冲压模具斜楔机构时序设计
2022-08-20那木吉拉廖端杨律丁宇恒吴杰段正水广汽乘用车宜昌分公司

当今汽车消费市场竞争日渐激烈,基于消费群体更加多元化以及审美更加开放的特点,汽车造型越来越复杂多变。而汽车的外造型需要依靠冲压覆盖件展现出来,因此,冲压面临更加严峻的挑战。为了实现更复杂多变的造型和更高的颜值,冲压模具结构越来越复杂,需要设计更多的机构。然而大部分汽车冲压行业的人员,在模具结构设计或评审过程中,主要考虑模具的功能性和结构强度的问题,从而忽略了冲压模具在生产过程中各机构与自动化设备之间的运动时序。正确的时序设计一方面能够保证稳定的品质质量,另一方面还能够提升生产效率;错误的时序设计不仅会降低生产效率而且会危害模具安全,造成模具损坏。
模具斜楔机构形式及设计要点
上下模的运动与滑块运动方向一致,因此上下模和自动化的干涉曲线时序确认比较简单,不容易忽略也不容易出现问题点。滑块单一的运动方向显然不能满足实现比较复杂的冲压零件造型,因此,在冲压模具设计中为了获得各种不同的冲压方向通常需要用到斜楔机构。然而,斜楔机构和自动化的时序问题容易被我们忽视,这就是本文需要探讨的问题。从驱动形式上分类,常用的斜楔结构可以分为:插刀驱动型、气缸驱动型和气缸插刀双驱动型。
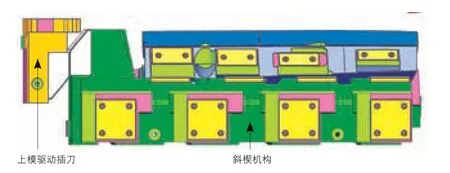
插刀驱动型斜楔的结构形式(图1)最早应用在冲压模具上,结构比较笨重,但是可靠性较高,直到现在仍然广泛在使用。此斜楔机构靠插刀推到位,插刀退出过程靠氮气弹簧复位。斜楔运动时序是完全按照上滑块的运动轨迹固定的,不需要考虑自动化气源的通气时机,对自动化的影响很小,参考滑块的运动确定即可。
提高初中英语课堂互动有效性不是一件简单的事情,要求英语老师一起努力,探索科学的教学措施,选择合理的教学方式,切实有效地构建和谐师生关系,更好地提升初中英语课堂互动的趣味性,提升同学们学习英语的效率。
这种情况说明机构时序设置是有问题的,每次都撞击在导板的根部,受力面积越小,单位面积的应力越大。如果不及时改善,铸件薄弱处将存在疲劳断裂的风险,过往某车型模具导板安装座根部发生断裂的情况如图7 所示。
气缸驱动型斜楔的结构形式和设计要点
以上两种斜楔结构形式都有各自的特点和不足,随着对冲压生产可靠性和稳定性要求越来越高,气缸和插刀双驱动型斜楔作为以上两种形式的合体增强版出现了。正常工作时由气缸驱动斜楔,插刀全程不参与工作;只有当气缸失效时,插刀作为备用的保护措施才发挥作用。所以本质上来说这是一种气缸型斜楔结构,插刀仅作为保护预留措施,保证模具始终处于正常工作模式下,免遭损坏。

在自动化调试时,此斜楔与气缸型斜楔设置基本相同,但时序区间的设置要求更加严苛。在压力机滑块由上死点往下运动过程中,插刀接触前就要求气缸把斜楔机构推到工作位置。否则,每次冲压时上下插刀都会发生碰撞。因此,气缸设计选型时需要校核气缸有效推力F,保持大于机构所需的推力F
,并且保证气缸能在规定时间内把斜楔机构推到位。
以普通机器人自动搬运冲压生产线生产侧围零件为例进行说明,假设单机速度为18SPM,整线速度为10SPM。气源采用压力机角度控制方式,压力机滑块经过10°气缸正向通气,机构开始运动;到160°插刀开始接触,斜楔需要到位时间为1.37s,才能保证上下插刀不碰撞。通过生产线0.6MPa 的气源测试,气缸通气后实际到位时间需要1.8s 左右,在滑块带动上模往下运动过程中,能给斜楔到位的时间比气缸运动实际到位需要时间少。因此,上下插刀必然每次都会产生撞击,这从导板根部上撞击的痕迹能得到充分的证明,如图6 所示。
气缸和插刀双驱动型斜楔结构形式和设计要点
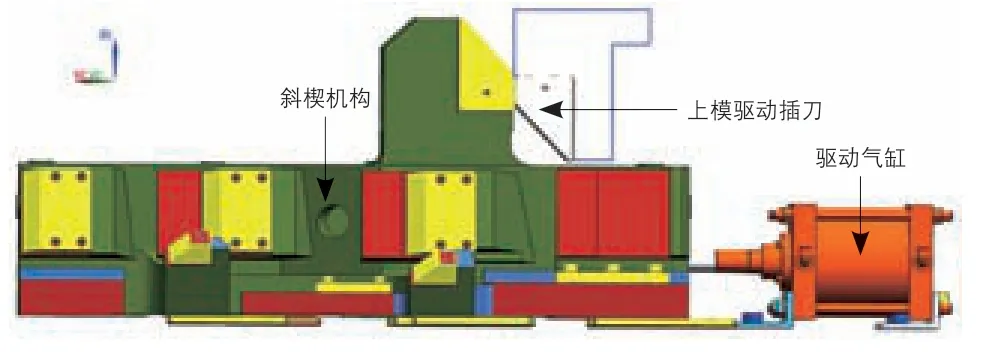
插刀型斜楔占用空间大,不能有效满足极端工艺条件下的正常使用,因此,占用空间更小的气缸型驱动斜楔(图3)应运而生。这种斜楔结构采用气缸驱动斜楔,布置空间更加小巧灵活,在舍弃插刀结构的同时避免了插刀带来的强度风险。由于这种斜楔不能靠滑块的运动来驱动,只能通过气缸控制斜楔机构的到位和复位。因此在设计和主线自动化调试时,需要考虑斜楔的正确运动时序,从而设定合理的通气和断气时机。否则,时序设置错误可能会导致模具压坏以及零件品质不良的风险。另外,气路的连通和提供气压的大小及稳定性会影响斜楔机构的正常运转。
双驱动斜楔机构时序调试要点
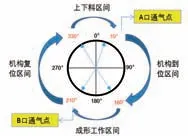
在自动化调试时,气缸通气和断气时机通常由压力机角度控制。在压力机滑块由上死点往下运动到压料板接触零件前这个区间内,气缸需要把斜楔机构推到工作位置;冲压完成后滑块向上运动,在压料板与零件脱离到下料手取件这个区间,气缸需要把斜楔机构复位完成。这样设计既能保证成形过程中工具体的合理性,又能避免冲压方向负角对投料和取料的影响。模具与压力机时序设计如图4 所示。
动作确认
大力推广精确施肥技术。科学控制肥料用量,降低氮肥投入,控制施用磷肥,增加钾肥施用,适量补充中微量元素,提高肥料利用率,改善农田生态环境。
中国文学“走出去”并不仅仅在于单纯的文学推介,而是通过译介活动来传播和推广中国文化。一部文学作品之所以具有海外推广的价值,在于译本能够成功地保留原著的文化意蕴和特色。同时,文学译介作为文化传播的一种手段,不能脱离传播活动的基本规律。因而,文学译介要遵循以读者为中心的原则,牢记文化传播的使命,推动中西文化的互补共融。

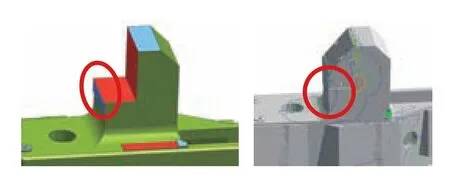
此结构靠上模插刀把垂直方向的运动转化为水平方向的运动,上下插刀属于刚性接触。随着生产速度加快,插刀受到的瞬时冲击力也增大,在批量生产过程中疲劳断裂失效风险也更高,因此插刀在设计阶段需要重点进行强度校核。通过强度分析对比可以知道,楔形导板安装根部R 角越小应力值越大,如图2 所示。结构设计上可实施的对策:①对根部导圆角处理,避免加工成尖角造成的应力集中,缓解疲劳失效风险;②导板背部结构加强,增加斜筋支撑,保证铸件本身有足够的结构强度;③如果结构受限强度较弱,在已经做强的基础上可以考虑将驱动座材质提高一个等级,比如由HT300 提升至QT600;④优化生产模式,降低冲压速度。
4.严格执行制度,规范党内生活。严肃党内政治生活是全面从严治党的根本性基础工作。一直以来,宝胜集团严格按照《航空工业党建工作规范》和两个工作手册,对标整改,坚持“三会一课”、民主生活会、组织生活会、民主评议党员等行之有效的制度,始终把进一步加强和规范党内政治生活作为宝胜党委的重要责任,狠抓落实,不断加强和规范党内组织生活。

自动化调试
为了避免插刀撞击,考虑把气缸通气时机提前到下料手AP(After Pick)点,这样给气缸运动到位的时间就能满足气缸实际运动到位的时间。两种控制方式对比如表1 所示:第一种情况就是上面提到的时序不满足要求的情形,第二种情况是改变气源的控制方式后,时序满足要求。

斜楔到位检测
在全自动化生产线普及的今天,为了保证生产过程中机构时序的准确,通常会设计斜楔机构到位检测,在插刀接触前,机构到位了,在设定的某个点接收到检测器的信号,压力机才能正常工作,否则压力机紧急停止,起到保护模具安全的作用。
结束语
本文探讨了冲压模具时序设计的重要性以及在结构设计和调试生产过程中如何满足自动化生产线的需求,以冲压模具为载体,充分发挥自动冲压生产线能力,使模具和设备能无缝衔接,实现高效地生产,给后续新车型和模具调试提供了参考。
