平整机工作辊端部压靠有限元仿真
2022-06-09王赤隋静博王蕾张杰君
王赤 隋静博 王蕾 张杰君
(中冶京诚工程技术有限公司 北京 100176)
1 前言
带钢在平整轧制的过程中,有时会出现工作辊两端在带钢之外接触的现象,称为工作辊端部压靠[1,2]。特别是在平整轧制薄窄带钢的时候,经常出现在常规设定值的轧制力下,实际获得的带钢延伸率远低于所需值的工况,其实在这种情况下已经发生了辊端压靠现象。工作辊端部接触会消耗掉本应该作用在带钢上的一部分轧制力,导致带钢实际所得的延伸率低于所需值。所以建立平整轧制时工作辊端部模型,分析影响端部压靠的因素,对消除工作辊端部压靠、提高轧制效率有着重要的实际生产意义。
目前求解工作辊辊端压靠的主要方法有影响函数法和通用有限元,它们各有优势,在不同的场合得到了广泛应用[3,4]。本文涉及的是一种利用通用有限元来研究工作辊压靠的方法,分析了不同因素对工作辊压靠的影响,为平整工艺提供了可以借鉴的理论依据。
2 模型建立
有限单元法目前是离线仿真计算工作辊辊端压靠的主流手段,因为在轧辊与轧件的变形计算方面,有限单元法是目前最精确的仿真计算手段。
常用的通用软件有ANSYS、MARC等,许多学者运用通用有限元进行了仿真研究[5-7],取得了较为准确的结果。有限单元法对计算机的速度和存储空间大小均要求很高,计算时间较长。本文选择ANSYS软件进行工作辊辊端压靠分析,通过仿真计算可以得到典型工况下的轧制力分布与承载辊缝的形状。
2.1 实体模型与网格划分
平整机的静力学有限元模型包括上下支承辊、上下工作辊和轧件,如图1所示。轧辊内部的网格划分稀疏,轧辊表层及辊间接触区域划分较细。对于带凸度的轧辊辊形或特殊曲线的辊形,先创建一些关键点,然后生成样条曲线,旋转样条曲线形成的面为辊身表面,通过设定关键点的坐标就可以给定轧辊辊形[8]。
2.2 载荷与约束
轧辊轴承和辊颈间存在复杂的接触关系,不考虑轧辊轴承和辊颈间的载荷偏移,轴承合力作用点位于轴承中心线,轧制力、弯辊力用集中力作用在相应节点来表示。上支承辊两侧轴端的轴承中心线位置上,根据厚度控制方式中的位置控制给约束,在相应节点上施加竖直方向的约束。
2.3 接触
支承辊与工作辊之间设置接触对、工作辊与带钢之间设置接触对,上下工作辊之间设置接触对。
初始接触条件的困难在于,在静力分析中,当物体没有足够的约束时会产生刚体运动,可能引起错误而终止计算。在仅仅通过接触来约束刚体运动时,必须保证在初始几何体中,接触对是接触的,换言之,要建立模型以便接触对是“刚好接触”的。本文的处理方式是根据计算精度的需要设置合理的ICONT和CNOF以满足刚好接触的条件[8]。
FTOLN为拉格朗日算法指定容许的最大渗透范围,如果程序发现渗透大于此值时,即使不平衡力和位移增量已经满足了收敛准则,总的求解仍被当作不收敛处理。为了保证在计算薄轧件时收敛(H=0.2mm),工作辊表层单元厚度为2mm,FTOLN的值设置为-0.0005。
3 模拟结果
通过分析不同工况下的仿真结果,就可以得出不同因素对工作辊压靠的影响大小,这些因素包括几何因素和工艺条件。几何因素包括辊身长度、辊径、带钢宽度和厚度等,工艺条件包括轧制力、弯辊力等。
3.1 仿真工况
根据产品大纲中的带钢宽度范围适当调整带钢宽度并选择3种具代表性的宽度,辊径只考虑支承辊、工作辊都为最大辊径的配合与都为最小辊径的配合这两种情况,计算工况见表1。
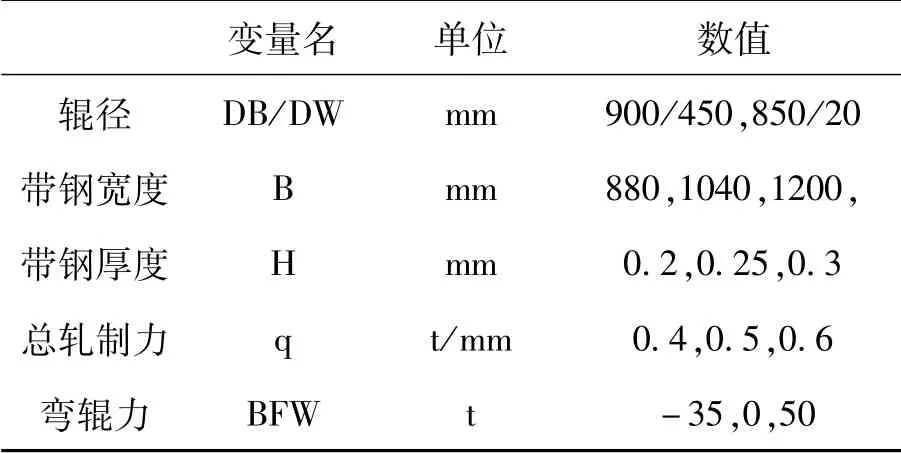
表1 不同因素的组合
作用在轧件上的轧制力称为有效轧制力FS,有效轧制力FS、压靠力FC、工作辊弯辊力BFW的总和为总轧制力F。压靠力FC与总轧制力F的比定义为压靠比η。
总轧制力F和压靠比η如公式(1)、(2)所示:

3.2 工作辊弯辊力
工作辊弯辊力对端部压靠的影响如图2所示,工作辊弯辊力为-35t、0t、50t时分别对应的压靠比η为22.6%、6.9%、0.0%。随着弯辊力的增加,压靠比在逐渐减小,说明增加弯辊力可以减小工作辊端部压靠[9]。当模拟工况使用最大正弯辊力50t时,端部压靠为比为零,此时端部压靠力FC亦为零,端部压靠消除。适当的正弯辊力可以消除端部压靠的现象。

图2 工作辊弯辊对端部压靠的影响
3.3 总轧制力
总轧制力对端部压靠的影响如图3所示,总轧制力为0.4t/mm、0.5t/mm、0.6t/mm时分别对应的压靠比η为3.0%、6.9%、9.5%。随着轧制力的增加,压靠比在逐渐增大,并且压靠力的变化与轧制力的变化近似成正比。说明此时端部压靠力FC亦逐渐增大,故增加总轧制力不仅不能减小端部压靠的现象,反而更加加剧工作辊端部压靠的发生。

图3 总轧制力对端部压靠的影响
3.4 带钢宽度与厚度
带钢度对端部压靠的影响如图4所示,带钢宽度为880mm、1040mm、1200mm时分别对应的压靠比η为11.2%、6.9%、2.2%。带钢厚度对端部压靠的影响如图5所示,带钢厚度为0.2mm、0.25mm、0.3mm 时 分 别 对 应 的 压 靠 比η 为6.9%、2.5%、0.0%。此模拟工况的结论表明,薄窄的带钢更容易发生压靠现象。
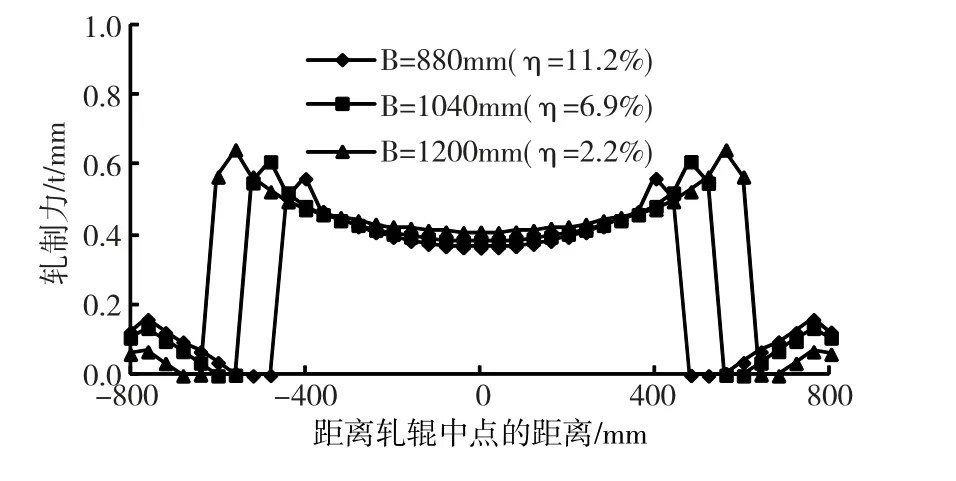
图4 带钢宽度对端部压靠的影响

图5 带钢厚度对端部压靠的影响
3.5 轧辊辊径
轧辊辊径对端部压靠的影响如图6所示,大辊径配合和小辊径配合分别对应的压靠比η为6.9%、8.4%,说明小辊径更容易发生压靠现象,但是相对上述其它因素来说,轧辊辊径对压靠的影响相对较弱,大小辊的压靠比差别不大。
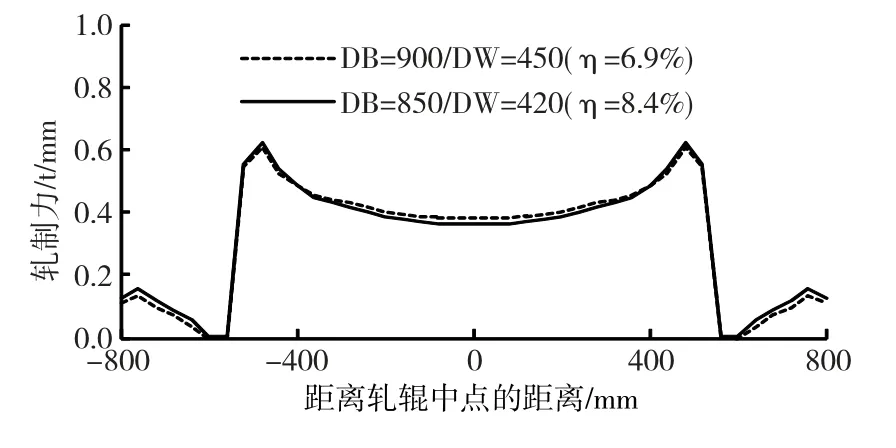
图6 轧辊辊径对端部压靠的影响
4 结论
(1)利用有限元软件,建立了计算工作辊端部压靠的静力学有限元模型,既能考虑辊系的弹性变形又考虑了轧件的塑性变形,可以分析不同因素对轧件厚度、轧件凸度和工作辊压靠的影响。
(2)从仿真结果可以看出,生薄窄的带钢时,工作辊辊端更容易发生压靠现象。轧制力增加,工作辊辊端压靠现象会更严重,而工作辊辊径大小对压靠的影响相对较小。施加适当的工作辊正弯力可以减小或消除工作辊辊端的压靠。
(3)当轧件更薄时,工作辊辊端压靠现象会更严重。出于减小辊耗、延长工作辊和工作辊轴承的使用寿命的考虑,应在设计时使用合适的工作辊辊形,在端部形成间隙,避免在轧制工程中发生端部压靠。实际生产过程中,使用合适的工作辊正弯辊力,使工作辊辊端压靠保持在一个合理的、可以接受的水平。
