某曲轴多楔轮旋压成形工艺研究
2022-08-20李俊辉梅笑寒戎子键刘少枫纪小虎王雪合肥工业大学
多楔轮具有抗扭矩性强、耐高油和高温、使用寿命长等特点,广泛应用于机械传动系统,尤其在汽车发动机传动系统中,多楔轮传动是主要传动形式。多楔轮良好的机械性能是机械传动系统的整体性能及使用寿命的保证,故对其成形制造工艺提出了较高的要求。
当前国内大多数汽车零部件制造商多采用铸造、锻造等工艺生产多楔轮的毛坯,再将毛坯放置在车床上进行切削成齿。采用传统制造工艺成形多楔轮存在诸多不足:产品精度低、机械性能差、材料利用率低、生产成本高等。随着塑性成形技术的不断发展,国内部分企业逐渐将旋压技术应用于多楔轮的制造成形,利用该技术成形多楔轮有着成形精度高、生产效率高、节能节材以及零件平衡性好等优点,因此旋压技术正逐渐代替传统工艺而广泛应用于多楔轮的生产制造。
清代“扬州八怪”之一的郑板桥,在给他弟弟的《家书》中说:“十冬腊月,凡乞讨者登门,务饷以热粥,并佐以腌姜。”由此可知,只有自己清寒过,才能了解别人清寒的窘境。范仲淹少时家贫,住在寺庙里发奋苦读。每天煮一锅稀粥,冷凝后划成四块,早晚各两块,以切碎的咸菜佐餐。中国文人与粥,这种不同一般的感情,都由于他们自身的贫苦体验而来。正因如此,这些喝粥文人的文章里,才能多多少少地反映出民间的冷暖。
宝宝的性格就是在一个个生活事件中形成的,其中疾病作为宝宝生活事件中举足轻重的大事,对宝宝性格的影响很大。有病的人未必就是性格消极,没病的人未必就是性格积极,关键是他人和自己对待疾病的态度,可以形成一个人的基本观念和行为方式。
曲轴多楔轮旋压成形工艺分析
零件结构特征及成形工艺
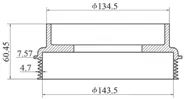
曲轴多楔轮零件结构如图1 所示,零件整体壁厚分布不均匀:上筒直径较小、高度较低,但厚度较大;下筒直径较大、高度较大,但厚度较小。下筒轮缘中部带有高度为7.57mm的法兰,齿顶距内侧壁4.7mm。旋压成形方案中模具工艺参数设计以及坯料尺寸计算是影响零件整体成形质量的关键因素,设计模具工艺参数不匹配将导致法兰处充填不饱满,成形高度不满足要求,法兰下侧出现折叠导致微裂纹,上下端面产生过多飞边,材料利用率低等缺陷。
王振辉指出,京东物流提出GSSC的时候也提出了一个目标,叫双48小时。第一个“48”是指从中国到全球或者全球到中国实现48小时内通达。第二个“48”是各国本地的交付,在中国次日达已经成为物流的标配产品,当日达即“211”(当天11点前下单,当日达)在七八年前就已经达成了。通过全网的覆盖、全通路的覆盖,让京东物流和合作伙伴能获得全球客户和消费者充分的信任。从Copyto China到Leadingthe Change,中国的物流模式已经开始在世界领先,京东物流有能力把硬件技术和软件技术覆盖到全世界。
坯料尺寸的计算
根据正交试验的基本步骤,先确定试验目的及试验指标,再确定试验因素和水平来完成正交试验的设计。在多楔轮旋压成形过程中,工件与旋轮接触面积较大时,旋轮在进给过程中会承受较大的径向载荷,过大的载荷会增加旋轮的磨损以及设备的耗能,同时在第2 道次旋平过程中,在旋轮的径向进给下完成对法兰的初步聚料,对后续法兰完整成形有重要影响,因此本次正交试验选择最大径向载荷以及法兰填充程度为试验指标。
式中,V为零件体积,t为板料厚度,D为板料外径,d 为板料内径。
通过三维造型软件Inventor 的体积工具测出曲轴多楔轮零件的体积V=202442.8mm
,t=8mm,d=74.5mm,代入式(1)中得D=194.34mm。
由于曲轴多楔轮整体结构较为复杂,且齿形区壁厚不均,成形较为困难,因此,通过对零件结构的分析以及查阅文献,本次曲轴多楔轮旋压成形采用4 道次成形工艺:第1 道次旋弯工步中,工件外缘在旋轮径向进给运动下发生变形,完成聚料增厚;第2 道次旋平工步中,工件与下模贴合形成下筒内壁,同时在旋轮凹槽处实现进一步聚料;第3 道次预旋齿工步时,初步成形法兰以及下筒齿形区;最后,第4 道次终旋齿工步完成法兰的完整成形并精整齿形。
旋压增厚有限元模拟分析
建立有限元模型
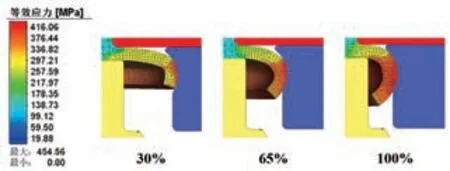
旋压增厚成形过程中,首先进行的是第1 道次旋弯工步,此阶段不同成形程度下的等效应力分布如图3 所示。成形初期,预制板坯外缘紧贴旋轮弯曲外缘处,工件在旋轮刚度及径向压力的作用下发生轻微变形。成形中期,工件外缘部分在旋轮径向压力下逐渐发生弯曲,金属发生轴向和切向的流动,形成圆弧状外缘。成形末期,等效应力值逐渐增大,主要变形区扩大,坯料在旋轮圆弧处聚集,达到了使轮缘在法兰处聚料增厚的效果。
在曲轴多楔轮旋压成形过程中,影响多楔轮旋压成形质量的因素有很多,例如芯模转速影响工件表面质量,若芯模转速过大可能导致设备振动剧烈而影响成形质量。旋轮进给速度影响工件等效应力分布及成形完整度,合理的旋轮进给速度能改善工件等效应力分布同时保证法兰充填程度。此外,摩擦系数也对金属流动和法兰充填程度有着重要影响。

旋压增厚有限元模拟分析
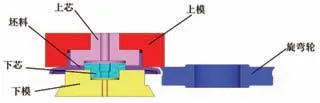
利用Inventor 建立工件和各道次模具的三维模型,基于有限元软件Simufact 对旋压成形过程进行模拟分析,第1 道次有限元模型如图2 所示。
在习近平的领导下,中国进入了一个新时代,人民对美好生活的期盼,就是奋斗目标。因此,医疗改革应做到老百姓关心什么、期盼什么,改革就要抓住什么、推进什么。线上线下要全力以赴,以为了人民健康为出发点办好医疗。医疗改革要牢牢坚持改革为了人民、改革让人民受益这条主线,以人民健康为出发点,始终把握为人民服务主线不动摇。同时,还应加强公民的功德教育和社会主义理想信念教育,对医务人员进行法制教育,使每个公民和医务人员遵守法律,以德修身、以德施医、以德为民、克己奉公,要有责任感、使命感,只有牢牢把握这个方向不动摇,国家和民族才能立于世界不败之地。
第2 道次旋平工步中不同成形程度下的等效应力分布如图4 所示。金属在旋轮径向进给作用下主要发生径向及轴向流动,工件变形区持续扩大,随着增厚程度增加,工件将与下模完成贴模,成形出下筒内壁,部分金属在旋轮的挤压作用下有明显地向凹槽中流动的趋势以完成法兰处聚料,聚料越充分后续法兰成形效果越好。因此,第2 道次旋平工步中最优参数的确定对曲轴多楔轮整体成形质量有着非常重要的影响。
正交试验设计与结果分析
多楔轮旋压预制坯是板料先铲旋内筒,随后冲压外缘得到的。根据塑性变形体积不变原则,可通过式(1)计算得到板料的尺寸大小,板料经剪裁、落料制得,厚度为8mm。
根据以上分析,结合旋压技术手册并基于实际生产经验,选择芯模转速、旋轮进给速度和摩擦系数为多楔轮旋压成形中的主要研究参数,其中,旋轮进给速度为2 ~6mm/s,芯模转速为200 ~400r/min,摩擦系数为0.05 ~0.2。以第2 道次旋压成形过程中旋轮径向进给速度、摩擦系数、芯模转速为自变量,以最大径向载荷和法兰填充程度为目标函数,制定3因素3 水平正交试验表。
预制坯的材料为DD13,结合实际生产,设置工件与旋轮之间为库伦摩擦,摩擦系数为0.05,工件与芯模和上下模之间也是库伦摩擦,摩擦系数为0.3。模拟中,工件与模具的温度均设置为20℃;设置模具和旋轮都为不带传热的刚体模具;预制坯采用环状六面体网格划分,网格尺寸为2.5mm×2.5mm×5mm,划分的网格总数约为26000,设置一级网格自适应细化等级;芯模及上、下模夹住工件自转,旋轮在驱动压力机下沿X 轴径向进给,在与工件接触时发生被动自转。旋压模拟的运动参数见表1。
大丫说,她让老K给骗惨了。是在文革的时候,老K把小秃子领到一个空房子,在水泥地上骗奸了她。以后又有了好几次这样的事。然后老K把她给蹬了。一夜工夫,小秃子剩下的头发全都掉光了,丑透了,总戴个头巾。后来,小秃子做了一个假发套,当妓女了,被抓过多次。你说,这不都是老K造的孽吗?
根据正交试验方案对第2 道次旋压成形进行9 次有限元模拟,获得正交试验因素和试验指标——最大径向载荷以及法兰填充程度的结果见表2。
采用极差法来进行正交试验分析,由于本次正交试验有两个试验指标:最大径向载荷和法兰填充程度,因此属于多指标正交试验极差分析,其分析结果如表3 所示。
表中,K
代表的是对单个因素,其水平数i=1,2,3 时分别所对应的试验结果之和;k
=K
/s,k
表示对单个因素当其水平数i=1,2,3 时所对应的试验结果的算术平均值;s 表示每个因素对应的水平个数,本试验中s=3;R 表示任意一个因素的极差,即在该列因素下各水平下的指标值的最大值与最小值之差,见式(2)。
范斯塔登表示,预计首个Xe-100反应堆模块的建设周期约为2.5年,一座由6个反应堆模块组成的电厂的建设周期为4年,但前提条件是大部分设备实现工厂制造。

极差值越大,所对应的因素越重要。因此对最大径向载荷进行分析,三个影响因素从大到小分别为:B,A,C。对法兰填充程度进行分析时,则为B,C,A。分析表中k
值的大小可以得到每个因素的优化方案:对于最大径向载荷,各个因素下载荷最小的是A1B1C1;对于法兰填充程度,各个因素下填充程度最好的是A1B1C1。因此,可以判断方案A1B1C1 为本次正交试验的最优方案。具体参数为:芯模转速200r/min,旋轮进给速度2mm/s,摩擦系数0.05。
最优方案模拟验证
经过上述对正交试验结果的分析,确定了曲轴多楔轮第2 道次的最优工艺参数,之后继续完成多楔轮齿形部分的成形来验证最优参数设计的合理性。图5为第4 道次终旋齿的等效应力分布图,成形后的齿形充填完整,其模拟结果与实际生产结果相一致。
结束语
⑴曲轴多楔轮的旋压成形工艺采用4 道次旋压成形,在旋轮不断径向进给的过程中,工件在模具和旋轮的共同作用下逐步成形出完整的法兰以及齿形,满足零件尺寸要求,实现对曲轴多楔轮的高质量成形。
⑵通过设计正交试验,确定了不同因素对试验指标的影响重要性排序及影响规律。发现较小的芯轴转速、旋轮进给速度以及摩擦系数能减小径向载荷并提高法兰填充程度,改善零件整体成形质量。
⑶通过极差法对正交试验进行数据分析,得到最优方案的具体参数并通过数值模拟进行验证,成功将法兰成形高度达到7.57mm,提高了零件整体成形质量。
