聚四氟乙烯填充含量对钢背超高分子量聚乙烯纤维织物复合材料摩擦学性能的影响
2022-07-02林羽东郭智威袁成清
林羽东 郭智威 袁成清
1.武汉理工大学交通与物流工程学院,武汉,4300632.国家水运安全工程技术研究中心可靠性工程研究所,武汉,430063
0 引言
随着我国航运业的蓬勃发展,控制能源消耗与环境保护受到越来越广泛的社会关注。船舶、舰艇等水路交通装备通常为油/脂润滑,不仅需要定时更换,而且对其进行处理还会造成一系列环境影响。在船舶苛刻运行环境下,机舱、甲板等配备机械设施(如舵杆衬套、吊艇架、滑轮和绞车、艏门衬套和水密门衬套等)由于工作环境特殊,润滑油/脂不易置换,在遭遇高温、水汽、极地低温等环境时,容易氧化变质,从而造成设备运行出现安全隐患[1-3]。
自润滑材料的出现为上述苛刻环境下摩擦配副材料的应用提供了思路,同时在一定程度上解决了这个问题。随着高分子材料的快速发展,其优异的摩擦学性能吸引了学者们的关注与研究,并已逐步应用于轴承及衬套等零部件。目前常用作固体润滑剂的高分子材料包括超高分子量聚乙烯(ultra-high molecular weight polyethylene, UHMWPE)[4]、聚四氟乙烯(polytetra-fluoroethylene ,PTFE)[5]、热塑性聚氨酯[6]和聚酰亚胺[7]等,其中PTFE由于自身具备优良的减摩效果,层间原子仅依靠较弱的范德华力结合,在切向力的作用下较易沿平面层断裂从而形成滑移面,通过填料自身的黏结性能可在对磨副表面形成PTFE润滑膜从而使摩擦转变为PTFE间的对磨,大幅减小材料的摩擦因数,故得到了广泛的应用与研究。
UHMWPE纤维作为比强度、比模量较高,且抗冲击性和耐腐蚀性好的高性能纤维,在防护、航海、医疗等诸多领域已有相应应用[8-10]。由于其自润滑性好,耐磨性高,故在自润滑复合材料设计及应用领域具有较好应用前景。LI等[11]通过空气等离子体刻蚀原始UHMWPE织物并利用原位生长法制备出具有双层结构的超疏水/自润滑织物,然后使用1H,1H,2H,2H-全氟癸基三乙氧基硅烷(PTES)对其进行进一步改性,结果表明织物能与填料起协同作用,使其具备优异的减摩抗磨性能。
根据不同的工作条件,织物通常以不同的形式编织制造。由于UHMWPE具有高度对称的非极性亚甲基长链,因此它的化学性质表现出一定惰性,造成纤维具有很高的结晶度和取向度,而其结构中又缺乏极性基团与较强范德华力的作用[12-13],故纤维表面呈疏水性,难以与树脂形成化学键合,用作复合增强材料时难以与树脂基体形成良好的浸润与黏结,需对纤维进行改性处理,通过生成化学键合或氢键、范德华力等手段增强UHMWPE纤维与树脂间的界面黏结作用及增加纤维比表面积与表面自由能的方式提高纤维对树脂的润湿性及黏附力[14]。经过一定的改性处理后通过与配备固体润滑剂的树脂浸渍、预固化,再经过热压等手段与金属衬背粘连[15]制成复合材料,使其既具备衬背金属高承载能力、强耐冲击能力等优点,又发挥了其上固体润滑剂优良的摩擦性能,是近年被广泛关注的具有较高应用价值的自润滑复合材料[16]。目前关于PTFE改性UHMWPE纤维织物复合材料的研究报导较少,PTFE添加含量对材料摩擦学性能的影响及其摩擦磨损机制还有待进一步研究。基于此,本文设计并制备了不同PTFE含量的UHMWPE纤维织物增强钢背复合材料,分别探究它与45钢在环-环端面连续接触干摩擦方式下的摩擦磨损性能,并对其摩擦磨损机理进行分析。
1 试验部分
1.1 原材料与制备工艺
由于平纹织物由经纬两个方向垂直编制构成,织造较为简单,强度高,可靠性强,耐磨性好,故在摩擦领域得到了较多研究与应用[17-18]。本研究中使用的织物为LCPE200平纹UHMWPE织物1000D(成都鲁晨新材料科技有限公司),面密度为200 g/m2,厚度为0.24 mm;树脂为环氧树脂E51(杭州五会港胶粘剂有限公司);环氧固化剂为2-乙基-4-甲基咪唑,UHMWPE纤维织物改性剂为硅烷偶联剂KH-550,PTFE规格为直径2 μm的粉末(上海阿拉丁生化科技股份有限公司)。先将环氧树脂和固化剂按100∶7(质量比)混合搅拌配置黏结剂,后将PTFE粉末按0,1%,3%,5%,10%,15%(质量分数)加入黏结剂并利用超声混合15 min使其在树脂中均匀分散制得PTFE-环氧黏结剂[19]。UHMWPE纤维织物施胶黏结前对其进行化学改性处理,经丙酮清洗后以5% (质量分数)KH-550硅烷偶联剂处理烘干完成改性。试验前对45钢盘进行打磨至光滑状(240目与600目砂纸,最终表面粗糙度Ra=0.8±0.05 μm),处理完成后用丙酮超声清洗并对其进行清洗烘干。为验证织物改性效果,对其进行接触角测量并根据GB 7124—1986[20]进行黏结强度测试,结果表明改性前后接触角分别为106.4°与79.6°,降低了25.2%;而改性前后黏结强度分别为4.24209 MPa与4.63986 MPa,提高了8.6%,表明改性有助于提高织物润湿及黏结性能。将PTFE-环氧黏结剂施于UHMWPE纤维织物直至完全浸渍后于室温静置12 h,使织物得到充分浸润且达到预固化状,将纤维织物置于不锈钢环上以50 ℃固化0.5 h,100 ℃固化1 h,室温放置24 h热压机制固化成形,制得PTFE改性钢背UHMWPE纤维织物复合材料。
1.2 摩擦性能测试
摩擦磨损试验于CBZ-1船舶轴系摩擦磨损试验机(武汉海马科技开发有限公司)上开展,探究PTFE改性钢背UHMWPE纤维织物复合材料与45钢盘对磨所表现的摩擦特性,45钢盘的化学组分及其与不锈钢环的形貌与尺寸分别如表1与图1所示。不锈钢环内径、外径和高度分别为18 mm、30 mm和10 mm,摩擦接触面积为452.16 mm2。45钢盘内外径与高度分别为16 mm,40 mm和5 mm。

表1 45钢的化学组分(质量分数)

(a)45钢盘形貌 (b)45钢盘尺寸
摩擦磨损试验机与其原理如图2所示。下环试样为PTFE改性钢背UHMWPE纤维织物复合材料,用销进行定位固定;上环试样为45钢盘,固定在转轴上同步转动实现端面接触对磨,载荷通过下方杠杆施加。试验过程中通过传感器动态检测扭矩、载荷,通过下式计算材料摩擦因数[21]:

(a)摩擦磨损试验机
(1)
式中,μ为摩擦因数;T为扭矩,N·m;r为试样半径,m;F为载荷,N。
为模拟该复合材料在船舶中的实际应用,以船舶水密门铰链衬套的运行工况为对象,根据ISO 17940—2015[22]的相关规定,摩擦磨损试验工况条件设置为干摩擦,转速分别为50 r/min(3.768 m/min)、200 r/min(15.072 m/min)与350 r/min(26.376 m/min)[23],法向载荷为226 N(0.5 MPa),试验时间设定为1 h。试验前后用精度为0.01 mm的游标卡尺对试样厚度进行测量,通过计算得到试样测试前后的体积,计算得到体积差ΔV(mm3),通过下式计算试样的磨损率[24]:
(2)
式中,ws为磨损率,10-5mm3/(N·m);∑W为累计摩擦功,N·m。
为探究复合材料硬度对其摩擦学性能的影响,利用邵氏硬度计对不同复合材料表面的邵氏硬度进行测量。
用配备能谱仪(EDS)的扫描电子显微镜(SEM)与激光干涉表面轮廓仪对试样试验后的磨损形貌与钢盘表面元素组成进行测试并通过下式[25]测量计算45钢Sq值:
(3)
式中,Sq值表示样品计算区域中各点高度的均方根,为其高度的标准偏差;M为x轴方向的采样点数;N为y轴方向的采样点数;Z(xk,yl)为采样点(xk,yl)的高度值;u为采样区域的平均高度。
为考察PTFE含量对钢背UHMWPE纤维织物复合材料摩擦性能的影响,试验中制备了质量分数为1%(PT-1),3% (PT-3),5% (PT-5),10% (PT-10)与15% (PT-15)PTFE填充的复合材料,并将其与无填充的空白组(PT-0)进行比较。结合测试数据进行材料的摩擦磨损机理分析,探究PTFE填充含量对摩擦副摩擦学性能的影响。
2 试验结果与讨论
2.1 复合材料硬度分析
进行摩擦试验前先对试样硬度进行测试,其结果如表2所示。由表2可见,随着PTFE填充含量的增加,复合材料的邵氏硬度随之增大,说明PTFE的加入能使复合材料表层形成更为致密的树脂,故对复合材料硬度有提升作用,且填充含量越高提升效果越明显。

表2 复合材料的邵氏硬度值
2.2 摩擦因数分析
由于材料表面不平整且不同类型复合材料的磨合时间可能会导致试验结果出现偏差,故在开始试验前对试样在50 r/min和0.5 MPa工况下进行5 min预磨,后对其摩擦因数进行记录。
图3所示为6种复合材料在3种不同转速下测得的平均摩擦因数。其中PT-0的摩擦因数为所有试样中最大的,远高于有PTFE填充的复合材料,在350 r/min工况下尤为突出。随着转速升高,PT-0试样摩擦因数呈现出先降后升的趋势,其摩擦因数在高转速下较小并在200 r/min工况下最小。PT-1平均摩擦因数随着转速的增大不断减小,最终在350 r/min时达到最小且为所有试样中最小的;PT-3平均摩擦因数随着转速的增大略有增大,当转速为50 r/min与200 r/min时,其摩擦因数是所有试样中最小的;PT-5平均摩擦因数随转速的增大先增后减,且在高转速下摩擦因数较低转速(50 r/min)下大幅增加;PT-10与PT-15摩擦因数均随着转速增大不断增大,且两者大小均较为相似。
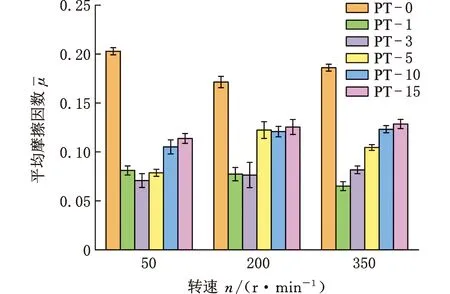
图3 6种复合材料在不同转速下的平均摩擦因数
平均摩擦因数的比较分析表明,PTFE填充复合材料平均摩擦因数均较无填充复合材料平均摩擦因数小,其中低PTFE含量填充复合材料(填充质量分数w0≤3%)在减摩性能方面表现最优,除PTFE的作用,其摩擦因数整体随硬度的增大而增大,这也与万理想等[26]的研究结果相吻合。
图4分别展示了6种复合材料在载荷为0.5 MPa,转速分别为50 r/min、200 r/min、350 r/min,环-环端面干摩擦工况下,复合材料摩擦因数μ随时间t的变化曲线。
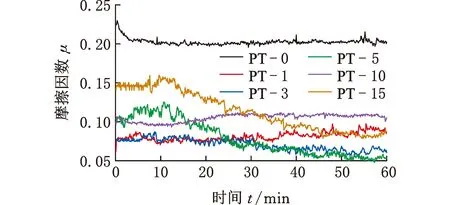
(a)载荷0.5 MPa、转速50 r/min工况
50 r/min工况下,PT-0经历了短暂磨合,摩擦因数在整个过程中较为平稳,但其值始终大于PTFE填充复合材料的摩擦因数;PT-1与PT-3初始摩擦因数均为0.075且随时间变化较小,t=25 min后,PT-1的摩擦因数有所增大而PT-3的摩擦因数表现出下降的趋势;PT-5的初始摩擦因数较低PTFE含量填充复合材料的初始摩擦因数大,经过10 min磨合后开始减小,最终达到此工况下的最低值;PT-10的摩擦因数与PT-1的摩擦因数变化相似,t=20 min后略有增大并一直保持较为平稳的趋势;PT-15则与PT-5相似,但其初始摩擦因数为PTFE填充复合材料中最大值,经过10 min磨合后不断减小,最终与PT-1的摩擦因数大小基本相等。
分析其原因可知,PT-1中PTFE含量较PT-3少,后期积累的转移膜相对不足,且试验过程中温度略有积聚,故使其摩擦因数增大;PT-3因自润滑及成膜能力更佳而摩擦因数减小。上述两者的树脂层均未发生较为严重的破损。当PTFE填充5%(质量分数)时,材料发生团聚且与树脂基体结合状态恶化,导致摩擦初期材料表面粗糙度较大,故PT-5初始摩擦因数较大,但随着试验的进行树脂层开始破碎,具备良好自润滑能力的织物显露并参与摩擦,与PTFE共同作用使摩擦因数不断减小达到被测试样中的最低值。随着PTFE含量上升,材料团聚现象加剧,PT-10的摩擦因数随着试验的进行并未减小,虽然树脂破碎增加使更多织物参与摩擦,但破碎的树脂也将充当磨粒而恶化工况;由于PT-15中填料含量最大,破碎树脂中含有大量PTFE,经过初期磨合后,树脂凸点被磨平并在对磨副上形成了转移膜,在摩擦过程中起到类似“滚珠”的作用,结合UHMWPE织物的自润滑性能,故其摩擦因数得以减小并与PT-1摩擦因数大小相等。
综合比较,低PTFE含量填充复合材料的摩擦因数在此工况下表现较为平稳且数值较小,随着PTFE含量增加,材料的团聚作用愈发明显,由于树脂破碎其初始摩擦因数较大,但随着树脂中PTFE与UHMWPE纤维的参与,部分材料摩擦因数得以减小。
200 r/min工况下,低PTFE含量填充复合材料与PT-10的减摩性能未出现较大变化。PT-0的摩擦因数较50 r/min工况减小了约25%;PT-5的摩擦因数趋势与50 r/min工况下相似,但增大约50%;PT-15的摩擦因数则不断增大,它与PT-5一样摩擦因数稳定性都有所下降,达到稳定时为PTFE填充复合材料中的最大值。由于转速上升,摩擦工况更为恶劣并产生了摩擦附属的热量积聚现象。低PTFE含量填充复合材料仍依靠树脂层中PTFE及转移膜维持较小的摩擦因数,热量积聚并未大幅影响其减摩性能。高PTFE含量填充复合材料的摩擦因数均有所增大,其中PT-5表现最为突出,除热量积聚导致的减摩性能下降外,在高转速下团聚造成的树脂脱落将加剧对材料树脂层的损伤,但由于其PTFE含量较低,且纤维显露较少,故整体摩擦因数大幅增大。PT-15由于破碎树脂较多,此工况下其摩擦环境最为恶劣,树脂由于温升不再充当“滚珠”而是磨粒,对织物进一步磨损,最终导致摩擦因数增大。综合对比,此工况下低PTFE填充量复合材料减摩性能更佳,摩擦因数较50 r/min工况未明显增大,随着PTFE含量的增加,复合材料的减摩性能有所下降。
350 r/min工况下,所有PTFE填充复合材料的摩擦因数都表现出更好的稳定性。PT-0的摩擦因数仍最高;PT-1与PT-5的摩擦因数较200 r/min工况明显减小而其余试样则未发生较大变化。PT-1由于填料填充较少,树脂层得到快速稳定的消耗,故更多织物得以参与摩擦使摩擦因数减小。综合分析,此工况下,PT-1减摩特性最佳,所有PTFE填充复合材料的摩擦因数都较为稳定,高PTFE含量填充复合材料的减摩特性得到了较大改善。
2.3 磨损性能分析
为考察PTFE填充含量对UHMWPE纤维织物复合材料磨损性能的影响,试验前后用精度为0.01 mm的游标卡尺对试样厚度进行测量,通过计算得到试验前后试样的磨损率,结果如图5所示。由图5可见,PT-0的磨损率最大且远高于PTFE填充复合材料的磨损率,在350 r/min工况下最为明显,随着转速的增大,呈现了先降后升的趋势。在50 r/min工况下,所有PTFE填充复合材料磨损率均较大。由于此工况下试验转速较低,在相对较短的行程内对树脂层的快速磨损造成其磨损率较高。由于低PTFE含量填充复合材料未发生团聚,故树脂层在试验过程中主要经历正常磨损消耗,PT-3由于PTFE含量较高而润滑性能更好,磨损率更低,而高PTFE含量填充复合材料经历了团聚带来的树脂剥落,磨损率较高并随PTFE含量的增大而增大。200 r/min工况下,所有复合材料的磨损率均发生不同程度的下降,其中PT-3磨损率最低。而高PTFE含量填充复合材料由于团聚导致树脂剥落,随着填料含量及转速的增大树脂层破碎更为彻底,使得磨损率不断增大。350 r/min工况下,复合材料所经历的行程较长,其中低PTFE含量填充复合材料磨损率未出现较大变化,而高PTFE含量填充复合材料的磨损率出现一定下降,表明此工况下,高PTFE含量填充复合材料树脂破碎更为彻底,产生了较多充当磨粒的树脂颗粒,对织物层结构造成损伤,导致UHMWPE纤维的磨损与扯出,并进一步充当磨粒而恶化摩擦环境,故磨损率较大。
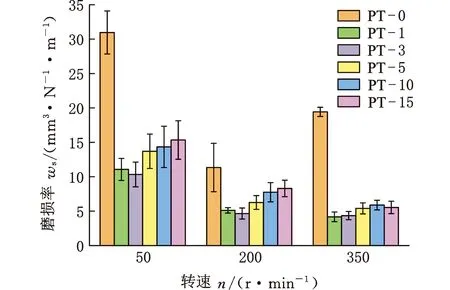
图5 不同试样在不同转速下的体积磨损率
综合分析,低PTFE含量填充复合材料在整个试验过程中磨损率较低,其中PT-3表现出更好的抗磨特性,高PTFE含量填充复合材料更适合高转速场合的应用。
利用表面轮廓仪对45钢盘的磨损表面进行分析,得到在试验工况下的Sq值(图6),对45钢盘在350 r/min工况下的表面轮廓进行分析,结果如图7所示。
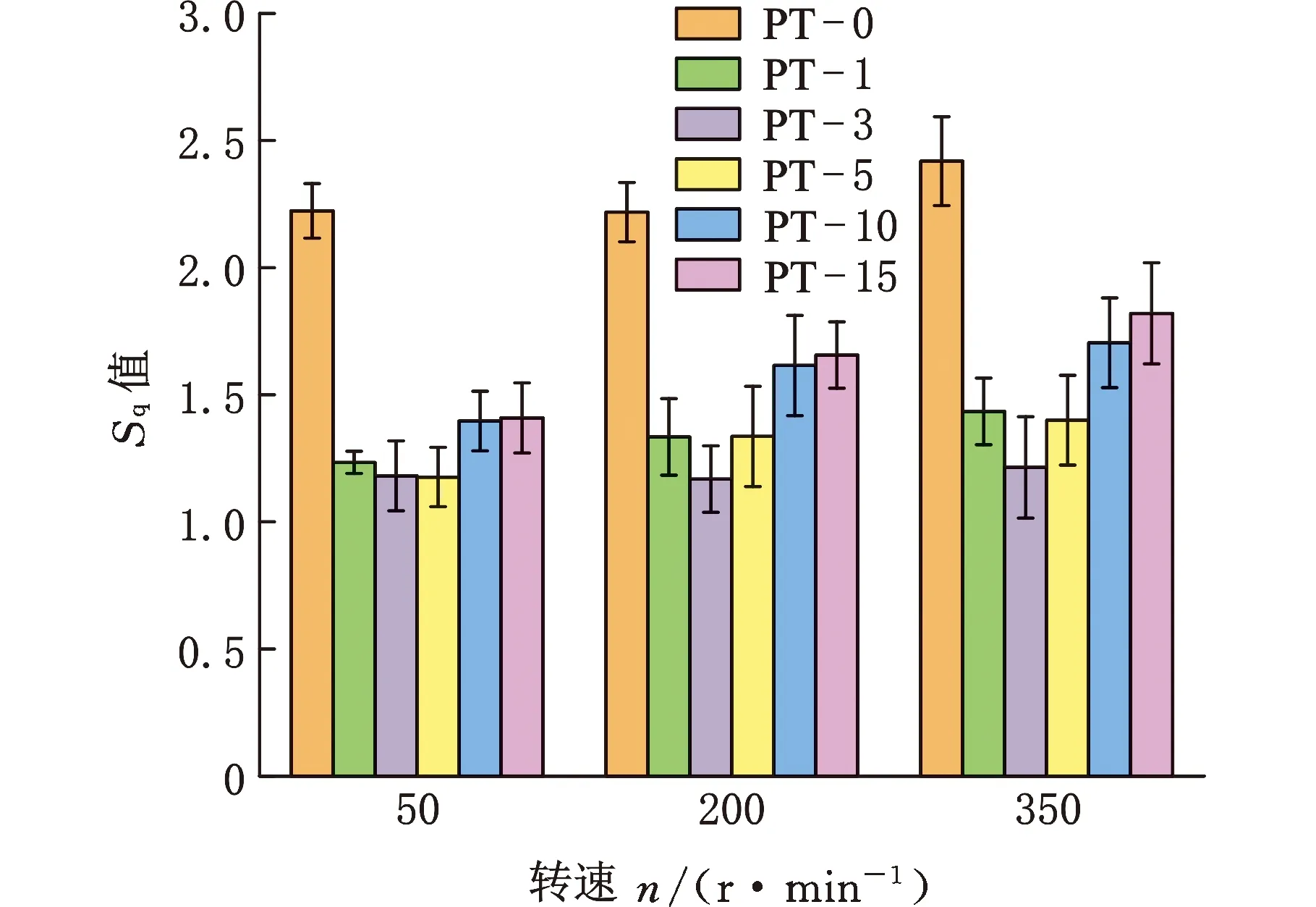
图6 45钢盘在试验工况下的磨损面Sq值

(a)PT-0 (b)PT-1
45钢盘磨损面的Sq值表示被测摩擦表面粗糙度的大小,Sq值越大,表明45钢表面在试验过程中产生了更多的划痕或树脂黏着带来的材料转移,一定程度上表明了复合材料摩擦性能的恶化,从而导致对磨副的磨损加剧。在所有工况下PT-0由于不存在填料,故与其配副的45钢表面Sq值总是最大的,并随着摩擦工况的恶化增大。
结合图6与图7分析,PT-0的Sq值增大主要由钢盘表面的沟槽及树脂在高转速下黏着转移造成。其余复合材料的Sq值也存在随转速增大而增大的现象,但原因不尽相同。低PTFE含量填充复合材料由于表面硬度较低,塑性较强,故摩擦界面更易于形成致密、连续的转移膜[27]。对PT-1而言,由于PTFE含量较低,且树脂在磨损期间较少剥落,故对磨副主要与树脂层接触摩擦,随着转速的增大,其表面产生的磨粒磨损逐渐加剧,犁沟增多,使其Sq值增大。对PT-3而言,其Sq值在所有工况下均较低,由于其PTFE含量较PT-1的PTFE含量高,在对磨副表面充分生成了转移膜,犁沟较少,故Sq值较小。对高PTFE含量填充复合材料而言,随着PTFE含量的增加,团聚作用导致的树脂剥落加剧,从而使得树脂颗粒及断裂纤维等磨粒参与摩擦,犁沟增多,同时剥落树脂在高温高转速下较易黏附在45钢盘表面,使其产生红色凸峰,进而增大其粗糙度,这一现象为图6中钢盘Sq值增大的主要原因。
图8所示为PT-15对磨副在350 r/min工况下磨损面EDS分析,结果表明钢盘右侧覆盖层主要含C,是环氧树脂主要富含元素之一,可见钢盘表面存在树脂黏附,而其左侧大量富含Fe与F元素,表明高转速下PTFE填充复合材料表层或剥落树脂在与45钢配副过程中产生了热量积聚与应力所致的转移黏附,这一点与图6、图7的结果较为吻合。此外,由于钢件左侧存在较多F,也证明了在摩擦过程中PTFE的转移与润滑膜的形成有助于改善材料的减摩性能。
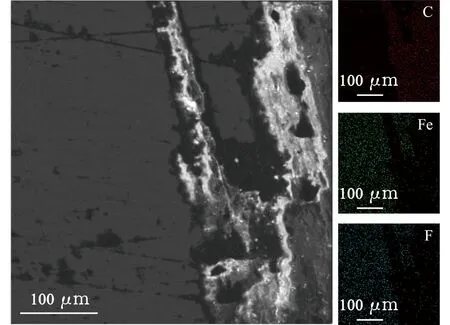
图8 PT-15对磨副在350 r/min工况下磨损面的EDS分析
3 摩擦磨损机理分析
为分析PTFE改性钢背UHMWPE纤维织物复合材料的摩擦磨损机理,对350 r/min工况下摩擦磨损后的试样表面进行了SEM扫描分析,结果如图9所示。
图9a中PT-0表面存在大量破碎树脂与摩擦过程中被扯出的纤维丝束,同时也存在因黏着磨损所造成的树脂缺失与裂纹,这一现象在图9b中更为明显,表明该试样经历了较为严重的磨粒磨损与黏着磨损,从而导致其较大的摩擦因数与磨损率。
图9a中PT-1与PT-3磨损表面较为完整,PT-1表面存在部分破碎树脂,但其表层纤维并未因树脂磨粒的存在而被扯出,仅显露出来并参与摩擦过程,其表面存在的沟壑同时也具备收纳磨粒的作用,故摩擦因数与磨损率较小。PT-3表面仅存在部分磨痕,且纤维表面树脂磨损较为均匀,具备更好的抗磨特性。结合图9b分析观察,低PTFE含量填充复合材料主要经历磨粒磨损。
图9a中PT-5表面出现因团聚导致的表层树脂破碎,其中包含大小不一的树脂块及被扯出的纤维丝束,表明此时树脂层已经历较为严重的损耗,图9b中PT-5表面存在的大块缺失断层树脂与部分磨粒表明它主要经历黏着磨损与微量磨粒磨损。图9a中PT-10与PT-15表层树脂则破碎得更为彻底,PT-15表层树脂出现了断层并以块状分布,部分纤维也从基体中拔出并以丝状分布于摩擦表面。对于高PTFE含量填充复合材料而言,由于团聚使树脂层较易松动破碎,随着摩擦的进行大块树脂将被进一步挤碎并分解为树脂碎屑充当磨粒,而已成形的树脂磨粒又将在摩擦界面中进一步破坏较为完整的树脂块,使其表层树脂破碎更为彻底并产生堆积,同时将进一步损伤织物层,使UHMWPE纤维扯出断裂,随树脂颗粒充当磨粒,造成不断循环的疲劳磨损,如图9b所示,由于温度积聚,已破碎的树脂也将黏附于对磨副表面形成硬质点,恶化复合材料摩擦工况。
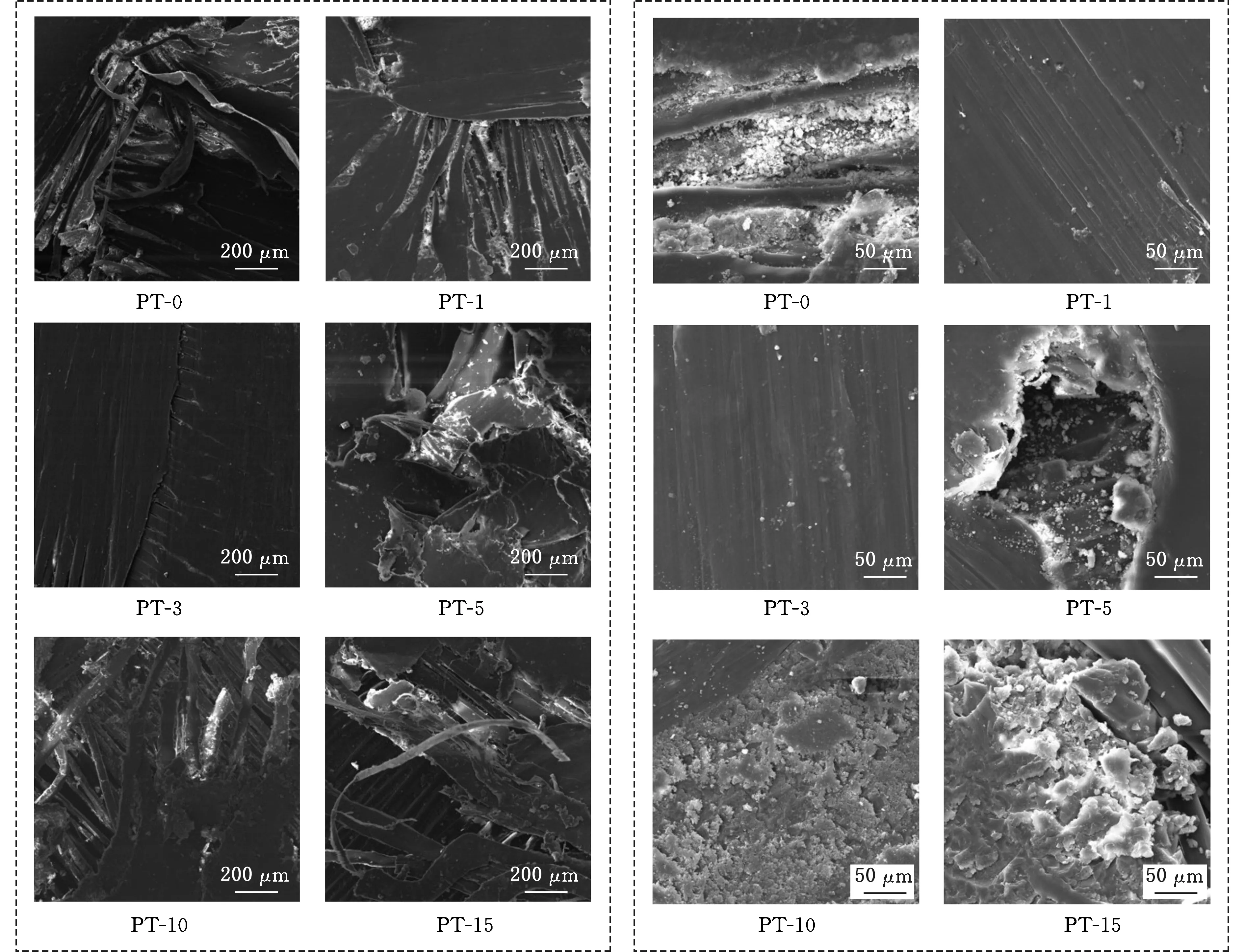
(a)复合材料磨损面SEM形貌 (b)复合材料磨损面SEM形貌放大图
为进一步分析复合材料摩擦磨损机理,使用超景深显微镜对PT-0、PT-1、PT-3与其他高PTFE填充复合材料对磨副45钢磨损表面形貌进行了分析,结果如图10所示。与PT-0配副的钢盘表面出现了多道明显且较深的犁沟,说明它经历了较为严重的磨粒磨损,在两道较深的犁沟间存在部分浅色黏附层,表明它存在部分黏着磨损;与PT-1配副的钢盘表面仅存在部分较浅的犁沟,其磨损表面未见较为明显的黏附层,证明它主要经历磨粒磨损;对PT-3而言,其表面未见明显犁沟,但存在不连续的黏附层,为PTFE在对磨过程中向45钢盘表面转移所致,表明它的摩擦学性能较好;当PTFE填充含量较高时,45钢表面存在较为明显且更厚的黏附层,其表面同时也存在由磨粒所致的犁沟,这是由于树脂在疲劳破碎后被挤压磨平并使摩擦热积聚导致温升黏附所致。45钢表面所观察到的现象与前文所得出的结论较为一致。

(a)PT-0 (b)PT-1
4 结论
(1)试验工况下PTFE改性钢背UHMWPE纤维织物复合材料的减摩抗磨性能均优于纯钢背UHMWPE纤维织物复合材料。
(2)随着转速上升,含1%质量分数PTFE填充的复合材料试样PT-1达到稳定状态时的摩擦因数最小且仅为0.06,其余PTFE填充含量的复合材料的稳定摩擦因数存在不同程度的增大。所有PTFE填充复合材料在350 r/min工况下摩擦学性能更稳定。
(3)PTFE填充复合材料摩擦恶化主要由树脂层破碎产生的碎屑磨粒与摩擦热量积聚所致, 且随填充含量升高而加剧。质量分数为1%与3% PTFE填充的复合材料主要经历磨粒磨损,而高PTFE含量填充复合材料主要经历疲劳磨损与黏着磨损。综合比较,所有试样中PT-1在三种工况下摩擦磨损性能表现最优。