马钢硫铵包装存储区全自动智能化的实现
2022-06-11马钢股份煤焦化公司安徽马鞍山243000
曹 磊(马钢股份煤焦化公司 安徽马鞍山 243000))
1 背景介绍
硫铵是一种无机物,无色结晶或白色颗粒,无气味,易溶于水,硫铵主要用作肥料,适用于各种土壤和作物。还可用于纺织、皮革、医药等方面。
马钢煤焦化公司煤气净化二分厂原有硫铵2条产线,日产硫铵约90吨;每天24小时三个班次产出硫铵(间歇生产),峰值产量最高达到200包/小时/产线,。硫铵包装区有两个独立料仓,每个料仓对应一套称重设备。硫铵仓库为一层平面,最高存储200吨硫铵。
现有设备不能实现自动化,全部依靠人工实现装包、倒运、存储。存储区仅能满足2天的存储量,若遇到疫情等不可抗的风险发生,库区将出现胀库。包装区每班8人,四个班次共需32人次,且重复劳动、环境脏、风险大,属于3D岗位,不符合宝武对于现场少人化、智能化的要求,因此硫铵包装仓库急需进行全自动化流程改造。
2 建设目标
建设全自动包装码垛生产线,实现硫酸铵成品的自动包装、码垛、转运、存储。
(1)设备合理、仓库仓储量不低于400吨,较之前增加一倍存储量。
(2)包装、码垛、仓储、转运、出库无需人工参与,能做到称重复检、自动喷码等需求,实现真正的无人化生产线。
3 流程自动化方案分析与探讨
3.1 硫铵包装机自动化改造
3.1.1 无人化智能仓储流程确定
硫铵在斗槽中自动称量到50 kg后 ,设备自动供袋、套袋、缝带,并通过输送机送至机械手单元进行码垛。托盘自动到位,40袋一托盘,通过RGV小车转运至库区,再由推垛机送至各个货位,全程处于无人化的自动操作。
3.1.2 硫铵包装机自动化改造
原有包装机需要现场工人进行人工套袋、缝带,再通过小车推转运走,光这两项工作就需要四个人进行操作,两条线同时生产就需要16人,大大耗费人力,节省人力就需要对下料、送袋、夹带、缝带等工序进行全流程的自动化改造。我们将硫铵斗槽保留,斗槽下部的电子称量及包装部分全部进行拆除改造,采用自动称量、下料,自动给袋、套袋、缝袋模式。
(1)控制硫铵自动包装控制系统,我们依托采用西门子S7-1200系列PLC作为主控,全流程的数据采集及动作执行命令均在PLC中进行收集和发出,配有的触摸屏方便的操作和查询,在触摸屏上我们可对包装机执行动的参数作进行设置,并可看到各动作的完成情况。
(2)净重型电子秤,采用梅特勒托利多最新技术的,适合于对各种细小颗粒和粉状混合物材料进行称重计量包装,我们设定以50 kg为定量,误差1%,在小料仓底部设置自动切断阀,根据光电传感器给出的有袋信号,若光电检测到套袋成功,将开关量信号传输给PLC,PLC给出卸料信号,系统自动选择放料一次。当被选择放料的仪表出现“零区”信号时,系统延时设定的“延时关闭夹袋门”时间后,关闭夹袋放料门。
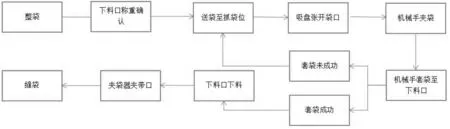
图1 自动包装流程图
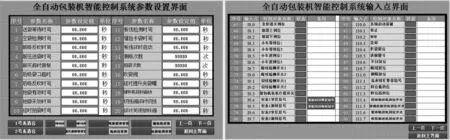
图2 自动包装PLC人机界面
(3)包装袋自动供袋,我们在传输平台上采用光电传感器检测有袋或无袋信号,若检测光电发出的红外光未检测到有效距离反馈,则供袋机通过传输机构将包装袋位移至取袋位。下料口袋子的套装主要由上袋机机械手完成,在连续生产过程中位于取袋位的吸盘将水平放置在备袋平台上的袋子吸起来,再用机械手夹住输送到开袋机构工位处,当开袋机构开始工作,取袋机构复位完成依次取袋工作循环。整套动作依托于光电检测,PLC发执行信号,由气动执行器进行。
(4)全自动缝包机,集自动开机、停机、自动剪切线辫功能于一体,具有良好的使用寿命等特点。最高转速可达1400转/分,可根据包装袋高度不定在立柱上设有螺杆升降机构,使其对不同高度的袋子均可使用,控制上采用红外线感应开关进行全自动控制,只要检测到袋子遮挡光电,便可开始进行缝包动作。
3.2 码垛机械手和输送线自动化建立
我们采用了KUKA最新的6轴机械手,通过对机械各部件模块和柔性化、程序和软件智能化的设计来控制电磁阀,驱动气缸动作,驱动不锈钢抓手将袋子分别有序的放置到托盘上面。输送平台和机械手、RGV小车进行联动,40袋码垛成功后,系统给出RGV入库信号,RGV小车可将托盘货物安全送至库区等待。
3.3 立体货架式仓库自动化建立
货架系统采用组合装配式横梁结构,横梁以75 mm为节距调整,共有6组货架,每组货架共36个货位,整个立体仓库一共216个货位。配备2台堆垛机,分别为单伸和双伸位,它可在又高又窄的巷道内高速运行,依托采用西门子S7-1200系列PLC作为主控,对整个流程进行管控和安全防护,电气控制上采取一系列联锁和保护措施 ,货叉设有中位双保险限位开关,以防止货叉在堆垛机行走和升降过程中出现误动作,确保设备安全运行。
4 远程控制技术
硫铵自动包装存储包装机、输送单元、堆垛机单元依托西门子S-1200进行本地控制,在输送单元建立网络中枢,网络架构采用独立的局域网与无线局域网相结合,连接各个工序。服务器、客户端及现场AP建立星型局域网络并采用TCP/IP协议进行通讯,AP与采集终端组成无线局域网,采用802.11B协议进行通讯,各工序的数据上传、下载和核对通过AP 连通。对现场输送线、堆垛机、RGV等现场设备进行整体控制调度,这样可以保障技术人员在中控室就能完成对整个流程的运行数据、报警信息、故障信息等均能实现监控,有效保障系统的稳定性。我们在中控室建立一套仓储信息管理系统,核心功能是对货位、物料及出入库流程的管理,管理系统支持货位的自动分配和手工分配、可视化货位查询、仓库信息统计,通过现场自动对入库托盘的条形码扫描,每垛硫铵都能知道具体的入库时间、库区货架位等,做到仓位实时监控。
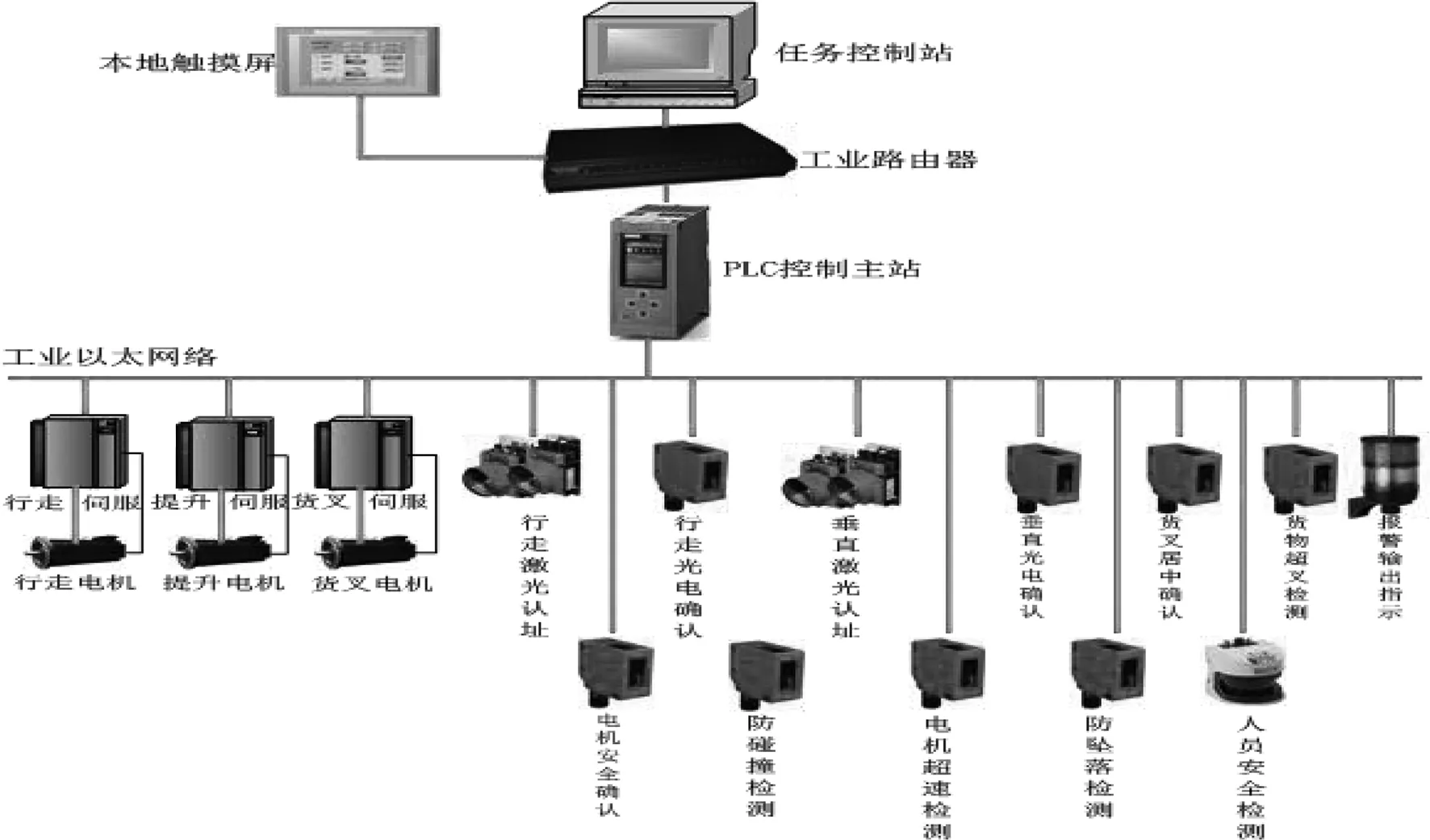
图3 自远程控制结构图
5 安全措施
整套自动仓储安全围栏进行保护,围栏设备安全门,只要打开,系统便会紧急停止,并产生声光报警。系统内的堆垛机是一种起重机械,它要在又高又窄的巷道内高速运行。为了保证人身、货物及设备的安全,堆垛机配备有完善的硬件及软件的安全保护装置,并在电气控制上采取高中低速行走、升降高速强制切除等一系列保护措施。为防止空出库、重复入库等现象的发生,设置了对货架上货位、入出库位置上的货物检测装置一系列联锁和保护措施。
6 结语
改造前的硫铵包装产线,是典型的“3D”岗位,重复劳动、环境脏、风险大,每一包物料都需要人工进行装料、倒运及搬卸,职工始终处于一种无趣的重复劳作中,通过高品质、高效率智能化改造后,原有的人工劳动全部改为自动化流程模式,劳务用工从32人减到6人,提高装卸效率提高了81 %,仓库存数量提高100%,现在只需要一个按键即可由机器人完成全部物料的转运和输送,降低了劳动强度,大大提高了劳动效率。
