物粘稠,其它器官基本正常,病鸡死亡率可达100%。
5 包边总成质量指标
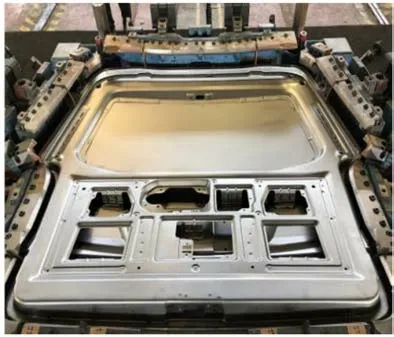
经过实际验证,运用上述包边方案得到的尾门总成的包边面外观光顺平整、没有起皱和波浪等缺陷,首次包边压件的合格率达80%。后期通过研配调整预包边面与终包边面,达到最佳的包边状态,100%的零件合格率及外观与尺寸精度均满足客户要求,如图14所示。
6 结束语
对该类包边面与主外观面角度较大、并与包边冲压方向角度较小及呈立壁面状态的包边,常规预包边方式和按包边冲压方向下压的终包边方式无法实现包边,只有运用复合运动进行预包边,并设计按包边面法向方向钩压的斜楔进行终包边才能实现包边,并获得良好的外观质量和尺寸精度。
[1]张燕琴.接插件多工位级进模设计[J].模具工业,2013,39(10):38-40,41.
[2]曹连江.电子信息测量及其误差分析校正的研究[M].长春:东北师范大学出版社,2017:260-261.
[3]李鉴光,唐高中,黄玉森,等.基于减少工序数的汽车冲模技术研究及应用[J].模具工业,2022,48(5):33-37.