碲锌镉晶片表面精密抛光系统研究
2022-07-13张文斌张世民
赵 祥,张文斌,张世民,高 岳
( 中国电子科技集团公司第四十五研究所, 北京100176)
表面精密抛光技术是碲锌镉晶片表面平坦化的关键工艺技术。碲锌镉(Cadmium zinc telluride,缩写为CZT)是一种性能优异的Ⅱ-Ⅵ族化合物半导体材料,是碲镉汞材料外延生长的优良衬底,需要具有完整的超光滑表面。随着实际应用对晶片表面质量要求的不断提高,需要研制专用的表面精密磨抛设备,选择相应的表面磨抛技术。
目前,CZT 晶片抛光方法主要有机械双面抛光、表面精密抛光和化学抛光[1]。机械双面抛光是晶片上下两面在液体磨料、抛光垫及加压作用下,采用两面磨抛装置实现对CZT 晶片的抛光,去除晶片表面损伤层,提高表面平整度,降低表面粗糙度;化学抛光是在抛光过程中加入化学腐蚀液腐蚀晶片表面,有利于减小晶片表面粗糙度;表面精密抛光是介于机械双面抛光和化学抛光之间的工艺环节,用于去除上一步工序机械双面抛光损伤层及改善晶片的表面质量,进一步提高晶片表面平坦度。
1 表面抛光的工艺过程和技术原理
1.1 晶片表面抛光的工艺过程
CZT 晶片表面抛光阶段,采用底盘+ 绒毛抛光布+专用抛光液的方式,主要是消除研磨时形成的损伤层,达到所要求的精度。借助于超微粒子的机械研磨作用,在被研磨的晶片表面上形成光洁平坦表面,成为半导体加工业的主导技术。
表面抛光系统由旋转的晶片承载器、承载抛光垫的抛光盘及其主轴总成、摆动系统和抛光液输送装置四大部分组成。抛光过程中,抛光盘的转动带动承载器转动,加上摆臂的切向摆动和水平驱动,使样品底面受到来自3 个方向各成120°角的摩擦力的作用,同时,晶片在抛光液颗粒、抛光垫及承载器加压作用下,达到表面去除材料的目的,从而大幅提高晶片表面质量。表面抛光系统机构如图1 所示。
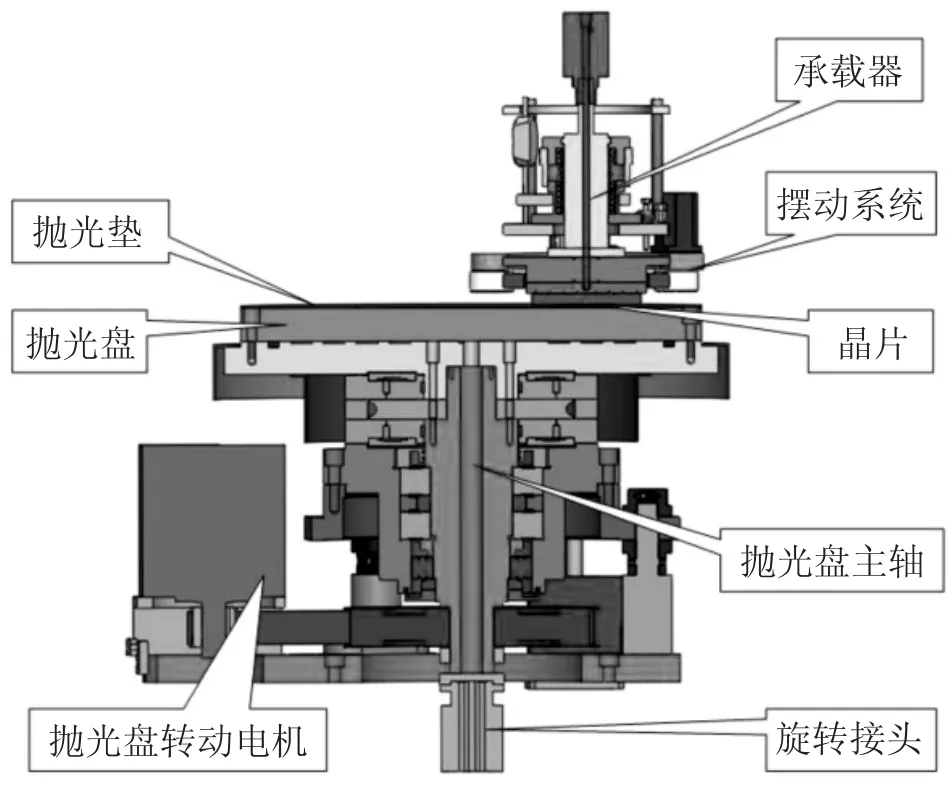
图1 表面抛光系统机构示意图
1.2 晶片表面抛光技术原理
CZT 晶片表面抛光时,真空吸附晶片的承载器旋转时以一定的压力压在旋转的抛光垫上,带有金刚石悬浮颗粒的抛光液在晶片与抛光垫之间流动,抛光液在抛光垫的传输和旋转离心力的作用下均匀分布,在晶片和抛光垫之间形成一层液体薄膜,液体薄膜中含有金刚石悬浮颗粒,晶片通过液体薄膜与抛光垫进行多方向抛光,从而达到晶片的平坦化目的。CZT 的表面抛光过程可以用Preston 方程式[2]来表示:

式(1)中,H 为晶片表面凸出部分的高度;t 为抛光时间;L 为晶片所受压力;A 为晶片接触面积;s 为相对位移量;Kp为Preston 常数。通过方程式可以看出,晶片表面的去除速率与晶片和抛光垫的相对速度及抛光压力成正比,增大压力,机械磨削作用加强,去除率提高,但是压力过大影响材料表面抛光液的均匀分布,导致去除率不均匀、抛光垫磨损过快、抛光区域温度升高、出现划痕的几率增加等,从而降低了抛光质量,不易获得较好的表面光洁度,且易产生碎片现象。小压力可获得较好的抛光表面,但是去除率会减小,生产效率降低。在抛光过程中,除了机械参数及抛光垫特性的影响外,抛光区域温度及抛光液中磨料颗粒大小、黏度、溶液pH 值等参数均会影响晶片抛光后的平坦效果。
2 关键部件
2.1 抛光盘主轴及其水冷却控制系统
针对CZT 晶片软脆、易碎的特点,高精度主轴是表面精密抛光设备的关键部件,主轴性能(端面跳动≤2 μm)直接影响软脆性晶片的抛光质量(抛光后总厚度偏差DTTV≤2 μm,表面粗糙度Ra≤5 nm),要求其具有较高轴向和径向旋转精度以及旋转稳定性。
2.1.1 主轴系统
主轴运行由驱动部分控制,其主轴转速为0~150 r/min,连续可调,这一速度变化范围有效保证不同硬度与尺寸样品的抛光速率。抛光盘表面经过特殊处理,可防化学液腐蚀,具有温度控制功能,可消除抛光过程中产生的热量。抛光盘主轴结构如图2 所示。

图2 抛光盘主轴结构示意图
2.1.2 水冷却系统分析
抛光盘上端面经过承载器摩擦产生摩擦热,由于承载器在自转的同时沿着抛光盘表面移动,抛光盘整个上端面受热均匀。其上端面产生的热流量Q 为:

研究抛光盘温度控制技术,采用温度控制水箱+抛光盘托盘冷却环道结构设计,对冷却水温度进行实时监控,进而控制抛光盘温度。抛光盘选用05Cr17Ni4Cu4Nb 材料,具有高强度、硬度和抗腐蚀等特性,其物理特性如表1 所示。
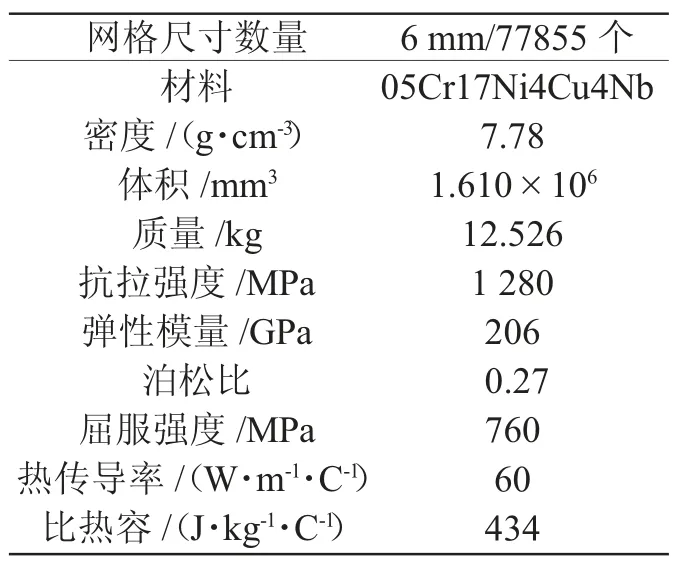
表1 抛光盘材料属性
抛光盘通过螺栓紧固在抛光主轴上,上端承受承载器及负载压力的同时下端也受到抛光盘水道中冷却水的压力,为防止水压对抛光盘造成形变,利用ANSYS 软件对抛光盘水冷却系统进行分析,如图3 所示,分别对抛光盘在0.2 MPa、0.3 MPa、0.4 MPa 的水压情况下进行分析,分析得出圆盘在最大0.4 MPa 水压和研磨下压力为30 N 的载荷下,变形量为0.17 μm,这对圆盘变形几乎没有影响,详细结果见表2。
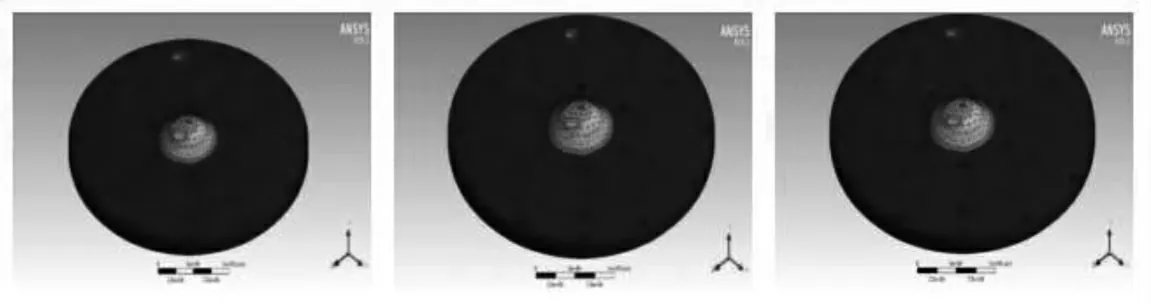
图3 抛光盘水冷却应变分析
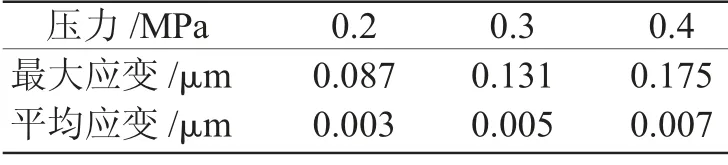
表2 抛光盘水冷却应变分析结果
2.2 承载器压力精密控制系统
承载器是固定晶片且对其加压的关键部件,晶片在表面精密抛光前需要先进行粘片,粘贴到玻璃基板上,通过玻璃基板真空吸附在承载器真空吸盘上,如图4 所示。

图4 承载器吸附玻璃基板及晶片
2.2.1 承载器结构组成
承载器主要由真空吸盘、承载器外环、真空吸盘固定座、压力调节弹簧和压力调节螺母等部件组成,如图5 所示。采用压力调节弹簧实现压力精密控制,0~50 N 连续可调。机械结构保证承载器吸附的晶片表面始终与抛光垫接触,晶片表面各点受压均匀,提高了表面抛光总厚度偏差(DTTV)指标。
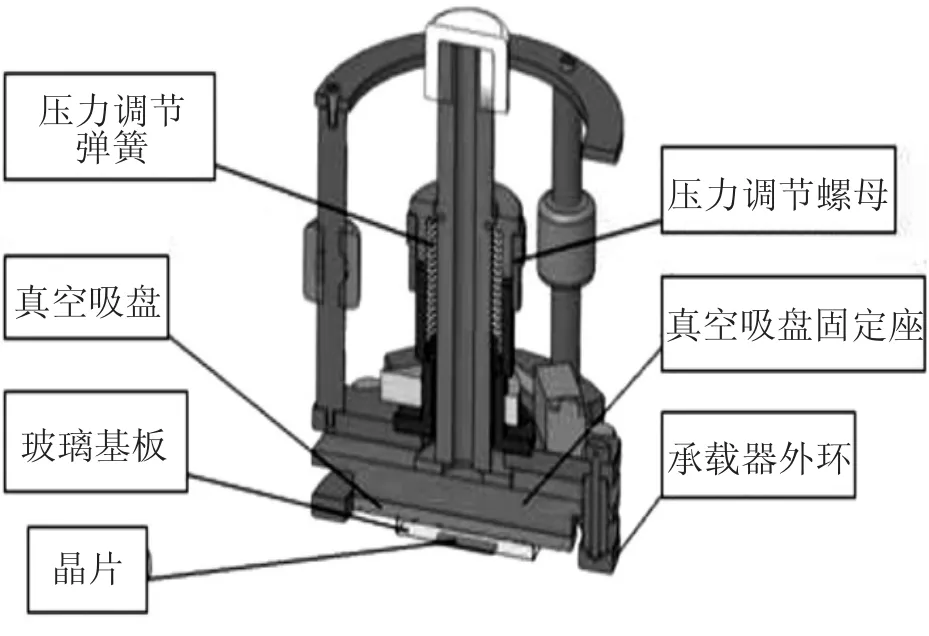
图5 承载器结构示意图
2.2.2 承载器加压原理
弹簧均压执行机构主要由弹簧缓冲机构、半固着承载器上的真空吸盘组成。当晶片受到抛光压力时,由于半固着承载器上的真空吸盘已与晶片接触,故可以将其质量等效加入弹簧的形变中,此时可将弹簧均压执行机构等效为弹簧- 阻尼系统。承载器系统产生的抛光压力F 可表示为:F = G-K·X,其中,G 为承载器最大加载质量,X 为弹簧长度,K 为弹簧的刚性系数,如图6所示。
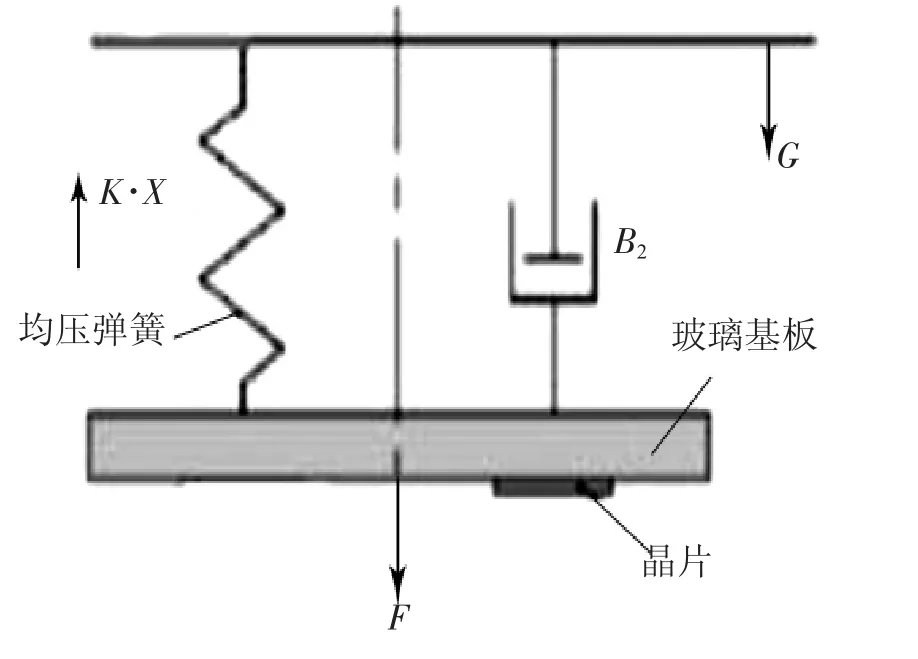
图6 承载器弹簧均压示意图
2.2.3 承载器压力对晶片抛光质量的影响
在承载器加压的作用下,CZT 晶片被压紧在抛光垫上,在旋转的抛光盘作用下,CZT 晶片与抛光垫相对运动。当抛光压力增加时,使得晶片表面与抛光垫的有效接触面积增加,晶片表面所受的作用趋于均匀,晶片的平整度指标得到优化;当压力继续增加,CZT 晶片会渐渐陷于抛光垫中,使得晶片正下方抛光垫中的抛光液被挤出,造成抛光晶片塌边现象,晶片整个表面受力不均匀,进而增大晶片的平整度指标。
通过对表面平整度为5 μm 的5 片晶片分别进行10 N、20 N、30 N、40 N、50 N 压力抛光实验,抛光后晶片表面平整度测试结果如表3 所示。抛光压力大小与晶片平整度呈非线性关系,如图7所示。当抛光压力为20~30 N 时,晶片的抛光质量良好。

表3 抛光压力与晶片平整度的数据关系
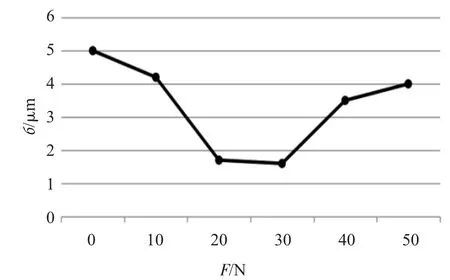
图7 抛光压力F 与晶片平整度σ 的关系曲线
3 结束语
通过对表面抛光工艺过程和技术原理的研究及关键部件的设计分析,研制出表面精密抛光系统,为减小晶片表面损伤深度、提高晶片平整度和表面质量提供了重要保障。