铆螺母安装工艺的研究
2018-11-14
(南京铁道职业技术学院 江苏 南京 210031)
一、概述
铆螺母又称拉铆螺母、拉帽,属于内螺纹管状铆钉的一种。是为解决金属薄板、薄管焊接螺母易熔,基材易焊变形,攻内螺纹易滑牙等缺点而开发。
铆螺母能够使操作空间不足的薄板结构进行螺栓连接,因此在轨道车辆贯通道、车内装饰板等部件的装配中得到广泛使用。铆螺母的安装方式和质量控制并没有统一的行业标准可遵循,而这些都是工程技术人员和铆螺母结构使用者尤为关注的方面。
笔者从事轨道车辆装配工艺研究多年,对铆螺母安装方式及质量控制有一定的工作经验,拟通过本文对铆螺母的安装方式和质量控制进行探讨研究,归纳总结。
二、铆螺母分类
铆螺母按照头部结构形状,可分为平头铆螺母、90°沉头铆螺母、90°小沉头铆螺母、120°小沉头铆螺母;按照铆接变形区形状,可分为圆形及六角铆螺母;按照尾部形状,可分为通孔铆螺母和盲孔铆螺母,其中盲孔铆螺母在拉铆完成后,可以获得具有防水密封特性的盲孔螺纹;适用于有防水要求、压铆困难等场景。
三、铆螺母安装
(一)铆螺母及铆接工具的选用
1.铆螺母的选型,选择铆螺母时,需考虑铆接工件的厚度,确保其厚度在铆螺母可铆接厚度范围内。
2.螺母枪的选型,选择铆螺母枪时,需考虑其最大拉力大于所需铆接的铆螺母成型的平均用拉力
3.六角扩孔枪的选型,选择六角扩孔枪时,需考虑被铆接工件的厚度和材料,以及六角铆螺母的螺纹规格;根据具体情况选择可用的扩孔枪型号。
为方便拉铆工具操作,应在设计时考虑避位,预留铆螺母枪、六角扩孔枪的操作空间。
(二)铆接过程
铆螺母按图1所示方式进行安装。
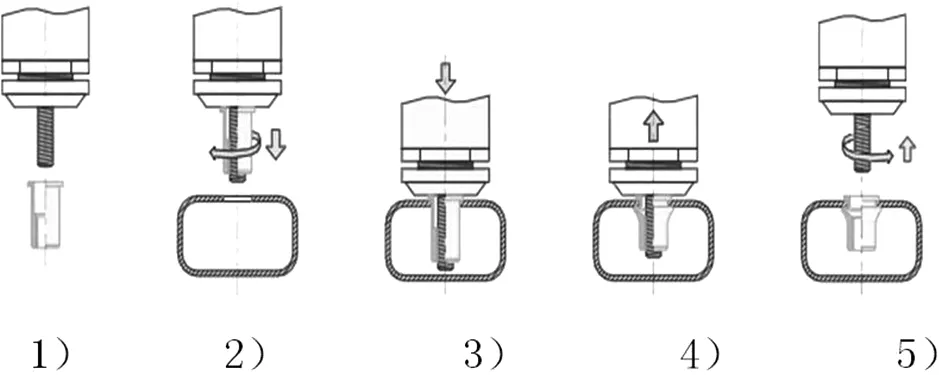
图1 铆螺母的安装方式
安装步骤说明:
1)将铆螺母旋入铆螺母枪螺杆内;所有铆螺母在使用前均需进行外观检查,有明显缺陷的,不得使用。铆螺母枪在使用前需依照产品使用说明书进行调节。
2)将装在铆螺母枪内的铆螺母放入需被铆接工件已加工好的底孔内;放入前,检查铆螺母底孔周边无毛刺、锐边,沉头铆螺母安装用沉孔光滑洁净,无棱角。
3)铆接;进行铆接时,注意需保证铆螺母枪与被铆接件保持垂直。
4)铆螺母拉铆成型;启动铆螺母枪,调节压缩空气大小,保证铆螺母枪平稳工作。
5)铆螺母枪垂直反旋转退出。
(三)预制底孔形状及尺寸要求
1.铆螺母安装前,需在被铆接工件上开预制底孔,底孔形状与铆螺母的种类相关。六角铆螺母安装前,需对预制圆形底孔进行六角扩孔处理;90°沉头铆螺母安装前,需对预制底孔锪90°沉孔处理。底孔形状与铆螺母种类对应关系见表1。
表1底孔形状与铆螺母种类对应表

2.铆螺母安装用预制底孔直径φT及六角铆螺母安装用预制六角孔对边尺寸T(H),与铆螺母螺纹规格相关。底孔尺寸公差为(0,0.1)mm。铆螺母底孔尺寸与螺纹规格对应关系见表2。

表2 铆螺母底孔尺寸对应表
(四)铆接后外观检查要求
1.铆接后,90°沉头铆螺母凸出工件表面不得大于0.1mm。
2.铆螺母铆接后,不得损坏被铆接零件表面,也不得使被铆接的零件变形。
3.铆螺母铆接后,无松动、倾斜、毛边、浮动,切实咬合,铆螺母与铆接部位无间隙。
4.铆螺母铆接后,成型需良好。如图2铆螺母铆接成型示意图所示

图2 铆螺母铆接成型示意图
(五)成型尺寸的检查
铆螺母安装后,其成型尺寸Ls(见图3所示),符合国家标准GB/T 17880.6要求。

图3 铆接成型尺寸
四、结论
通过本文的探讨,笔者认为要保证铆螺母的安装质量需从铆螺母选型、铆接工具的选择、铆接过程的控制以及预制安装孔形状及尺寸的控制等方面着手。在铆螺母结构使用前,进行一定比例的工艺验证;在生产过程中检查铆螺母的安装质量可以通过成型外观和成型尺寸两方面进行判断。
