连续挤压轮复合制造工艺研究
2022-06-09付弘
付弘
(大连华锐重工特种备件制造有限公司 辽宁 大连 116000)
1 前言
为提高连续挤压轮的使用寿命,降低制造成本,本文开展连续挤压轮的复合制造工艺研究,采用在低等级材料基体上堆焊耐高温、耐磨损的高强度等级材料的复合制造方法来制造挤压轮,提高整条连续挤压生产线的生产效率和经济效益。
2 研制过程
2.1 挤压轮的ANSYS模拟分析
挤压机工作时,受到剪切力、压应力、预紧力等,工况比较复杂。为了简化模型,省略液压螺母、轴承等部件,只对挤压轮进行具体的分析,而液压螺母及轴承对该系统的作用力可看作外力。简化后的模型主要受四个方面的作用力:液压螺母充压后对挤压轮施加的预紧力σj;挤压轮扭矩M;坯料塑性变形对轮槽产生的压应力σy与剪切应力τ;压实轮的压下力T[1-3]。
2.1.1 预紧力
连续挤压机工作时,芯轴与液压螺母外体为螺纹连接,充压时芯轴被伸长,产生拉伸预应力;液压螺母内体与轴套A接触,将套装于芯轴上的两轴套和挤压轮压紧,使这三个零件上产生压预应力。
对于挤压轮两个端面,可视为圆环的压缩,故:

式中: P—液压螺母充型压力,MPa;
Dy—液压螺母环缸外径,mm;
dy—液压螺母环缸内径,mm;
Dj—挤压轮等效外径,mm;
dj—挤压轮等效内径,mm;
σj—挤压轮的压应力,MPa;
Aj—挤压轮等效受力面积,mm2;
对于本课题,式中各参数为:P=224MPa,Dy=360mm,dy=260mm,Dj=290mm,dj=195mm,代入式(1),得:σj=301.42MPa。
2.1.2 挤压轮扭矩
实际生产中挤压轮的扭矩主要是由液压螺母的预紧力和销带动挤压轮转动产生,在计算时等于挤压轮切向力乘以挤压轮的半径。
工作状态下,挤压轮轮槽塑性变形区的切向力Ft与挤压轮轮槽槽面是相切的,其力包括填充区使金属达到屈服状态产生的摩擦力F1t,作用于轮槽两侧所产生的摩擦力F2t,金属作用在轮槽底部的摩擦力F3t,溢余区产生的摩擦力F4t,以及堵头表面产生的摩擦力F5t。
式中: h0—轮槽深度,mm;
b0—轮槽宽度,mm;
L1—填充区长度,mm;
kj—填充区屈服剪应力值,MPa;
L2—挤压区长度,mm;
kf—挤压区屈服剪应力值,MPa;
Bmax—溢余区最大宽度,mm;
L3—堵头切向有效长度,mm。
根据用户提供数据进行计算,可得:F1t=22217.979N; F2t= 22833.881N; F3t=15259.501N;F4t=2662.2N;F5t=5996.75N;则Ft=63570.311N。作用在挤压轮上的扭矩为M=FtR0,其中R0是挤压轮半径145mm。则M=FtR0=9.2177×106,N·mm。
2.1.3 轮槽内压应力与剪切应力
将金属在轮槽中的变形区域进行有限而合理地划分,在不同的区域金属有不同的变形特点,通过计算可得到各个区域的挤压应力与剪切应力的数值与分布规律。将坯料与挤压轮接触的整个区域分为五段:1)初始咬合区(Ⅰ区);2)镦粗变形区(Ⅱ区);3)密封驱动区(Ⅲ区);4)剪切变形区(Ⅳ区);5)密封区或溢料区(Ⅴ区)。
在进行理论计算之前,首先做三个基本假设:1)坯料为符合Mises屈服准则的圆杆,五个变形区同时存在于工作段内。在Ⅰ、Ⅱ、Ⅲ区,坯料的温度较低,屈服极限为σsl,在Ⅳ、Ⅴ区,坯料温度较高,屈服极限为σsh。坯料与轮槽壁的摩擦状态在Ⅰ、Ⅱ、Ⅲ区为库仑摩擦,与挤压轮的摩擦系数分别为0、1、2,与模腔的摩擦系数为3;在Ⅳ、Ⅴ区为剪切摩擦,摩擦力为0.5σsh。2)由于挤压腔的圆弧长度与断面面积比值较大,认为沟槽内金属是沿着圆弧方向(θ)一维稳定流动的平面应力问题,即在每一时刻,沟槽上垂直于挤压轮轴线方向(z)各截面的应力分布规律相同,在沟槽内沿挤压轮半径方向(r)应力状态保持不变。3)在变形区Ⅱ、Ⅲ、Ⅳ和Ⅴ区内,金属在r、θ两个方向均产生压缩变形且变形量相等,根据金属流动法则,有σr=σφ。
基于以上三个假设,可得变形区接触压应力及剪切应力分布方程为:
I区:

II区:
III区:

IV区:
以上各式:

式中: d—轮槽有效宽度,mm;
H0—经压实轮压下后坯料高度,mm;
H1—镦粗后坯料高度,mm;
R0—挤压轮径,mm。
对于本课题,各初始计算参数为:d=10.5mm;H0=13.55mm;H1=21mm;R0=145mm。m2=m4=m5=0.5,m3=1.8;μ0=μ1=μ3=0.3,μ2=0.4;σsl=150MP;σsh=40MPa;θ4=π/2。代入式(8)-(11),得到坯料与挤压轮之间的接触应力值,在每段区间内取最大值作为模拟使用的载荷。计算结果如下:
Ⅰ区:P=173.21MPa,τ=51.98MPa;
Ⅱ区:P=254.15MPa,τ=76.25MPa;
Ⅲ区:P=379.12MPa,τ=151.65MPa;
Ⅳ区:P=399.11MPa,τ=0MPa;
Ⅴ区:P=798.22MPa,τ=20MPa。
2.1.4 压实轮压下力
根据用户所提供数据,压实轮的压下力为T=3000N。
2.2 挤压轮有限元模型的生成
建立准确而可靠的结构有限元计算模型,是一项极为重要的工作,直接关系到计算结果的正确与否。为了使有限元分析达到预期的效果,对所建立的计算模型有以下基本要求:
(1)计算模型必须具有足够的准确性。所形成的计算模型要能基本上准确反映结构的实际情况。既要考虑形状与构成的一致性,又要考虑到支撑情况及边界条件的一致性,还要考虑到载荷与实际情况相一致。
(2)计算模型要具有良好的经济性。复杂的计算模型一般来说具有较高的准确性,但相应地会增加前处理、数据准备工作和上机计算时间,从而使计算费用大大增加。
2.2.1 定义材料特性
典型的材料特性包括:弹性模量、密度、热膨胀系数等。每种材料特性都可以表示为温度的函数,即可以随温度的变化而变化。无需迭代求解的材料称为线性材料,而需要迭代求解的材料称为非线性材料。线性材料和非线性材料需要使用不同的方法来定义[4]。
挤压轮的材料为H13钢,属于线弹性材料,其主要材料特性如表1所示。

表1 H13钢的材料特性
2.2.2 几何模型网格划分
在有限元建模工作中,网格划分占有很重要的地位,模型的求解规模和求解时间对立统一于网格的疏密程度。在本课题中使用智能网格划分,使用Sizing参数对模型网格大小进行控制,设定挤压轮整体的Element Size为5mm,而对于主要研究的轮槽部分,设置Element Size为3mm,获得更细密的网格。定智能尺寸后,网格划分器对将要划分网格的面或体上的所有线估算单元边长大小,对几何体上的弯曲近似区域的线进行细化,自动生成合理形状的单元和单元尺寸分布。
本项目中挤压轮形状比较复杂,属于不规则模型,又因为在模型中出现了键槽等,所以本文中采用了四面体单元,挤压轮网格划分情况如图1所示。
图1 挤压轮网格划分
2.2.3 有限元分析
载荷施加有限元分析目的在于查看结构在一定载荷作用下的响应情况,故明确定义适当、正确的载荷,对设计分析工作十分重要。在ANSYS的术语中,载荷包括所有边界条件以及外部或内部作用效应。以特性而言,载荷可分为六大类:DOF(自由度)约束、力(集中载荷)、表面载荷、体积载荷、惯性载荷以及耦合场载荷。根据载荷在结构上的分布情况,可将其分为两类,即集中载荷与分布载荷。
根据对挤压轮的受力分析和载荷计算,利用建立力学模型时计算得到的载荷,采用分布载荷依次在挤压轮受力区域施加载荷,最后对挤压轮两边不受力的位置施加全位移约束(即约束了x、y、z三个方向的位移)。图2为挤压轮的载荷与约束示意图,图中数值大小都是根据受力计算出来的结果施加的。

图2 挤压轮所受载荷与约束示意图
3 检测结果及分析
3.1 H13挤压轮组织与性能
完成了挤压轮的有限元模型的建立与载荷的施加后,在求解器中添加von-Mises等效应力与位移计算,开始有限元求解计算。求解结束后读取求解结果,得到挤压轮的von-Mises等效应力分布图与位移分布图。
3.1.1 等效应力结果分析
求解得到的挤压轮von-Mises等效应力分布图,如图3所示。从图中看,挤压轮应力分布不均匀,大致可分为两个区域:1)挤压轮轮槽与坯料接触区域(工作区域),即坯料经压实轮压实后进入挤压型腔至堵头处离开挤压轮的区域,该区域最大等效应力值为1432.2MPa;2)非工作区域,其应力值基本处于3.3537MPa~479.62MPa之间。这表明挤压轮的应力分布与实际的受力状况是相对接近的。

图3 挤压轮von-Mises等效应力分布
3.1.2 位移结果分析
挤压轮的位移分布图如图4所示,因位移过小,为看出各部位变形趋势与方向,将位移量放大74倍。挤压轮的变形最大位移量为0.16623mm,位于挤压轮工作区域中部端面的边缘一侧,这是由于两边预紧力导致的,另一侧端面未发生较大变形,认为是销孔的存在减小了该侧的变形。非工作区域位移量基本在0.07mm以下。
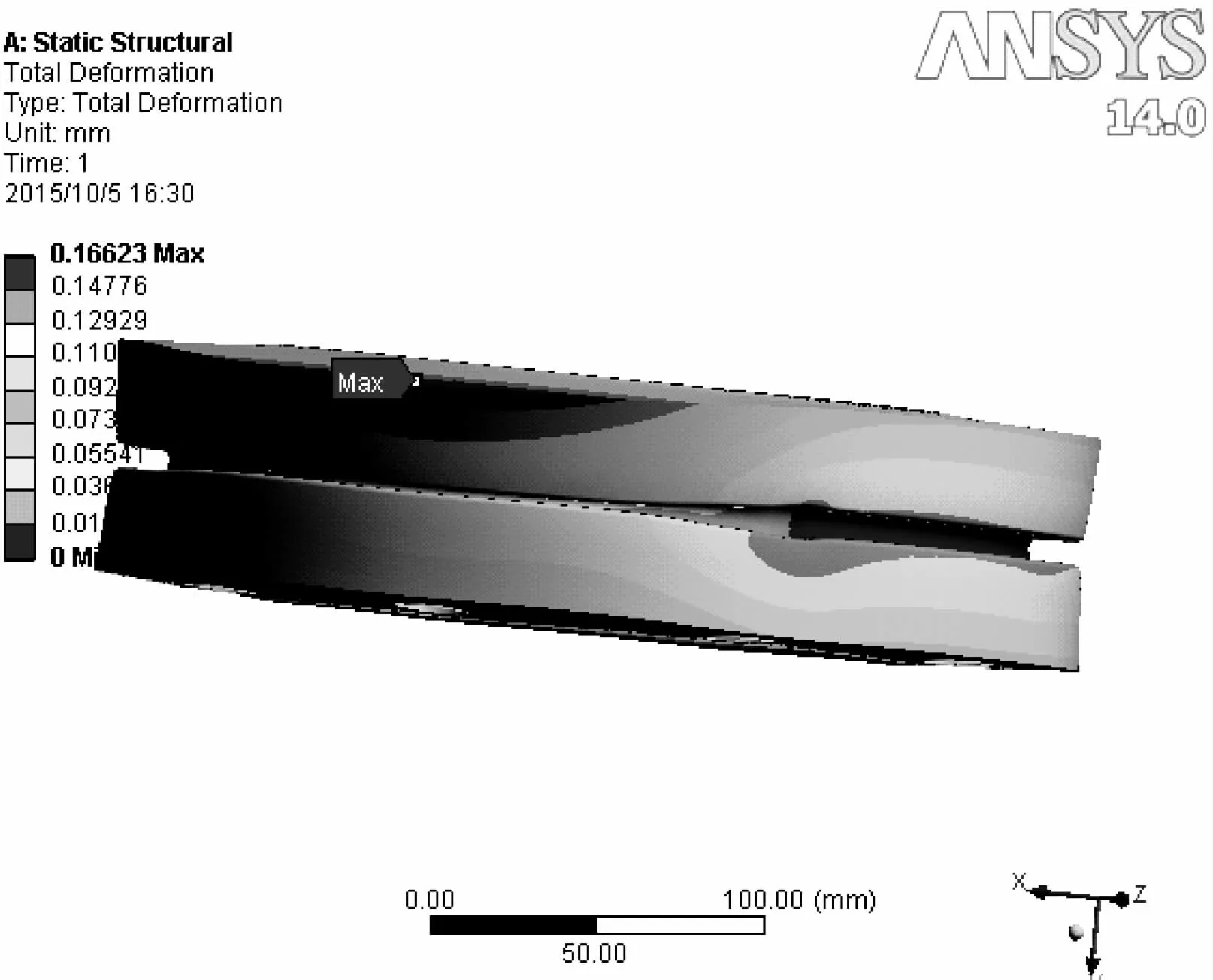
在两边预紧力的作用下,挤压轮端面向内弯曲,相应轮槽受到向外弯曲应力的作用,在这样的变形条件下,随着挤压轮的周期转动,挤压轮轮槽也发生着交变载荷的变化,在挤压轮轮槽为止就很容易形成疲劳开裂。这与文献调研中所述的早期失效开裂形式相吻合。
3.1.3 疲劳寿命分析
将 H13 材质的疲劳曲线输入 ANSYS Workbench,使用求解模块中的Fatigue Tool功能,得挤压轮疲劳寿命云图,如图5所示。
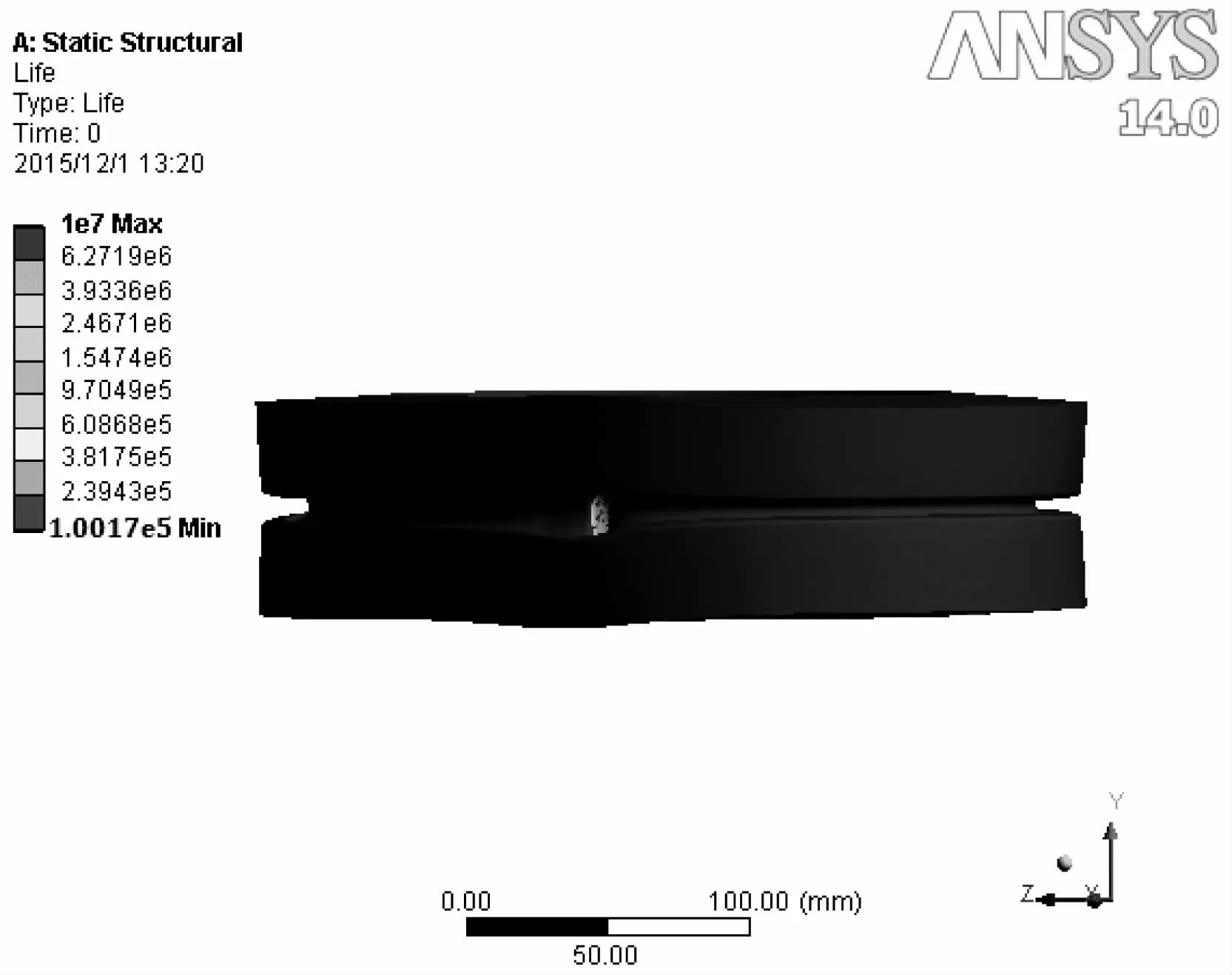
图5 H13挤压轮疲劳寿命模拟结果(比实际位移放大74倍)
疲劳寿命最小处与工作应力最大处一致,最小疲劳寿命为1.0017e5个周期,根据挤压轮转速4rad/min,可知连续工作时间达375.7h,与H13挤压轮的最长实际使用寿命15天(360h)很接近,偏差小于4.4%。证明本课题所建立的挤压轮模型是合理的,通过ANSYS软件的模拟能够真实的反映挤压轮的在线使用寿命。
3.2 H13挤压轮有限元计算结果分析
3.2.1 挤压轮的常规性能
3.2.1.1 化学成分分析
H13属于热作模具钢,是在碳钢的基础上加入合金元素而形成的钢种,执行GB/T 1299-2000标准。该标准中规定H13化学成分以及利用荧光光谱测得的成分如表2所示,C含量不在检测范围之内,未能测出含量。
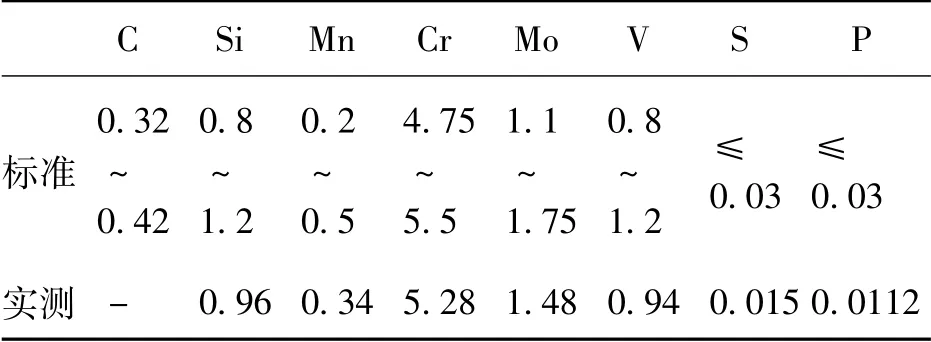
表2 H 13标准成分及实测成分对比(w t.%)
3.2.1.2 硬度测试
利用洛氏硬度计,对试块进行硬度测试。选取5个测试点,分别位于试块4个顶点及中心处,5个测试点的硬度值都在50HRC左右,硬度值比较理想,而且硬度分布比较均匀。
3.2.1.3 微观组织分析
对试块进行粗磨、精磨、抛光后,利用金相显微镜进行夹杂物分析。对该试块多个视场进行观察后,未发现有明显夹杂物存在。
利用硝酸酒精溶液对该试样进行腐蚀,观察其微观组织,得到如图6所示的金相照片。从较低倍(500倍)金相照片中可以看出,试样组织比较均匀,没有明显的带状偏析出现。从高倍(1000倍)金相照片中可以看出,试块主要是回火马氏体组织,推测是高温淬火后,500℃以上回火得到的。
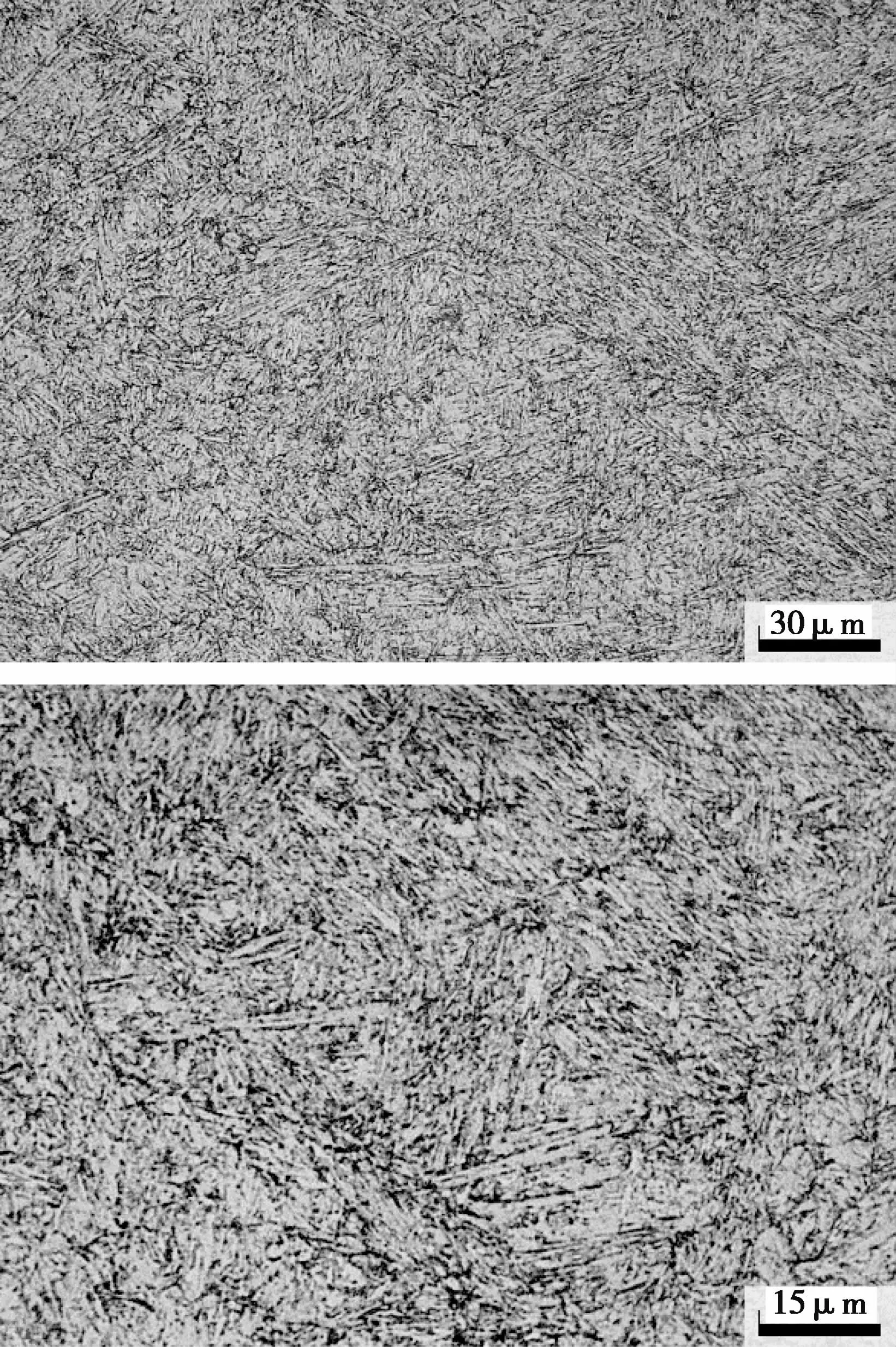
图6 试块微观组织照片
3.2.2 挤压轮试样的力学性能检测
3.2.2.1 室温力学性能
对H13钢挤压轮取样,进行了室温拉伸力学性能测试,3个试样抗拉强度、伸长率、断面收缩率如表3所示。
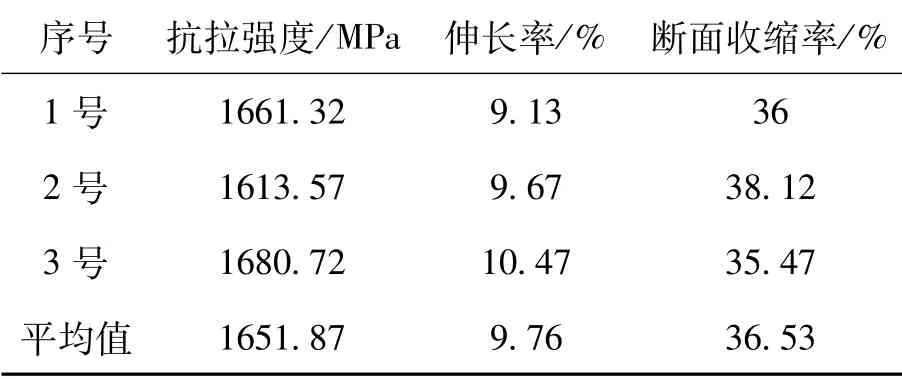
表3 室温力学性能测试结果
室温拉伸实验结果表明,材料具有很高的抗拉强度,平均值为1651.87MPa,而且塑性也较好。利用扫描电镜对拉伸断口形貌进行观察,图7中可以明显看出断口的3个区域:纤维区、放射区、剪切唇[4]。

图7 室温拉伸断口宏观扫描图
纤维区是拉伸断裂的起始区,在外力作用下颈缩开始后,此区域微空洞长大、聚合成微裂纹。这一过程中裂纹扩展较慢,断口呈明显的塑性断裂特征,有大量的小韧窝和撕裂棱特征。之后,裂纹扩展速度提升,转化为不稳定的快速扩展,进入放射区,这一阶段宏观塑性变形量很小,表现出明显的脆性趋势,韧窝和撕裂棱数量减少。最后,当试样不足以承受拉伸载荷时,发生失稳扩展,进入剪切唇区,这一阶段塑性变形量很大,呈典型的韧性断裂特征[5-6]。
综合以上测试结果可以确定,H13挤压轮样件具有良好的室温力学性能,即很高的抗拉强度和较好的塑性,与微观组织分析相符。
3.2.2.2 高温力学性能
鉴于挤压轮工作环境温度大约为500℃左右,对H13试样进行了高温力学性能测试,测试温度分别为:450℃、500℃和550℃,所得抗拉强度、伸长率、断面收缩率,如表4所示。
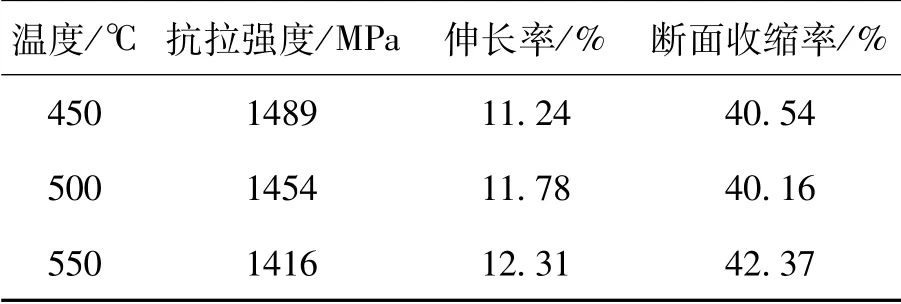
表4 高温力学性能测试结果
从上述结果可以看出,与室温拉伸力学性能相比,材料的高温强度值有所下降,且随着温度的升高,强度呈下降趋势,而伸长率和断面收缩率略有升高。但是,即使温度已经升高到550℃,材料依然有很高的强度,在1400MPa以上。这说明H13试样具有较高的高温强度,在热挤压工作环境下,具备较好的使用性能。
4 复合制造挤压轮有限元计算结果分析
4.1 复合制造挤压轮有限元模型的建立
初步设计挤压轮轮槽处的堆焊层厚度为10mm。对复合制造挤压轮进行建模,将轮槽附近表层10mm与基体分离,在模拟时赋予不同的材质,两部分接触方式选择bounded,如图8所示。基体材质为H13,堆焊层赋予拟选取的特种合金相关参数。
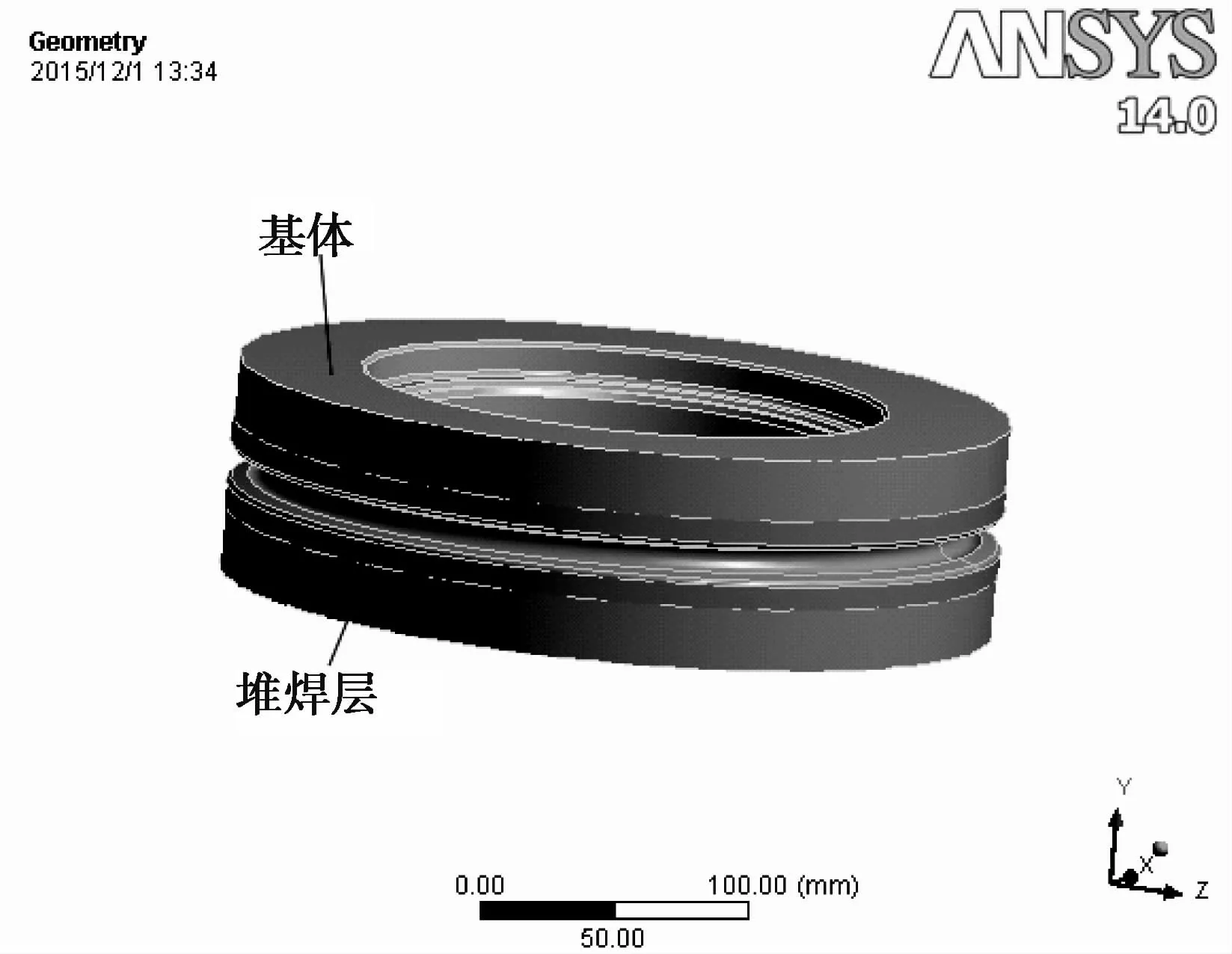
图8 复合制造挤压轮三维模型示意图
4.2 寿命分析
根据上述堆焊挤压轮模拟模型,将钴基合金的性能数据赋予堆焊层,得到挤压轮的等效应力、位移分布,如图9所示。工作区最大等效应力为1205.3MPa,非工作区等效应力分布为0.75MPa~402.28MPa;挤压轮轮槽工作区最大位移量为0.04339mm。

图9 等效应力分布
使用经验公式对其疲劳曲线进行计算,导入软件中,得钴基合金堆焊挤压轮疲劳寿命云图,如图10所示。疲劳寿命最低处为1.98e5个周期,以转速4rad/min计,连续工作时长为708.4h,是H13挤压轮模拟结果的约2倍。

图10 疲劳寿命云图
5 结论
(1)通过对H13钢挤压轮的性能分析和数值模拟分析,验证了本文所建立的数值模拟模型的正确性和适用性,为后续的模拟分析提供了保证。
(2)在挤压轮轮槽处堆焊钴基材料的复合制造挤压轮,其模拟寿命较H13挤压轮的寿命提高约2倍。
