平纹机织与2.5D机织复合材料平板弹道冲击特性对比
2022-07-04冯振宇迟琪琳崔怀天解江牟浩蕾
冯振宇,迟琪琳,崔怀天,解江,*,牟浩蕾
1. 中国民航大学 安全科学与工程学院,天津 300300
2. 中国民航大学 民航航空器适航审定技术重点实验室,天津 300300
随着材料科学的进一步发展,复合材料风扇机匣的应用已成为商用大涵道比发动机冷端部件的发展趋势。2.5D机织/树脂传递模塑(Resin Transfer Moulding,RTM)成型、预浸料铺层/热压罐成型等工艺已先后应用到全复合材料机匣的制造中。GE、普惠和赛峰等公司均在新一代发动机上采用全复合材料机匣结构。其中GEnx发动机采用二维三轴编织复合材料机匣,LEAP-X发动机采用2.5D机织/RTM成型全复合材料机匣,PW1100G发动机采用预浸料铺层/热压罐成型全复合材料机匣。国产商用发动机正在紧密跟踪国外的复合材料机匣技术,争取早日实现自主可控。
航空发动机在取得民航管理部门的适航证前,必须通过考核其包容能力的试验。机匣包容过程是非常复杂的瞬态动力学问题,涉及结构在冲击下的大变形、材料失效及复杂接触等问题。在发动机研制过程中,为降低最终真实机匣包容验证试验失败的风险,通常先进行弹道冲击试验,从材料动态响应和高速冲击损伤等方面研究材料的抗冲击特性,初步了解机匣材料包容性能,为机匣的设计和材料选取提供参考依据。
近年来,研究人员对各种类型的复合材料进行了大量的冲击试验,旨在探究不同材料的弹道冲击特性,对弹道极限等指标进行评估,唯象分析材料的损伤形貌和失效机制,判断复合材料的适用性。Roberts等使用钛合金弹体对层合工艺成型的玻璃纤维层合复合材料半圆环开展了冲击试验,识别出分层损伤可增加材料的弹道极限速度,但大面积的分层损伤导致材料的结构完整性很差。Arizona州立大学Mobasher团队和Binienda团队分别对芳纶纤维层合复合材料和碳纤维层合复合材料机匣结构进行了弹道冲击试验与仿真分析,结果表明复合材料机匣的比吸能高于金属材料机匣,证明复合材料的弹道吸能效率高于金属材料,并且认为可采用平板弹道冲击试验评估机匣用复合材料的包容潜力。Sun和Hallett使用仿真与试验相结合的方法研究了铝层厚度对GLARE层板弹道冲击性能的影响,结果表明铝板层厚度对GLARE层板的弹道冲击性能有明显影响,相比于纯铝板,GLARE层板的重量比吸能更好,将铝层厚度从0.5 mm减至0.3 mm 时GLARE层板的重量比吸能得到提高。Ferrante等研究了碳纤维玄武岩纤维混杂夹层材料和纯碳纤维层合材料的弹道冲击性能,结果表明玄武岩碳纤维混杂铺层可提高复合材料的弹道极限。陈战辉等对芳纶纤维和碳纤维混杂铺层层合板进行弹道冲击试验,得出混杂界面分层范围明显大于非混杂界面,在碳纤维层板表面铺芳纶层可有效减少碳纤维层的损伤面积。郑锡涛等研究了碳纤维和芳纶纤维三维正交机织复合材料板的弹道冲击性能,试验结果表明芳纶纤维板弹道性能优于碳纤维板。Wagner等研究了玻璃纤维层合材料、碳纤维层合材料和碳纤维三维编织材料的弹道冲击性能,发现玻璃纤维材料弹道冲击性能优于碳纤维材料,三维编织材料的损伤容限大于层合材料。胡年明等研究了碳纤维复合材料层合板在高速冲击下的损伤特性,得到不同弹体形状、不同材料板的破坏模式和最大吸能。王绪财等开展了弹道冲击条件下芳纶织物层合复合材料靶板动态响应的实验研究,分析了撞击速度及靶板厚度对靶板破坏模式和吸能的影响,认为靶板拉伸破坏失效比例越大,靶板的吸能总量越大。邓君用空气炮对3238A/EW250F玻璃纤维复合材料层合板进行打靶试验,发现靶板正面主要发生剪切失效,背面主要发生纤维拉伸断裂失效且失效面积远大于正面。浙江大学高速旋转机械实验室使用空气炮对碳纤维层合复合材料开展了平板冲击试验,并在高速旋转试验台上进行了复合材料机匣的模拟包容试验,结果表明机匣的破坏主要包括撞击、楔入、整体变形、分层损伤、纤维拔出和纤维断裂等多种方式。李明对平面机织层合材料和2.5D 机织复合材料低速冲击后的剩余强度进行研究,发现2.5D机织复合材料较传统层合材料抗低速冲击能力更好。Ren等对三维机织复合材料在横向冲击作用下的动态力学响应和损伤过程进行了实验和数值模拟研究,发现三维编织材料损伤主要是基体碎裂和纤维拉伸断裂失效。宋曼丽对三维机织复合材料机匣包容性进行了圆柱打靶试验,使用高速摄像记录了靶板的弹道冲击过程,从弹道极限、损伤机制等层面评估了三维机织复合材料机匣包容性。由以上分析可知在复合材料弹道冲击问题领域,国内外研究团队分别就不同种类纤维层合材料、三维编织材料及不同弹体形状等多个方面进行了研究,但针对复合材料层合板和2.5D机织材料板弹道冲击性能的横向对比研究较少。而碳纤维层合复合材料和碳纤维2.5D机织材料均已应用在新一代航空发动机全复合材料机匣上,两种材料弹道冲击载荷下的失效模式和吸能机制有明显区别,有必要开展相应的研究。
本文针对碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板进行弹道冲击特性的对比分析,考察其弹道动态响应、损伤及失效模式,并采用超声C扫描和CT扫描进一步分析其冲击损伤机制,希望可为航空发动机复合材料机匣设计和材料选取提供参考。
1 弹道冲击平板试验件及试验描述
1.1 弹道冲击靶板
采用T700-S12K碳纤维和EPMOLD110树脂制成两种不同的弹道冲击试验件:碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板,如图1所示。试验件由芜湖钻石飞机制造厂加工,选用RTM成型工艺,注胶压力为0.2 MPa,常温固化时长为2 h。试验件为方形,尺寸为250 mm×250 mm,厚度为5 mm。

图1 弹道冲击试验件Fig.1 Ballistic impact specimens
1.2 弹道冲击试验
为评估碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的抗冲击能力,分析其破坏模式及吸能情况,采用空气炮试验系统进行弹道冲击试验。空气炮试验系统如图2所示,主要由外物发射系统、试验件固持与防护系统、高速摄影系统和应变响应测量系统组成,见图2(a)。试验过程中,靶板上方放置一台HX-3E高速摄影仪用于记录弹体速度和弹道冲击过程,拍摄频率为30 000帧/s。

图2 空气炮试验系统Fig.2 Gas gun test system
靶板采用四周固支的方式夹持,夹具由底座和压板组成,用螺栓压紧压板从而固定试验件,夹持后的试验件有效冲击尺寸为210 mm×210 mm,并确保试验件的中心位置能对准炮口,如图2(c)所示。弹体采用TC4钛合金,形状为圆柱体,直径为15 mm,高度为25 mm。弹体采用直径为50 mm的尼龙弹托,内部依靠圆形泡沫垫固定,如图2(b)所示。
对碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板进行100~300 m/s的冲击速度范围冲击试验,试验中冲击速度选择主要是考虑发动机叶片失效后的飞出速度,并取得反弹与击穿等多种结果,用以测试复合材料靶板的抗冲击能力。
2 弹道冲击性能评估指标
2.1 弹道极限速度
弹道极限速度是指某一种弹体对靶板形成穿透概率为50%的入射速度,用表示。根据弹体击穿靶板后的剩余速度和弹体入射速度(≥),可计算弹道极限速度:

(1)
2.2 总吸能量
总吸能量()是指在整个冲击过程中弹体耗散的动能总量:

(2)
式中:为弹体质量。
2.3 单位面密度吸能量
单位面密度吸能量(BPI)是吸能总量与靶板面密度的比值:
BPI=AD
(3)
式中:AD为靶板面密度。
碳纤维2.5D机织复合材料平板AD为7.6 kg/m,碳纤维平纹机织复合材料平板AD为6.8 kg/m。
2.4 单位厚度吸能量
单位厚度吸能量()是吸能总量与靶板厚度比值:
=
(4)
式中:为靶板厚度。
碳纤维平纹机织复合材料平板和碳纤维2.5D 机织复合材料平板的厚度均为5 mm。
3 试验结果与弹道冲击性能分析
对碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板分别进行5次不同冲击速度的试验,根据试验结果计算弹道极限速度、总吸能量、单位面密度吸能量和单位厚度吸能量,弹道冲击试验结果如表1所示。

表1 弹道冲击试验结果Table 1 Ballistic impact test results
3.1 弹道极限速度
使用高速摄像记录冲击过程,通过截取弹体飞行路径测算弹体剩余速度和入射速度,记录试验结果并采用二次B样条曲线公式进行处理,得到两种复合材料平板的入射速度-剩余速度曲线,如图3所示。根据图3中曲线可确定碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的弹道极限速度分别为171 m/s和132 m/s。由式(1)计算得到碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的弹道极限速度分别为170 m/s和134 m/s,与图3中试验结果基本吻合。碳纤维平纹机织复合材料平板的弹道极限速度高于碳纤维2.5D机织复合材料平板的弹道极限速度,可看出碳纤维平纹机织复合材料平板的包容潜力更大。
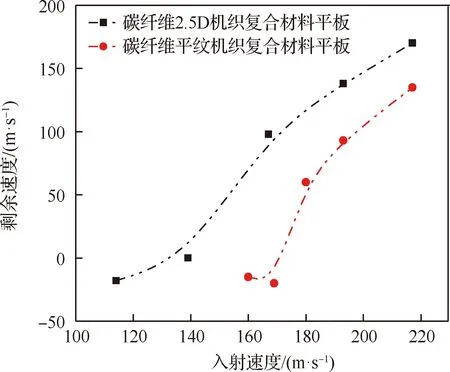
图3 入射速度-剩余速度曲线Fig.3 Incident velocity-residual velocity curves
3.2 总吸能量
由式(2)计算得到碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的总吸能量,拟合得到总吸能量-入射速度曲线,如图4所示。在未达到弹道极限速度时,靶板总吸能量随入射速度增大而增加;超过弹道极限速度后,靶板总吸能量基本不变,且随入射速度增大而略有下降。同时,碳纤维平纹机织复合材料平板总吸能量明显高于碳纤维2.5D机织复合材料平板。根据总吸能量可直观看出两种复合材料平板的弹道冲击性能存在明显差异,平纹机织复合材料平板的吸能能力明显更强。
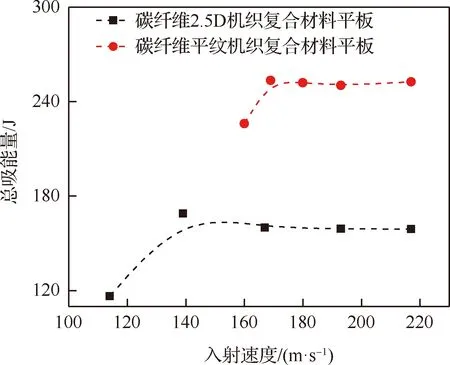
图4 总吸能量-入射速度曲线Fig.4 Total energy absorption-incident velocity curves
3.3 单位面密度吸能量
由式(3)计算得到碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的单位面密度吸能量,拟合得到单位面密度吸能量-入射速度曲线如图5所示。在弹体速度未达到弹道极限时,靶板单位面密度吸能量随速度升高而增加;弹体速度超过弹道极限后,靶板单位面密度吸能量基本不变,且随速度增加略有下降。两种复合材料平板的面密度差别不大,但单位面密度吸能量差异很大,碳纤维平纹机织复合材料平板的单位面密度吸能量BPI明显碳纤维高于2.5D机织复合材料平板。
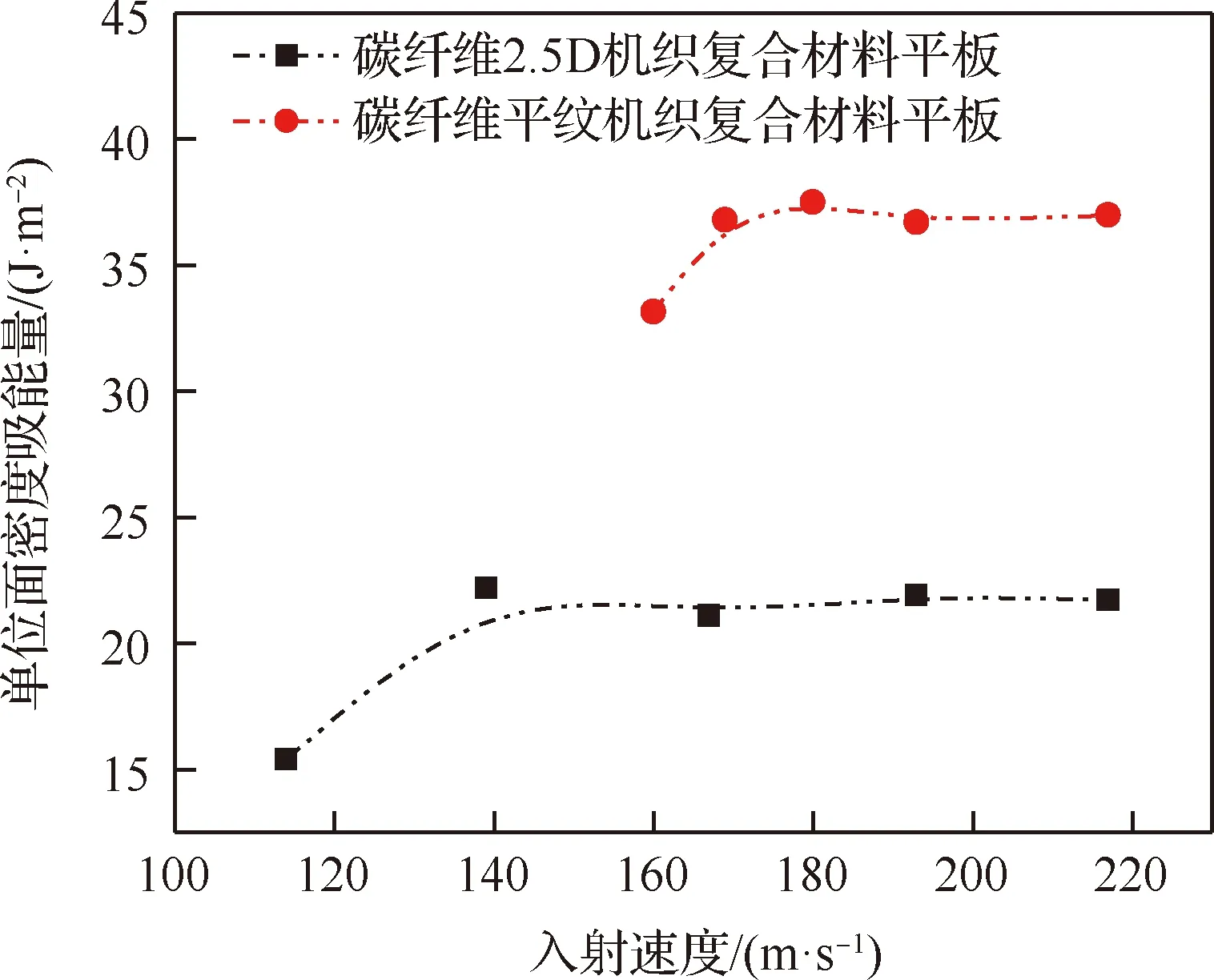
图5 单位面密度吸能量-入射速度曲线Fig.5 Energy absorption per surface density-incident velocity curves
3.4 靶板单位厚度吸能量
由式(4)计算得到碳纤维平纹机织复合材料平板和碳纤维2.5D机织复合材料平板的单位厚度吸能量,拟合得到靶板单位厚度吸能量-入射速度曲线如图6所示。在弹体速度未达到弹道极限时,靶板的单位厚度吸能能量速度升高而增加;弹体速度超过弹道极限后,靶板单位厚度吸能量基本不变,且随速度增加略有下降。同时,碳纤维平纹机织复合材料平板单位厚度吸能量高于碳纤维2.5D 机织材料。两种复合材料平板厚度一致,均为5 mm,但其单位厚度吸能量差异显著,其吸能机制显著不同,将结合平板损伤情况进一步探究其吸能机制。
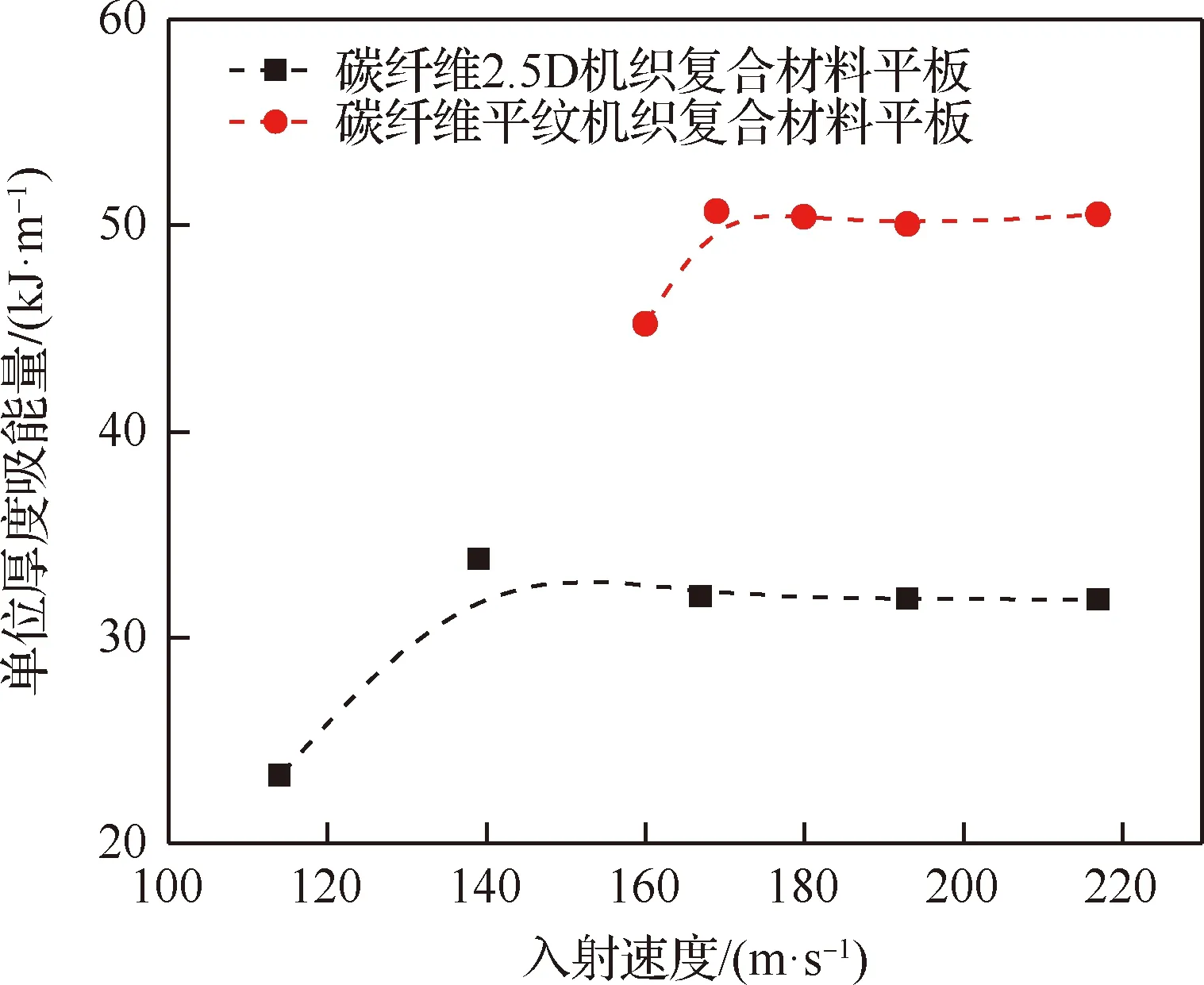
图6 单位厚度吸能量-入射速度曲线Fig.6 Energy absorption per unit thickness-incident velocity curves
4 损伤分析
4.1 碳纤维平纹机织复合材料平板
图7给出了碳纤维平纹机织复合材料平板不同入射速度下的典型损伤情况,可见随冲击速度增大,靶板的损伤破坏区域面积也进一步增大。160 m/s冲击速度下,靶板正面出现弹体压痕,主要失效模式为基体碎裂,但背面并未发现明显损伤;169 m/s冲击速度基本接近材料的弹道极限,靶板正面出现明显的冲击剪切失效,背面也发生纤维拉伸断裂失效,但弹体并未穿透靶板;217 m/s 冲击速度下,靶板正面发生严重的剪切失效,背面有明显的纤维拉伸失效并伴随明显的分层失效。
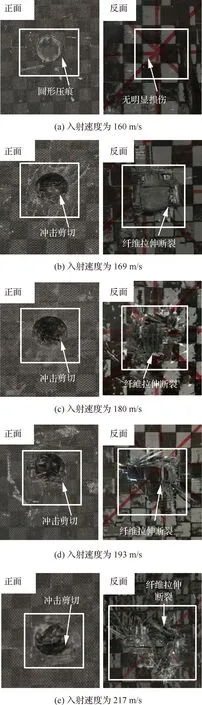
图7 不同入射速度下碳纤维平纹机织复合材料平板的典型损伤Fig.7 Typical damages of carbon fiber plain woven fabric composite plate at different incident velocities
对160 m/s冲击速度下靶板试验件进行了超声C扫描,结果如图8所示。靶板表面损伤并不明显,但内部损伤严重,出现大面积的分层损伤。

图8 160 m/s冲击下碳纤维平纹机织复合材料平板试验件超声C扫描结果Fig.8 Ultrasonic C-scan results of carbon fiber plain woven fabric composite plate specimen under impact of 160 m/s
原因是应力波在纤维中的传播速度大于在基体中的传播速度,在纤维和基体的界面处易产生裂纹,裂纹会沿纤维方向扩展,平纹机织材料在经向、纬向均存在纤维阻碍应力波的扩散,使层合板的面内损伤并不明显;碳纤维平纹机织复合材料平板层间性能较差,导致裂纹沿层间迅速扩张造成分层损伤,因此碳纤维平纹机织复合材料平板的失效模式主要是分层失效。碳纤维平纹机织的吸能机制是高速冲击造成靶板层间大面积分层,导致靶板的弯曲变形程度明显增大,进而吸收更多能量。同时大范围的分层破坏也是造成靶板单位面密度吸能量BPI和单位厚度吸能量增大的主要因素。
选用169 m/s冲击速度下靶板试验件,以弹孔为中心,使用高速机械切割技术将靶板试验件分成4部分,如图9所示。选择弹孔周围比较平整的试件进行CT扫描,如图10所示。相比于超声C扫描,CT扫描能更加直观地看出靶板的分层失效情况,可看出分层主要是沿纤维方向扩展,碳纤维平纹机织复合材料平板是经纬纱90°交叉编织而成,因此损伤区域的最终形状接近菱形。

图9 碳纤维平纹机织复合材料平板CT扫描区域及试验件Fig.9 CT scan area and specimen of carbon fiber plain woven fabric composite plate

图10 169 m/s冲击下碳纤维平纹机织复合材料平板试验件CT扫描结果Fig.10 CT scan results of carbon fiber plain woven fabric composite plate specimen under impact of 169 m/s
综上所述,碳纤维平纹机织复合材料平板弹道冲击损伤以分层损伤为主,除此之外还包括冲击剪切损伤、纤维拉伸断裂、基体碎裂等损伤。碳纤维平纹机织复合材料平板极易发生分层失效,且靶板表面可能没有明显损伤。大面积的分层损伤导致靶板受冲击后结构完整性不好,成为限制其应用的主要因素。
4.2 碳纤维2.5D机织复合材料平板
碳纤维2.5D机织复合材料平板在高速冲击载荷下的失效模式与碳纤维平纹机织复合材料平板相比有明显不同。图11给出了不同入射速度下的碳纤维2.5D机织复合材料平板的典型损伤情况。可见随入射速度提高,靶板的损伤区域面积并没有明显增加,只是失效模式发生变化。在未达到弹道极限时,靶板正面产生明显压痕,损伤以基体压缩碎裂为主,靶板背面也产生基体裂纹,这是由于碳纤维2.5D机织复合材料平板层间存在捆绑纱,应力波得以顺利传到靶板背部,使靶板背部相同区域出现裂纹;弹体速度超过弹道极限速度后,靶板损伤以剪切冲塞损伤为主,弹着点部位会有塞块飞出,形成破孔,同时也存在少量的纤维拉伸破坏。

图11 不同入射速度下碳纤维2.5D机织复合材料平板的典型损伤Fig.11 Typical damages of carbon fiber 2.5D woven plate at different incident velocities
对114 m/s冲击速度下靶板试验件进行超声C扫描,所得结果如图12所示。可看出靶板内部损伤并不明显,没有发生大面积分层损伤。在未达到弹道极限速度时,靶板的损伤并不明显,碳纤维2.5D机织复合材料平板在遭受冲击载荷后不容易发生分层损伤。碳纤维2.5D机织复合材料平板层间存在捆绑纱捆绑,导致材料的分层难度明显增加,层间性能显著提高。碳纤维2.5D机织复合材料平板遭受冲击载荷后不易发生分层损伤,损伤区域面积小。碳纤维2.5D机织复合材料平板由于分层难度增加,靶板的弯曲变形受到限制,只有少量纱线发生拉伸断裂。因此碳纤维2.5D机织复合材料平板的吸能量明显减少,弹道极限速度低于同厚度的碳纤维平纹机织复合材料平板。同时,靶板损伤区域面积的减小直接导致靶板单位面密度吸能量BPI和单位厚度吸能量明显减小。

图12 114 m/s冲击下碳纤维2.5D机织复合材料平板试验件超声C扫描结果Fig.12 Ultrasonic C-scan results of carbon fiber 2.5D woven fabric composite plate specimen under impact of 114 m/s
对217 m/s冲击速度下靶板试验件进行CT扫描,如图13所示,扫描结果如图14所示。可见碳纤维2.5D机织复合材料平板几乎不发生分层损伤,除弹孔周围存在少量纤维拉伸破坏外,碳纤维2.5D机织复合材料平板的分层损伤并不明显。剪切冲塞是碳纤维2.5D机织复合材料平板弹道冲击下的主要失效模式,可看出碳纤维2.5D机织复合材料平板冲击载荷下的损伤只发生在弹孔周边,损伤区域很小,靶板的结构完整性很好。

图13 碳纤维2.5D机织复合材料平板CT扫描区域及试验件Fig.13 CT scan area and specimen of carbon fiber 2.5D woven fabric composite plate

图14 217 m/s冲击下碳纤维2.5D机织复合材料平板试验件CT扫描结果Fig.14 CT scan results of carbon fiber 2.5D woven fabric composite plate specimen under impact of 217 m/s
综上所述,碳纤维2.5D机织复合材料平板的弹道冲击损伤以剪切充塞为主,包括少量的基体碎裂、纤维拉伸断裂等损伤,剪切充塞失效为碳纤维2.5D机织复合材料平板的主要吸能方式。碳纤维2.5D机织复合材料平板具有优异的层间性能,不易发生分层,靶板的弯曲变形较小且只有少量的纱线发生拉伸断裂失效,使靶板吸能量较少,弹道极限速度低于同厚度的碳纤维平纹机织复合材料平板。碳纤维2.5D机织复合材料平板在冲击载荷下的损伤只发生在弹孔周边,在未发生穿透的情况下,碳纤维2.5D机织复合材料平板/机匣结构完整性好,在风扇机匣包容性设计和应用上更有优势。
5 结 论
1) 弹道冲击试验结果表明,碳纤维平纹机织复合材料平板的弹道极限速度、吸能总量、单位面密度吸能量和单位厚度吸能量等指标均大于同厚度的碳纤维2.5D机织复合材料平板,证明碳纤维平纹机织复合材料平板具有更好的吸能量和抗侵彻能力。
2) 碳纤维平纹机织复合材料平板弹道冲击损伤失效模式主要包括分层损伤、纤维拉伸断裂和纤维拔出等,分层损伤可增加靶板的弯曲变形,弯曲变形导致大量的纱线发生拉伸断裂,有利于提高靶板的弹道极限速度和吸能总量,但分层失效使靶板的结构完整性较差,限制了层合材料的应用。
3) 剪切冲塞是碳纤维2.5D机织复合材料平板弹道冲击下的主要失效模式,伴随少量的纤维拉伸断裂和纤维拔出等。层间捆绑纱改善了材料的层间性能和面外刚度,靶板弯曲变形受限,纤维拉伸失效只发生在弹孔周边,使碳纤维2.5D机织复合材料平板弹道极限速度小于碳纤维平纹机织复合材料平板。碳纤维2.5D机织复合材料平板冲击载荷下的损伤只发生在弹孔周边,结构完整性更好,更有应用前景。
