一种钢卷运输设备结构与应用
2022-06-09张振陈正安张征
张振 陈正安 张征
(北京首钢国际工程技术有限公司冶金分公司轧钢事业部 北京 100043)
1 前言
多年来,天车作为钢卷的搬运工具基本无其他可以替代,但天车吊运着二三十吨的庞然大物在高空穿梭,对地面人员和设备都存在巨大的安全隐患,天车掉卷的事故在国内钢企时有发生。为解决高空搬运的危险隐患,急需一种可以替代天车在中间库区实现钢卷地面转运的物流输送设备[1]。在迁钢连续酸洗生产线出口配套有一条半自动包装生产线,用于钢卷的包装;而在连续酸洗生产线与半自动包装生产线之间设置有20个缓存鞍座,用于缓存钢卷;将放置在通道两侧的钢卷从一个缓存鞍座转运至另一个缓存鞍座上面,实现物流通道中的钢卷转运设备,称之为“子母车”。该处子母车主要功能用于接受前方酸洗机组来卷,或天车吊卷进行缓存,并将其运输至包装机组进行包装,解决了轨道共面交叉[2],钢卷运行方向换向问题。
2 结构与特点
子母车,顾名思义是由子车车体和母车车体两部分构成,母车和子车需要能够分开各自单独运行,子车可以回到到母车上,在主轨道方向运行,其中子车执行任务时运行方向与主轨道方向垂直,在子车车体和母车车体上方设置有缓存鞍座,这样母车和子车配合灵活,以实现钢卷运输直角方向转运功能,提升工作效率[3]。其中,子车由车体、驱动系统、举升机构组成,车体为钢结构焊接而成,驱动系统由车轮、驱动轴、减速电机组成,由减速电机驱动行驶,举升机构由液压油缸、导向机构等组成,供电方式是从母车上连接滑触线供电卷轴电缆连接到子车,供油方式为由子车上自带车载液压站经过拖链连接到子车;母车由车体、母车鞍座、车载轨道系统、驱动系统组成,母车车体同为钢结构焊接而成,为钢结构焊接,上镶有尼龙垫板,母车驱动系统由车轮、驱动轴、减速电机组成,由减速电机驱动行驶。子母车通道为地坑式通道,布置子母车的母车轨道、供电滑触线、激光测距仪、滑触线供电控制柜、无线通讯基站、机组旁呼叫台等组成。子母车机构如图1所示。在母车上布置有载轨道系统,用于子车在母车上行走;子车带卷运行至母车后,把钢卷存放在母车鞍座后,母车带上子车行驶进行运卷,当到达缓冲鞍座位置时子车托举钢卷,运输到相应缓冲鞍座位置并返回到母车上,从而实现钢卷的转运功能。子母车技术参数如表1所示。
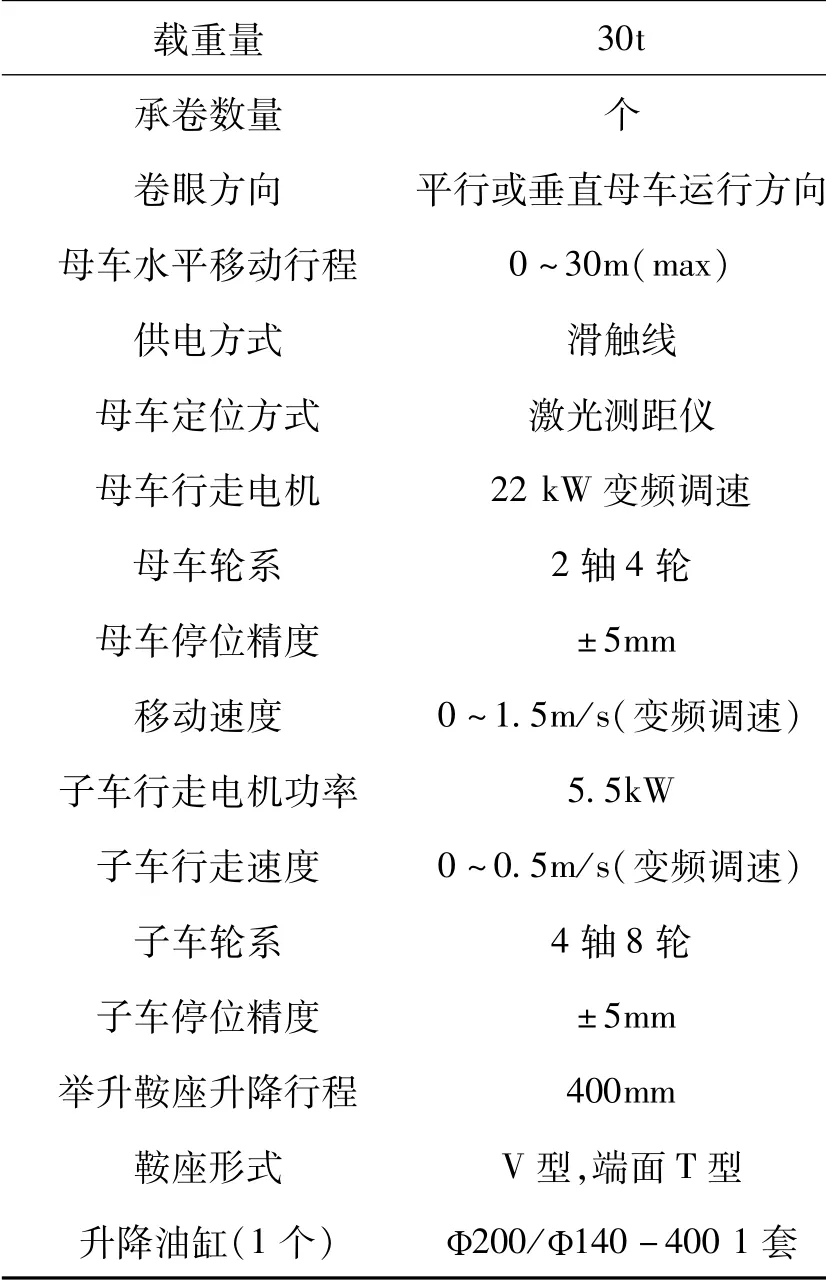
表1 子母车技术规格

图1 子母车装配图
2.1 子母车电机功率分析
电机功率可按照下列公式计算:
式中:M—重量,kg;
g—重力加速度,m/s2;
μ—摩擦系数;
v—速度,m/s;
η—机械效率;
cosφ—电机功率因子。
已知母车M1=12600kg,子车重M2=4900kg,钢卷重量M3=30000kg,g=9.8m/s2,复合摩擦系数为=0.02,=0.8,母车最大移动速度v1=1.5m/s,子车最大移动速度v2=0.5m/s。故可算出子母车电机功率,如表2所示。
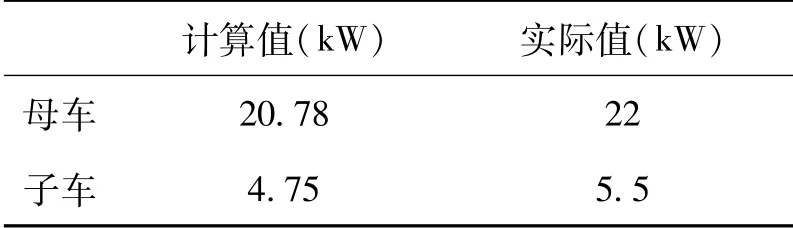
表2 子母车电机功率计算结果
2.2 子车行程分析
由于子车供电是从母车通过电缆连接到子车,子母车体之间通过电缆拖链进行软连接,所以子车的最大行程受限于电缆拖链的可允许最大行程。因缓冲鞍座位于母车两侧均有布置,所以子车行程要兼顾前后最大行程,设计最大向前行程为5780mm,最大向后行程为5117mm,均大于实际鞍座位需要的行程3800mm,故均能满足实际行程需求,如图2所示。

图2 子脱离母车行程示意图
2.3 液压原理
子车主要功能负载钢卷从母车鞍座于缓冲鞍座之间的转运,鞍座升降通过Ф200/Ф140-400mm液压缸实现,液压缸供油方式是通过自带车载液压站,鞍座最大升降速度v=0.3m/s。升降缸回路设有平衡阀和比例换向阀,用于保持子车鞍座负载时平稳升降及稳定。车载液压站技术规格如表3所示,车载液压站原理如图3所示。
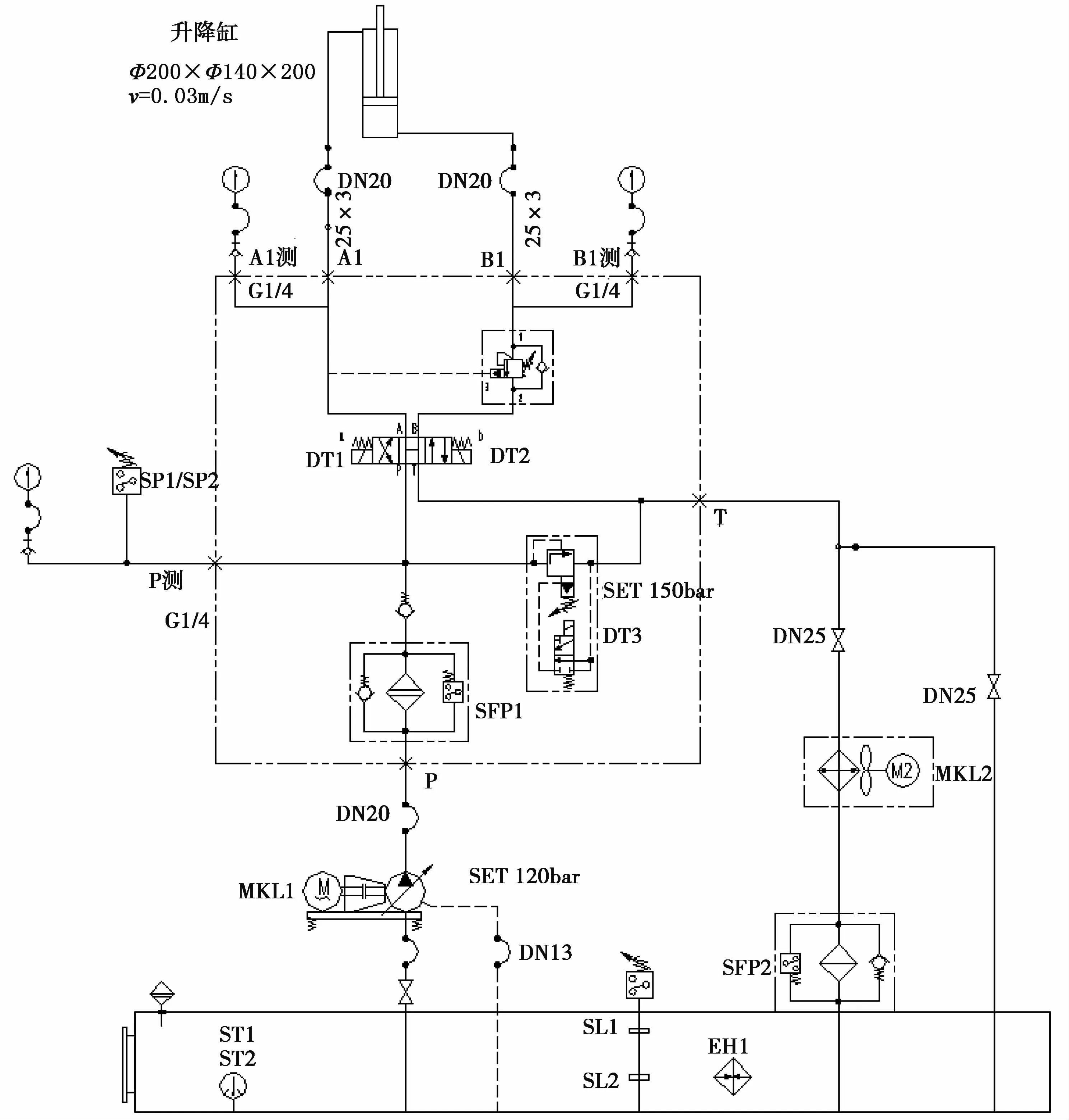
图3 液压站原理图
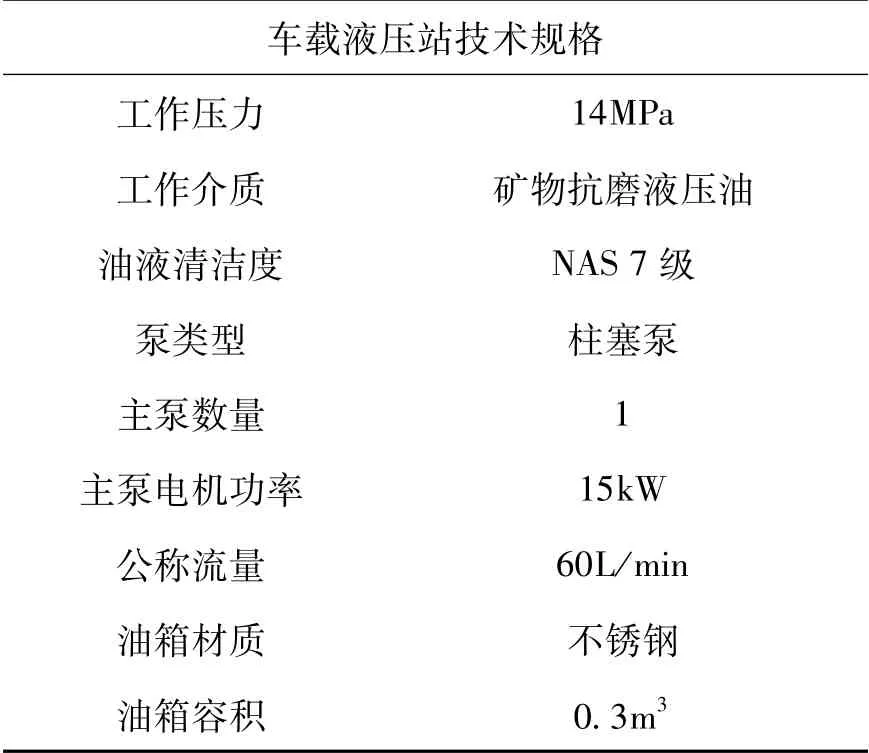
表3 车载液压站技术规格
3 实际应用效果
在迁钢酸洗包装现场,子母车已经正常投入使用。其中,电控采用无线通信模式,信号稳定,有效解决了长距离行驶,控制信号电缆线过长问题。采用激光测距仪进行位置定位,误差±5mm,定位准确;操作模式有半自动和自动两种模式;既可采用手控遥控器操作,也可以在操作台远程操作。在采用自动操作模式下,把酸洗线送到缓冲鞍座的钢卷,从等待位出发开始计时,把钢卷送到最远处缓冲鞍座并回到原等待位,共计用时220s;仅用一名操作工即可完成该项作业。子母车转运卷操作简单,操作工人易学易操作。相比传统天车吊卷转运,子母车具有以下优点:
(1)可以跨车间作业,能充分利用车间场地;迁钢酸洗包装现场缓冲鞍座区就是横跨两个车间。
(2)作业人员少,作业效率高;天车吊卷需要有开车人员和下面观察人员2位配合完成,子母车只需1人,而且采用一键式操作,下达完指令,全自动完成后续运卷操作。
(3)可实现精准作业;钢卷经过子母车转运后,钢卷进入后续包装线,相对固定鞍座位置偏差发生变化较小。
(4)作业安全系数高,发生人为操作事故少。
4 结论
钢卷运输子母车在生产现场实际应用中体现出很强的使用价值,减轻了操作工人作业强度,保障了钢卷运输的安全性,为操作工人提供了极大便利,其功能强大,优势较明显;用于缓存鞍座间转运钢卷功能仅仅是其应用的一部分,随着对改设备功能认识的深入,还会有更多的应用潜力和更大的应用空间,其应用为实现黑灯工厂、自动化生产又迈出坚实的一步。
