AlNiZr非晶纳米晶复合涂层的腐蚀磨损行为研究
2022-07-02张志彬张舒研陈永雄梁秀兵
张志彬 张舒研,2 鲁 楠 陈永雄 梁秀兵
1.军事科学院国防科技创新研究院,北京,1000712.浙江大学海洋学院,舟山,316021
0 引言
钢结构材料在海洋严苛环境下的腐蚀问题一直困扰着世界各国。有关数据显示,全世界每年因腐蚀而造成的直接经济损失约为7000~10000亿美元[1-4]。2014年,我国因腐蚀造成的直接经济损失总额超过了2万亿元,约占当年GDP总值 的3.34%,其中因海洋腐蚀造成的损失约占总损失的1/3[1-4]。海洋严苛环境中,各类船体、气象浮标、海上平台、海底管线、岸壁设施等钢结构材料长期受到强烈日照、潮湿空气及海盐微粒的影响,因此受腐蚀程度更加严重。据统计,海洋钢结构材料的平均腐蚀速率约为0.12 mm/a[1-4],在海水泥沙冲刷等动态腐蚀磨损环境下,海洋钢结构材料会遭受更加严重的损伤[4-10],因此,如何提高海洋钢结构材料表面防护能力、延长其腐蚀磨损等严苛环境下的服役寿命,已成为当今材料科学、表面工程和再制造工程等领域的重要研究方向。
金属防腐蚀涂层表面沉积技术中较为常见的是电弧喷涂沉积纯Al涂层技术,该技术在海洋钢结构件表面防腐蚀方面获得了一定的认可,是被公认的防腐蚀工程首选技术之一[11-15]。铝材在大气中可以在其表面自发形成较为致密的Al2O3保护膜,保护膜能延缓腐蚀介质对其侵蚀的进程[16-20],且铝的电化学性能比较活泼,在人工海水中其标准电极电位负于钢铁基体,可以起到有效的阴极保护作用[14-16],最为重要的是,Al是环境友好型元素,便于回收。但是,电弧喷涂铝涂层与钢基体之间的结合强度不高(普遍未超过10 MPa)[14,21],而且铝涂层内存在较多孔隙(甚至出现通孔),大大降低了铝涂层的防腐蚀性能。此外,铝涂层属于软质材料,往往表现出硬度低、耐磨损性能差等不足,严重制约了电弧喷涂铝涂层技术在海洋装备领域更为广泛的应用。
与晶态材料相比,铝基非晶材料组织结构和成分更加均匀,不存在晶界、位错等容易引起微观腐蚀的部位,而且其硬度较高,耐磨损性能和防腐蚀性能非常优异,在海洋装备表面防护领域具有较大的应用潜力,受到了国内外研究者的广泛关注[22-23]。梁秀兵等[24-28]采用高速电弧喷涂技术实现了铝基非晶纳米晶复合涂层的制备,并系统地研究了涂层的微观结构、硬度、防腐蚀等性能。CHENG等[29-30]在此基础上拓宽了铝基非晶纳米晶复合涂层的材料体系,并分析了涂层在腐蚀环境下的电化学失效行为特征。事实上,由于铝基非晶材料的非晶形成能力较差,因此在采用高速电弧喷涂技术制备铝基非晶涂层过程中难以获得完全非晶结构的铝基涂层,但是所获得的铝基涂层中形成的纳米晶晶粒通常比较细小,使这种经过部分纳米晶化的铝基非晶涂层具有优异的耐腐蚀及高硬度等特性[28-30]。因此,本文针对高速电弧喷涂制备的AlNiZr非晶纳米晶复合涂层在质量分数为3.5%的NaCl溶液中的摩擦磨损行为进行研究,为该类材料在海洋严苛环境下的推广应用提供基础理论和数据支撑。
1 试验材料及方法
1.1 试验材料
基体材料选用商用45钢(中碳调质钢),其化学成分(质量分数)如下:w(C)=0.42%~0.5%,w(Cu+Cr)<0.25%,w(Mn)=0.5%~0.8%,w(Si)=0.17%~0.37%,余量为Fe[26]。高速电弧喷涂所用原材料为AlNiZr粉芯丝材(w(Ni)=20%~30%,w(Zr)=3%~10%,余量为Al),其主要特征为:丝材以纯铝带为外皮,在经U形轧制后填充规定比例的含Ni、Zr的合金粉末,再经过多辊连续轧制和多道连续拔丝减径工序,制成直径为2 mm的铝基粉芯丝材。
1.2 铝基非晶纳米晶复合涂层的制备
在制备涂层前,需要对基体表面进行除垢,并在基体表面干燥后利用喷砂技术对其进行粗糙化处理。采用的喷砂工艺参数如下:喷砂材料为25目棕刚玉,喷砂气压为0.7 MPa,喷砂角度为70°~90°,喷砂距离为100 mm。采用自行研制的自动化高速电弧喷涂系统(包括HAS-02型喷枪、CMD-AS 3000型电源、送丝设备和安川MOTOMAN-HP20型机器人)制备AlNiZr涂层。采用的高速电弧喷涂工艺参数为:喷涂电流140 A、喷涂电压34 V、喷涂距离180 mm、喷枪移动速度250 mm/s、空气气压0.65 MPa。
1.3 微观结构分析方法
涂层制备后,采用D8型X射线衍射仪(XRD)分析涂层的相结构。采用Nova Nano SEM 650型场发射扫描电子显微镜(SEM)观测涂层表面及截面的微观形貌,并利用其配套的能谱仪(EDS)进行成分分析。针对采集的10张SEM照片,利用Image J图像分析软件,基于灰度法来计算涂层内部的孔隙率,并取其平均值。采用JEM-2010高分辨率通用型透射电子显微镜(JEOL)观察涂层的微观结构。
1.4 性能测试方法
采用FM700型数字显示显微硬度计检测沿涂层截面方向向外的硬度分布情况。采用标准的Vickers金刚石四棱锥压头进行加载,加载质量为100 g,加载时间为15 s。测量时,沿涂层截面方向向外每间隔50 μm采集一次数据,每组采集10处的数据,取3组数据的平均值,同时,与基体作对比。采用拉伸试验法,依据GB/T 8642—2002在MTS 809万能试验机上检测涂层的结合强度大小。
试样尺寸为20 mm×20 mm×10 mm,采用MFT-R4000高速往复滑动摩擦设备测试干摩擦条件下涂层的滑动摩擦磨损性能。选用球盘式往复滑动模式,往复滑动行程为5 mm,滑动频率为1 Hz,试验时间为15 min,法向载荷设定为15 N,试验温度为25 ℃,摩擦副为直径4 mm的SiC球。利用MFT-EC4000电化学腐蚀摩擦设备研究涂层在腐蚀介质环境下的耐磨损性能,腐蚀介质选用质量分数为3.5%的NaCl溶液,其余试验条件均与干摩擦条件下的相同。在腐蚀磨损试验过程中,首先将试样完全浸泡于腐蚀介质中5 min,同时利用电化学腐蚀摩擦设备配套电化学工作站采集其开路电位信息,再加载15 N载荷开始摩擦磨损试验以及采集此过程中的开路电位及摩擦因数变化情况,最后卸载载荷、继续浸泡5 min,同时记录试样的开路电位变化情况。试验完成后利用SEM和EDS等分析试样表面形貌及成分的变化情况。
2 结果与分析
2.1 涂层微观结构分析
图1为AlNiZr涂层的横截面形貌照片,可以看出,AlNiZr涂层与45钢基体之间的结合较为紧密。虽然两者之间的结合为机械嵌合,但两者界面处没有明显的裂纹、孔洞等缺陷特征。图1分析结果表明,AlNiZr涂层的厚度约为600 μm,而且涂层内部呈现典型的层状结构。通过图像处理软件测算分析,发现AlNiZr涂层孔隙率约为3.5%。经EDS分析可知,涂层的主要化学成分为Al65.70Ni14.57Zr6.56O13.17(下标为原子分数,%,下同),可见涂层在成形过程中,特别是雾化液滴在高速飞行时与氧气接触生成了微量的氧化物相。

图1 AlNiZr涂层的横截面形貌照片
图2为AlNiZr涂层的XRD图谱。由图2可知,AlNiZr涂层XRD图谱中的2θ在34°~48°区间存在一个较为明显的漫散射宽化峰,这是非晶结构衍射峰图谱的典型特征。采用Verdon法对AlNiZr涂层的XRD图谱进行拟合,经计算可知涂层中非晶体积分数约为64.93%[31];同时,涂层中存在α-Al、Al9.83Zr0.17、Ni3Zr和ZrO2相的衍射峰[26],说明涂层中存在微量氧化产物,这与EDS分析结果较为一致。

图2 AlNiZr涂层的XRD图谱
图3为AlNiZr涂层的TEM明场像及选区电子衍射(SAED)花样。图3a中Ⅰ区组织均匀、衬度均一,其SAED花样(图3a中插图)表现为完全非晶结构的典型特征。图3b中Ⅱ区为纳米晶、晶化相结构的TEM明场像,可看到“类圆形”纳米晶(深色)析出,这些纳米晶的尺寸介于10~30 nm之间,其SAED花样(图3b中插图)表现为多晶衍射环上散落着亮斑。

(a)非晶富集区
由此可知,AlNiZr涂层主要由非晶、纳米晶与晶化相复合而成,而且涂层中具有较高体积分数的非晶。其形成原因主要如下。
(1)一般金属材料在冷却过程中遇到骤冷时,其原子有序化过程会发生混乱并被阻断,进而导致内部原子出现随机无序化现象,即促进形成非晶结构。高速电弧喷涂技术具有较高的冷却速率(超过105K/s)[26],有助于促使熔化态液滴在未发生形核或晶核长大时就形成非晶态结构。
(2)根据INOUE等[32]提出的经验准则可知,合金组元的原子半径差大于12%,且其组合后的混合焓有较大的负值,容易形成非晶结构。图4所示为Al、Ni、Zr元素的原子半径及每两种元素之间的混合焓值[33],可知三者之间的原子尺寸差约为12%,且具有较大的负混合焓。其中,Zr作为大尺寸原子有效阻碍了其他原子的迁移,小尺寸原子Ni提高了原子排列的混乱度和堆排致密度,两者共同降低了熔融粒子的有序化过程;此外,合金整体表现为大的负混合焓,其中Al-Zr、Ni-Zr的混合焓分别是-44 kJ/mol、-49 kJ/mol,可见添加Zr原子增大了组元间总的混合焓值并提高了熔融粒子非晶转变的温度,进而使涂层具有较好的非晶形成能力。但是高速电弧喷涂过程中,熔融区的温度超过5000 ℃,熔滴飞行时温度也达到了2300 ℃,远大于铝基非晶组织的晶化转变温度,部分熔滴在快速空冷时易发生晶化转变,形成纳米晶[34];而且在非晶的内部原子出现团聚时,Al-Al比Al与其他元素间的热稳定性差,易在温度影响下首先发生成分偏析,晶化形成α-Al相[35]。这与XRD、TEM分析结果较为一致。

图4 各元素的原子半径与原子间混合焓[33]
2.2 涂层显微硬度与结合强度分析
图5所示为沿AlNiZr涂层横截面方向由45钢基体向涂层表面延伸的显微硬度分布情况。由图5可知,AlNiZr涂层的平均显微硬度值为363HV0.1,约是45钢(226HV0.1)的1.6倍、纯铝涂层(39HV0.1)的9.3倍[26],说明涂层具有良好的力学性能。AlNiZr涂层硬度提高一方面是由于涂层的非晶含量较高,另一方面是由于涂层中纳米晶粒的弥散强化作用[36]。此外,涂层中存在氧化物相,也为涂层高硬度特性作了贡献。

图5 AlNiZr涂层沿截面方向显微硬度分布情况
图6为AlNiZr涂层拉伸断裂后涂层与45钢基体之间结合处的断面照片。由图6可知,断裂发生在涂层与基体的结合处。通过检测,发现涂层与基体之间的结合强度平均值为30.8 MPa。通常认为,熔融粒子在高速气流冲击作用下,在基体上铺展、咬合、堆积形成层状电弧喷涂层,涂层与基体间以机械结合为主[26]。

图6 AlNiZr涂层拉伸断面照片
2.3 干摩擦条件下涂层磨损失效行为分析
图7所示为AlNiZr涂层、纯铝涂层和45钢在干摩擦条件下加载15 N载荷时的摩擦因数情况。从图7中可以看出,AlNiZr涂层的平均摩擦因数较小,约为0.125,与45钢的平均摩擦因数值(0.102)较为接近。随着摩擦的进行,AlNiZr涂层与45钢的摩擦因数值快速趋于稳定,而纯Al涂层的摩擦因数值振荡较大,其平均摩擦因数约为0.161,这可能是由于与AlNiZr非晶纳米晶复合涂层相比,纯铝涂层的整体硬度较低、表面粗糙度较差导致的。

图7 试样干摩擦条件下的摩擦因数
图8所示为AlNiZr涂层、纯铝涂层和45钢在干摩擦条件下加载15 N载荷时的磨损体积。从图8中可知,45钢的磨损体积最小,约为0.04 mm3,而AlNiZr涂层的磨损体积约为0.134 mm3,约是纯铝涂层磨损体积(1.314 mm3)的1/10。AlNiZr涂层磨损体积较小的原因可能是它的非晶含量较高,涂层组织较为均匀与致密,纳米晶化的α-Al、Al9.83Zr0.17等物相的强化作用。

图8 试样干摩擦条件下的磨损体积
图9所示为AlNiZr涂层、纯铝涂层和45钢在干摩擦条件下加载15 N载荷时的磨痕宽度情况,可知,AlNiZr涂层的磨痕宽度约为882.4 μm,与纯铝涂层的磨痕宽度(1941.2 μm)相比减小了1/2,表现出较佳的耐磨损性能,但是仍大于45钢的磨痕宽度(337.5 μm)。

图9 试样干摩擦条件下的磨痕宽度
由于电弧喷涂层通过层层堆积形成,无法避免涂层层间夹杂的空气溢出或杂质留下的缺陷,这些缺陷影响了涂层的力学性能,因此与45钢相比,涂层的摩擦因数、磨损体积和磨痕宽度均较大。但是与纯铝涂层相比,AlNiZr涂层表现出了良好的耐磨减摩性能。图10所示为AlNiZr涂层在干摩擦条件下加载15 N载荷时的磨痕表面形貌,可以看出,AlNiZr涂层磨痕表面主要表现为“犁沟”形貌,并存在剥落痕迹。

图10 AlNiZr涂层干摩擦条件下的表面磨痕形貌
对AlNiZr涂层表面磨痕微区成分进行深入分析,结果如图11所示。图11中区域A为AlNiZr涂层表面出现较大面积剥落后并发生磨损的区域,此处的O含量达到了56.19%(原子分数),与图1中涂层EDS分析结果对照发现,涂层在干摩擦过程中存在氧化现象。分析可知,在摩擦磨损初期,AlNiZr涂层与SiC摩擦副相互接触摩擦,涂层表面发生氧化形成较薄的氧化膜。随着摩擦的不断进行,氧化膜生长到一定厚度,但是由于受到摩擦力与正压力的共同作用,氧化膜及膜下缺陷(孔隙、夹杂物等)处会萌生裂纹,由于这种层状表层氧化膜较脆,因此在持续的切向作用下氧化层的疲劳损失达到一定程度后,裂纹会发生扩展,进而导致一些氧化层发生剥落。随着磨损时间的延长,在磨损接触面将直接出现较大面积的剥落层,如区域A所示。同时由于部分硬质氧化层磨屑散落在磨痕区,导致磨痕形貌出现了轻微的“犁沟”,如区域B所示。区域C为发生剥落后未磨损的区域,即涂层表面持续进行着“裂纹萌生-剥落”的反复过程,因此,AlNiZr涂层在干摩擦条件下的磨损失效机制以氧化磨损和脆性剥层磨损为主,并伴有轻微磨粒磨损。涂层的脆性剥落原因在于,涂层中非晶组织本身具有硬度高的特点,使得非晶耐磨性能优异,同时高非晶含量往往意味着其脆性较大,因此在摩擦副持续切向作用下出现层片状脱落,即发生剥层磨损。

图11 AlNiZr涂层干摩擦条件下磨痕的表面特征分析
2.4 腐蚀介质条件下涂层磨损失效行为分析
图12所示为AlNiZr涂层、纯铝涂层与45钢在腐蚀介质条件下加载15 N载荷时的摩擦因数情况,可知,AlNiZr涂层的平均摩擦因数约为0.058,纯铝涂层的平均摩擦因数约为0.07,均与基体的平均摩擦因数(0.069)相差不大。
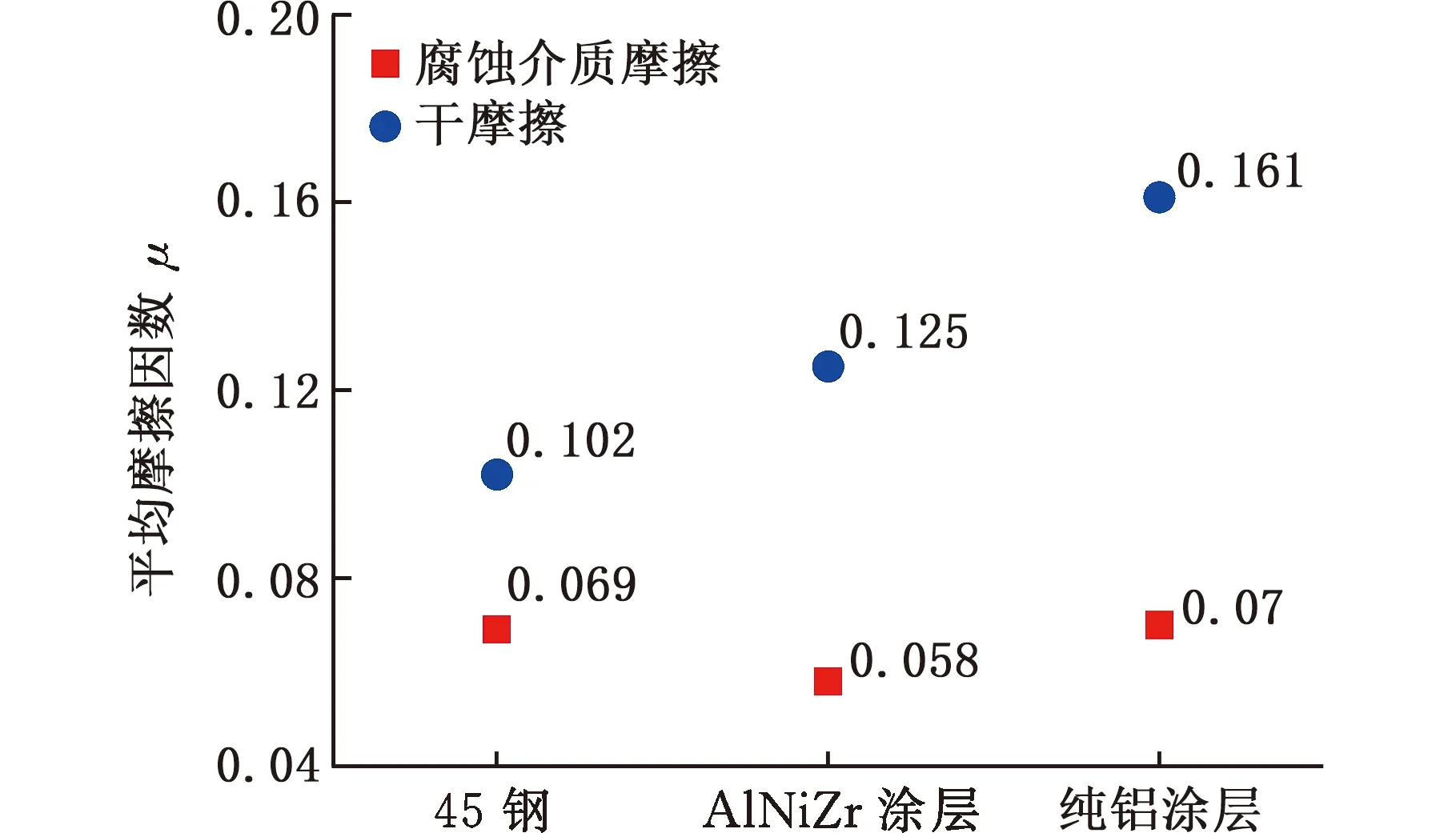
图12 试样在不同条件下的摩擦因数
图13所示为AlNiZr涂层、纯铝涂层与45钢在腐蚀介质条件下加载15 N载荷时的磨损体积情况,纯铝涂层的磨损体积最大,为0.0541 mm3,AlNiZr涂层的磨损体积次之,其值为0.002 16 mm3,与45号钢的磨损体积(0.001 55 mm3)较为接近。
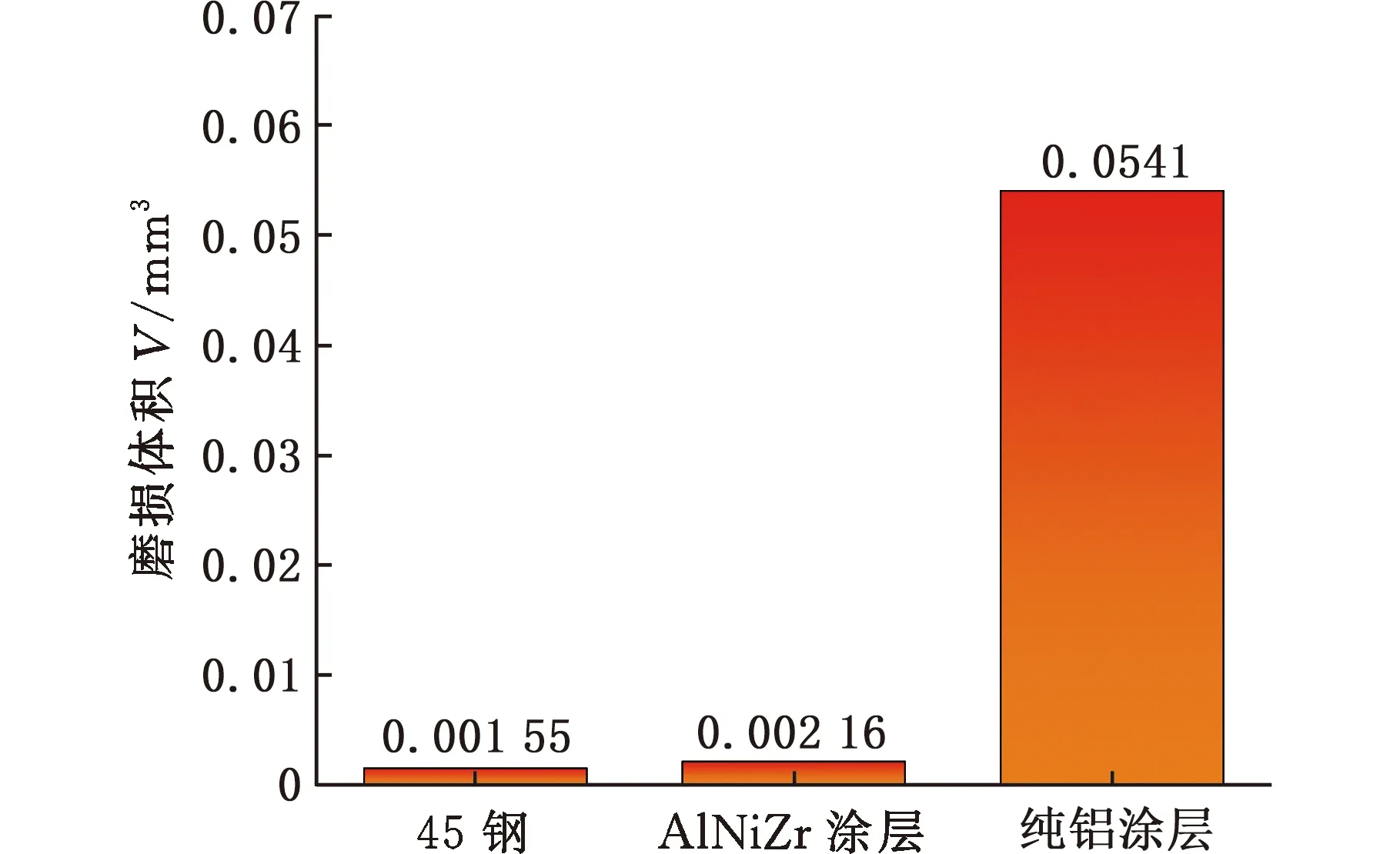
图13 试样在腐蚀介质条件下的磨损体积
图14所示为AlNiZr涂层、纯铝涂层与45钢在腐蚀介质条件下加载15 N载荷时的磨痕宽度情况,纯铝涂层的磨痕宽度最大,约为800 μm,AlNiZr涂层的磨痕宽度次之,约为314 μm,与45钢的磨痕宽度(240 μm)较为相近。

图14 试样腐蚀介质条件下的磨痕宽度
与干摩擦条件下的摩擦磨损特征相比,AlNiZr涂层、纯铝涂层与45钢的摩擦因数、磨损体积、磨痕宽度均有明显的减小,这主要是由于腐蚀介质起到了润滑作用。干摩擦条件下,AlNiZr涂层的磨损体积、磨痕宽度分别约为纯铝涂层的10.2%、45.5%;腐蚀介质条件下,AlNiZr涂层的磨损体积、磨痕宽度分别约为纯铝涂层的4%、39.3%。这一结果说明,与纯铝涂层相比,AlNiZr涂层在腐蚀介质条件下表现出更加优异的耐磨减摩性能。
图15所示为AlNiZr涂层在腐蚀介质条件下加载15 N载荷时的腐蚀磨损形貌及开路电位情况。由图15可知,涂层的磨蚀形貌未观察到明显的裂纹、鼓包等现象,仅在图15中磨痕区内的亮白区域出现了微裂纹,而磨痕区之外的地方均表现光滑、平整。图15a中插图为15 N载荷时涂层微区的磨痕形貌,从中发现磨痕区内发生了剥落现象。从图15b中AlNiZr涂层的开路电位可知,浸泡5 min后进行加载时,涂层表层的钝化膜受切向力作用而发生破坏,暴露出新鲜涂层,导致其开路电位有所下降;接着在腐蚀磨损过程中,涂层开路电位持续升高,说明涂层的表面钝化膜自愈能力大于涂层被摩擦破坏的作用力。因此,涂层表面出现了越磨损越钝化的过程,卸载载荷后,涂层的开路电位继续上升,表现出再钝化的趋势。

(a)磨痕形貌
图16所示为AlNiZr涂层腐蚀磨损表面的线扫描成分分析结果。由图16可知,涂层中磨损区内的Al元素含量降幅较小,说明在腐蚀磨损过程中Al未发生大量的溶解反应;同时,磨损区内的局部区域里的O元素含量较高,说明摩擦过程促进了涂层的吸氧腐蚀。此外,图16中A点的成分主要以Fe和O元素为主,这可能是由于腐蚀介质Cl-通过涂层中的通孔,优先与基体中的Fe元素接触发生腐蚀,而且腐蚀产物通过涂层通孔扩散到了涂层的表面。

图16 腐蚀介质条件下Al-Ni-Zr涂层磨痕区的线扫描分析图
由图17可知,AlNiZr涂层在腐蚀与磨损共同作用下,涂层磨痕区表现为由四种结构组成,其中,裂纹萌生的位置主要发生于亮白A区与深色B区的交界处。由EDS分析可知,图17中A、B、C、D区域的成分分别为:
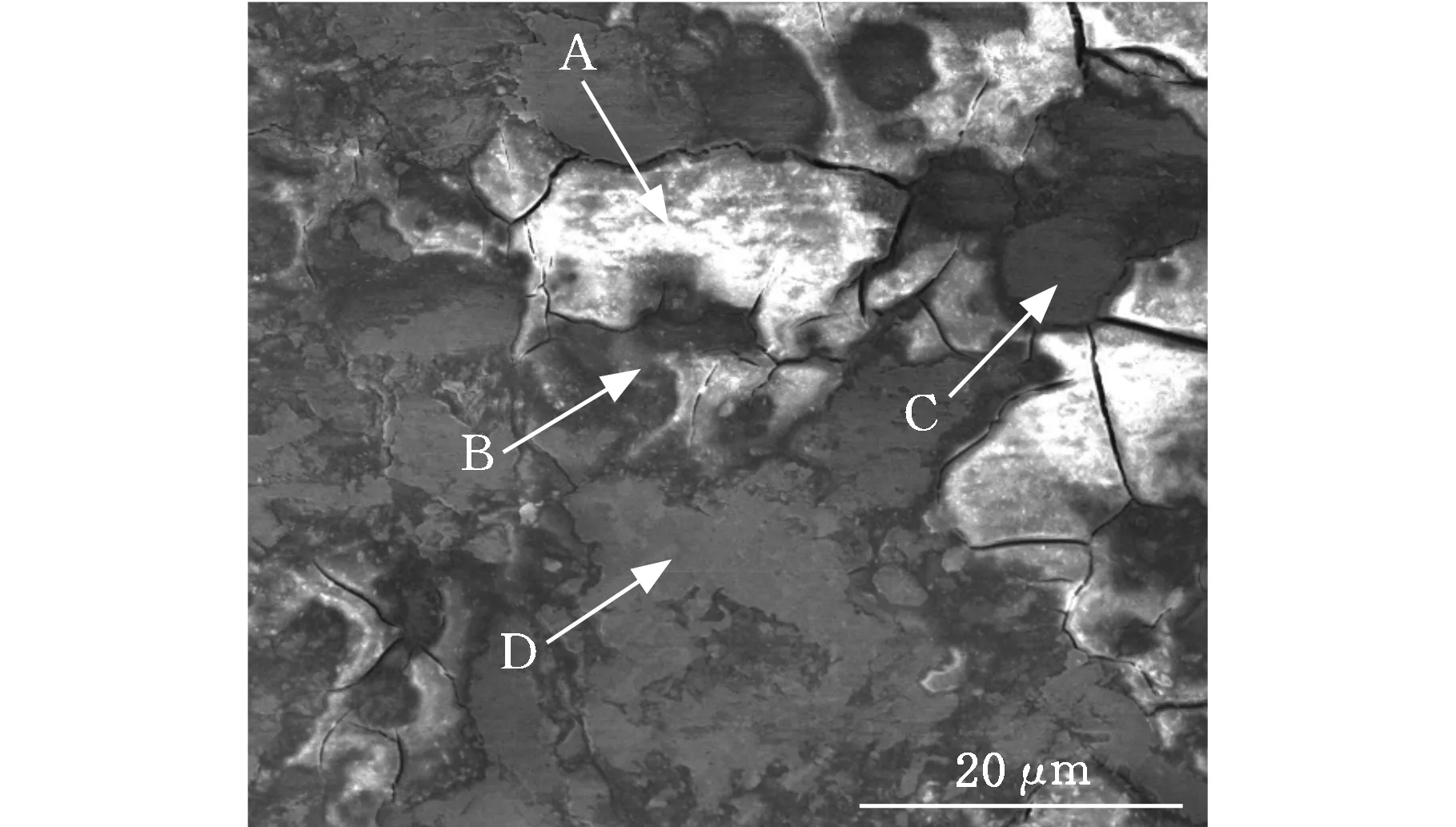
图17 Al-Ni-Zr涂层微区磨痕形貌
(1)O67.38Al23.19Ni5.62Zr2.42Cl0.91Na0.48;
(2)O59.44Al29.74Ni7.21Zr2.39Cl0.52Na0.34;
(3)O10.65Al51.45Ni31.43Zr6.47;
(4)O6.51Al55.48Ni29.87Zr7.82Fe0.32。
由此可知,图17中A、B两区的O含量高、Al含量低,说明腐蚀磨损过程中A、B区域发生了较严重的吸氧腐蚀与Al的溶解,在摩擦与腐蚀作用下涂层萌生裂纹。此外,AlNiZr涂层微观结构中存在非晶富集区,而且该区域的组织较均匀,不易发生腐蚀,在腐蚀磨损过程中具有较佳的防护能力[26];相对而言,涂层中其他区域容易作为先破坏区域发生腐蚀,在往复摩擦过程中形成微裂纹,并最终在切向力作用下发生涂层微区的剥落[26]。综上所述,AlNiZr涂层在腐蚀介质中具有良好的防护能力,其腐蚀磨损失效机制主要表现为剥层磨损形式,同时磨损起主导作用、腐蚀次之。
3 结论
(1)采用高速电弧喷涂技术制备的AlNiZr涂层主要由非晶、纳米晶和氧化物相复合组成,内部组织均匀、结构致密,呈现出典型的层状结构,其平均显微硬度值约为363HV0.1,与45钢基体之间的平均结合强度值约为30.8MPa。
(2)在干摩擦条件下,AlNiZr涂层表现出良好的摩擦学性能,其平均摩擦因数约为0.125;磨损体积约为0.134 mm3,为纯铝涂层的1/10;磨痕宽度约为882.4 μm,为纯铝涂层的1/2。AlNiZr涂层的磨损失效机制以氧化磨损和脆性剥层磨损为主,并伴有轻微磨粒磨损。
(3)腐蚀介质在摩擦磨损过程中能够起到润滑作用,使各试样的平均摩擦因数、磨损体积、磨痕宽度均有明显减小。其中,AlNiZr涂层具有较佳的耐腐蚀磨损性能,其平均摩擦因数约为0.058;磨损体积约为0.02216 mm3,为纯铝涂层的4%;磨痕宽度约为314 μm,为纯铝涂层的39.3%。AlNiZr涂层的腐蚀磨损失效机制主要表现为剥层磨损形式,同时磨损起主导作用、腐蚀次之。