伺服运动控制工作台精度误差分析
2022-07-13谭立杰宋婉贞
谭立杰,闫 芸,宋婉贞
( 中国电子科技集团公司第四十五研究所,100176)
在半导体专用设备领域,设备的运动控制系统是其重要部分之一,一般用于驱动电机控制设备运动,包括加工运动、定位运动、对位运动、上下料运动等,同时也可以进行输入输出(I/O)控制。高端精密设备常用伺服运动控制系统作为整台设备的执行中心,用来控制被控对象的转角或者位移,被控对象能够自动、连续、精确地复现输入指令的变化规律。伺服控制系统的性能好坏可以从控制精度、抗干扰能力、动态响应速度等方面来评估。一个伺服控制系统具备了宽范围的调节能力、较高的控制精度、较快的动态响应速度和较强的抗干扰能力才能确定为良好的控制系统。伺服控制系统通常是包括电流环、速度环和位置环的三环结构,其中闭环控制就是在开环控制的交直流电机的基础上将速度信号和位置信号通过位置检测装置给驱动器做闭环负反馈的PID 调节控制[1,2]。
伺服运动控制系统一般基于伺服电机工作台控制,比较常见的是直线电机十字叠加工作台,进行点对点定位控制、JOG 控制、直线/ 圆弧插补控制、轮廓控制等,在所有的控制方式中运动平台的定位精度、重复精度都是十分重要的,也是评定一个运动平台好坏的重要因素。
1 电气控制系统误差分析
对于精密运动工作台系统,以直线电机的伺服控制工作台为例,一般由工控机、伺服控制器、驱动器、光栅尺、电机、导轨和连接件组成,工作台的控制精度不仅仅取决于直线电机的好坏,它和整个工作台系统的结构有很大关系,更多依赖于伺服驱动和位置反馈装置的好坏。工作台系统硬件连接的结构框图以及各个机构之间的逻辑关系如图1 所示。直线电机伺服控制系统一般采用伺服控制器和驱动器进行数字PID(比例积分微分)控制,常用的闭环控制系统是分为模拟量方式和数字脉冲方式。

图1 直线电机伺服控制系统框图
由于直线电机的定子两端断开,产生端部效应,形成不对称磁场,出现畸变的励磁电流,在运动过程中有波动问题,控制器采用位置环、速度环、电流环PID 闭环控制。增量光栅尺反馈编码器信号到控制器。整套系统采用主从控制模式,上位工控机作为主控机,驱动器做电流环设计,控制器做速度环和位置环设计。采用数字PID 控制器计算位置误差,给出控制量作为从控制器的给定量,从控制器执行驱动任务。直线电机工作台的运动控制策略如图2 所示。

图2 工作台运动控制策略
PID 控制器建立的数学模型如公式1,是将基本的位置式PID 控制算法离散化,得到的第k 次采样时的控制算法[3]。控制效果比较理想,在实际的运动控制工程领域得到广泛应用。一般情况下,工程师通过调试系统运动曲线找出PID 最佳参数值以适应当前系统的运动性能要求。
位置式数字PID 控制器表达式:

式(1)中,KP为比例常数,TI为积分常数,TD为微分常数,k 为采样序列号,uk为第k 次采样时控制器输出值、uk-1为第k-1 次采样时控制器输出值、T 为伺服周期、ek为控制器的输入,是设定值与被控制量的差,即ek=rk-ck,其中rk为系统设定值,ck为被控制量
比例环节的作用是对偏差瞬间作出快速反应。偏差一旦产生,制动器立即产生控制作用,使控制量向减少偏差的方向变化。控制作用的强弱取决于比例常数KP,KP越大,控制越强,但过大会导致系统振荡,破坏系统的稳定性。
积分环节的作用是把偏差的积累作为输出。在控制过程中,只要有偏差存在,积分环节的输出就会不断增大,直到偏差ek等于零,输出的uk才可能维持在某一常量,使系统在给定值rk不变的条件下趋于稳态。
积分环节的调节作用虽然会消除静态误差。但也会降低系统的响应速度,增加系统的超调量。积分常数TI越大,积分的积累作用越弱。增大积分常数TI会减慢静态误差的消除过程,但可以减少超调量,提高系统的稳定性。必须根据实际控制的具体要求来确定TI。
实际的控制系统除了希望消除静态误差外,还要求加快调节过程。在偏差出现的瞬间或偏差变化的瞬间,不但要对偏差量做出立即响应(比例环节的作用),而且要根据偏差的变化趋势预先给出适当的纠正。为了实现这一作用,可在PI 控制器的基础上加入微分环节,形成PID 控制器。
微分环节的作用是阻止偏差的变化。它是根据偏差的变化趋势(变化速度)进行控制。偏差变化得越快,微分控制器的输出就越大,并能在偏差值变大之前进行修正。微分作用的引入,将有助于减小超调量,克服振荡,使系统趋于稳定,特别对高阶系统非常有利,它加快了系统的跟踪速度。从图3 中可以看出各控制器的阶跃响应特性,f3曲线性能是最好的。图3 中,f1、f2、f3分别表示P、PI、PID 控制器的阶跃响应曲线。
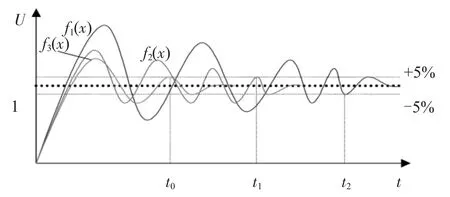
图3 P、PI、PID 控制器阶跃响应特性
所以在伺服运动控制系统中,使用PID 控制方法可以让系统得到比较好的动态性能和静态性能,超调量、调整时间、静态误差等参数决定着PID 参数是否满足系统要求,当超调量太大,同时调整时间过长,静态误差过大的情况下,系统定位误差变差,重复精度变差,需要重新调整PID 参数满足系统要求。
伺服PID 参数不匹配可能形成很多工作台问题,比如电机刚性差,导致电机定位时间长,定位缓慢,在等待时间之内不能调整到规定脉冲数,定位精度变差。通常表现为电机点到点步进一个固定距离P 的定位精度δ1,和分为多步(分别为P1、P2、P3、…、Pn,其中P=P1+P2+P3+…+Pn)步进相同距离P 的定位精度δ2,但是δ1、δ2 不一致且相差很多。这种情况下,就可以通过调整速度环刚性和位置环刚性解决问题,重新调整PID 参数以适应当前运动控制系统的性能要求。
伺服PID 参数不匹配也会导致电机刚性过强,表现为电机在全行程运动过程中出现微振情况,伴随运动不平滑,电机动力过足等现象。这时需要调整PID 参数,将比例参数和积分参数降低,同时微调微分参数,使位置曲线和速度曲线接近理想水平。
在全行程工作台的边缘或者原点区域也会出现电机低频振动问题,这使得回零运动不正常,但是电机却可以完成回零运动。这时需要在PID 参数调整中加入低通滤波设计,将低频共振频率去除掉,防止低频机械共振现象,一般情况下低频机械共振频率为50~100 Hz,在实际工程中测得的共振频率为70~80 Hz,这一频率和具体的机械结构有关系,可以通过更改机械结构将共振频率减小,避免影响工作台正常工作频率。
2 工作台机械精度误差分析
精密伺服运动控制系统平台一般分为X 方向和Y 方向,采用十字叠加形式实现沿两个方向的运动,如图4 所示,将运动平台分解,从下到上分别为工作台底座、X 向导轨、X 向电机、连接件、Y 向导轨、Y 向电机。以工作台定位精度要求±3 μm 为例进行分析。

图4 十字叠加XY 工作台机械结构
机械系统因素导致的工作台定位精度误差相对稳定,同一段距离的定位精度误差相同,通过仪表分段测量精度误差,软件中分段补偿可以将定位精度矫正到很高的水平。通过分析最有可能导致机械系统误差的部件是工作台铸铁底座和导轨。考虑两方面因素,一是底座平面度问题;二是导轨直线度问题。
工作台底座一般采用铸铁加工而成,表面经过精磨处理,要求表面平面度达到10 μm 以下,否则由于工作台底座平面度不满足要求,电机在运行时出现线性或者非线性误差。
直线导轨又称作线性导轨、线性滑轨,应用领域非常广泛,一般用作机械设备支撑引导运动部件,根据指定的方向做往返直线运动。直线导轨的精度分为行走平行度、高度的成对相互差及宽度的成对相互差。行走平行度是指将导轨用螺栓固定在基准面上,使滑块在导轨全长上运行时,滑块与导轨基准面之间的平行度误差。高度的成对相互差是指组合在同平面上的各个滑块的高度尺寸的最大值与最小值之差。宽度的成对相互差是指装在单只导轨上的每个滑块与导轨基准面之间的宽度尺寸的最大值与最小值之差。根据工作台的精度要求不同,可以选用不同等级的导轨[4,5]。
以十字叠加工作台为例,要求定位精度±3 μm,重复定位精度±1 μm,选择直线导轨的精度等级(行走平行度,以100 mm 长为例) 为超精密级(SP),在机械装配过程中要求直线导轨的直线度为±4 μm,高度的成对相互差为±6 μm,宽度的成对相互差为±20 μm。
为了避免机械工作台在加工和装配过程中出现的误差问题,需要严格按照零件工程图及装配手册进行。在正常的零件加工和机械装配过程中,也允许存在精度误差,这时机械重复精度和定位精度满足要求,但是超出允许的范围就需要重新加工或者装配。按照要求进行加工和装配的工作台,重复精度误差一般满足要求,定位精度误差在固定区域是一个恒定的值,在整个工作台区域呈线性或非线性变化,是不容易发生改变的,所以可以通过激光干涉仪等测量工具对工作台的定位精度误差进行测量,采用软件补偿的方式达到更高的精度要求。
3 结束语
伺服控制工作台的误差原因包括伺服参数不匹配导致的系统刚性弱、超调量大、调整时间长问题,以及机械加工精度差导致的底座平面度问题,或者是导轨安装不合格导致的导轨平行度问题。通过分析工作台的精度误差形成的原因,找到解决的方法,通过技术改进提高伺服运动控制工作台的定位精度、重复精度。