板坯表面增湿对刨花板成形及性能的影响
2022-05-18蔡清源吴治超卢胜高詹满军李欣欣吴义强
蔡清源,吴治超,卢胜高,詹满军,王 燕,李欣欣,吴义强,刘 明
(1.广西丰林木业集团股份有限公司,广西 南宁 530031;2.湖南师范大学 工程与设计学院,湖南 长沙 410081;3.中南林业科技大学 材料科学与工程学院,湖南 长沙 410004)
我国人造板工业发展迅猛,人造板年产量已达3 亿m3,是世界上最大的人造板生产、贸易和消费国家[1]。人造板广泛用于建筑结构、家具地板、室内装饰等领域。随着我国木材工业的发展和供给侧结构性改革的推进,人造板行业已经步入了高质量发展的阶段。但人造板行业还存在着产品结构不合理、产品附加值低等问题,制约着我国人造板产业的进一步发展。2019年,我国胶合板产量占人造板总产量的63.9%,但其原材料成本相对较高且难以实现自动化生产[2]。纤维板产量约占20%,其性质均匀且具有良好的表面二次加工性能,但纤维板生产能耗较高、工艺复杂等原因,制约着纤维板产业的发展[3-4]。
近年来,随着定制家具的发展,国内对刨花板的需求逐年扩大[5-6]。2019年,我国刨花板产量为2 980 万m3,较2018年增长9.1%,是人造板中增长最快的板种。从原材料看,刨花板不仅可以使用速生材、枝丫材,以及其他木材剩余物,还可以使用废弃木材和多种非木质原料,如芦苇、秸秆等。此外,刨花板的生产能耗也远小于纤维板,吴永梅等[7]的研究表明,发达国家刨花板的生产能耗约是纤维板的1/3,碳排放约为纤维板的2/5。刨花板产品的密度小于纤维板和胶合板,资源利用率更高,在节约成本的同时也更加符合现代定制家居、家具产品质轻的需求[8]。产品质量方面,刨花板和纤维板性能接近,虽然纤维板在表面镂铣加工具有一定的优势,但人造板中有近80%要经过贴面加工才进入成品应用;另一方面,使用较细刨花作为表层结构的3 层或多层结构刨花板也具有优异的镂铣加工效果[9]。
随着生产装备、工艺水平的不断提高,刨花板产量和消费量显著增长,产品和功能也不断丰富。随着消费者对产品性能的要求逐渐提升,也对刨花板的各项性能提出了更高要求。同时,如何在保证质量的情况下节约成本、提高生产效率,也一直是人造板企业在生产过程中探索的重要课题。谢力生等[10]的研究表明,刨花板板坯中心的升温速度可以随着板坯表面增湿量的增加而显著加快。孙光瑞等[11]的研究表明,刨花板表面增湿处理是缩短热压周期的有效途径。卢俊等[12]的研究表明,对酚醛树脂人造板进行增湿处理可以提高其部分性能。从这些研究中不难看出,板坯表面增湿对刨花板生产节能、提效作用显著,但未见有研究探明板坯表面增湿对刨花板芯层温度变化的影响,更无板坯表面增湿对板材性能影响的评价。而对生产而言,研究刨花板成形过程及性能变化尤为重要。本研究以常用的人造板胶黏剂压制3 层结构刨花板,通过研究热压过程板材芯层温度及其物理力学性能变化,探究板坯表面增湿处理对刨花板成形过程及性能的影响,以期为刨花板生产节约成本、提高效率、提高产品质量等提供支撑。
1 材料与方法
1.1 实验材料
甲醛(HCHO,简称F,37~40.0 wt%),分析纯,陇西科学股份有限公司;尿素(CON2H4简称U):分析纯,陕西陕化煤化工集团有限公司;三聚氰胺(C3H6N6,简称M)分析纯,天津市科密欧化学制剂有限公司;甲酸(HCOOH,15 wt%):分析纯,天津市福晨化学试剂厂;氢氧化钠(NaOH,30 wt%):分析纯,天津市恒兴化学试剂制造有限公司;氯化铵(Na4Cl,25 wt%):分析纯,湖南汇虹试剂有限公司;超纯水:实验室自制。
聚4-4 二苯基甲烷二异氰酸酯胶黏剂(pMDI,WANNATE®CW20),黏度160 mPa·s,NCO 质量分数为30.0%~32.0%,万华化学集团有限公司。改性豆粕胶黏剂,黏度240 mPa·s,固体含量约30%,取自中国林业科学研究院林产化学工业研究所。
木材刨花:杂木刨花,主要树种为桉树,表层刨花含水率为9.1%,芯层刨花含水率为7.5%,取自广西丰林木业集团股份有限公司。
1.2 实验设备
万能实验压机,苏州新协力机器制造有限公司;微机控万能力学试验机,济南天辰试验机制造有限公司;PressMAN 人造板连续热压监控系统,sungro Bioresource &Bioenergy Technologies;水分测定仪,日本岛津制造所;真空喷雾瓶,义乌崇达日用品有限公司。
1.3 实验方法
1.3.1 脲醛树脂胶黏剂的制备
向1 000 mL 反应釜中加入甲醛溶液,打开搅拌器,使用30 wt%的NaOH 溶液调节甲醛溶液pH 值至8.0~8.5,加入全部三聚氰胺和尿素(约占全部尿素质量的35%)并加热升温至80±2℃,保持pH 值在6.5~7.0,保温20 min。加入尿素(约占全部尿素质量的25%),升温至85±2℃,加入15 wt%的甲酸溶液调节溶液pH 值至5.6~5.8,升温至90℃,控制pH 值在5.3~5.5,当树脂试样滴入70℃水中出现白雾不散现象时,用30 wt%的NaOH 溶液调节溶液pH 值至7.5~7.8,加入剩余尿素(约占全部尿素质量的30%),保温反应20~25 min,用30 wt%的NaOH 溶液调节溶液的pH 值至8.0~8.5,降温至45±2℃后出料。
1.3.2 刨花板的制备
称取一定质量的杂木刨花,在机械搅拌机中进行搅拌。根据绝干刨花的质量,称取一定质量的胶黏剂,施加量见表1所示。使用1 MPa 的压力喷枪(索瑞特气体设备(北京有限公司)),将胶黏剂缓慢均匀地喷洒在杂木刨花上,对表芯层刨花分开施胶,然后接通热风管道对施胶后的杂木刨花进行干燥,并测试至刨花含水率如表1所示后(电子水分计,MOC-120H 型,SHIMADZU CORPORATION JAPAN),停止干燥和搅拌。

表1 刨花板制备中的施胶量和刨花含水率Table 1 Resin contents and particle moisture contents in the particleboard preparation %
铺装前在底层脱模油纸上使用真空喷雾瓶均匀喷洒表2所示增湿水量一半的雾化纯水,然后在油纸上将施胶刨花按“表层—芯层—表层”的顺序依次铺装,铺装预压完成后再均匀喷洒另外一半雾化纯水至板坯表面。
最后在板坯上表面覆盖脱模油纸后,将板坯送入热压机热压成形,热压工艺如图1所示。分别以脲醛树脂、聚4-4 二苯基甲烷二异氰酸酯,以及豆粕胶为胶黏剂压制幅面为350 mm×350 mm,厚度为15±0.2 mm,目标密度为650±20 kg/m3的3层结构刨花板(简称UF板,pMDI板和豆粕胶板),每种胶黏剂每组压制3 块板材。
1.3.3 刨花板热压成型过程板坯内部温度测试
使用PressMAN 人造板连续热压监测系统(sungro Bioresource &Bioenergy Technologies)对板坯成形过程中芯层的温度进行实时测量。将探针插入预压后的板坯中心位置,如图2所示,实时记录热压过程中板坯芯层的温度变化数据,每0.5 s记录1 次。
1.4 性能测试

表2 刨花板板坯表面增湿用水量Table 2 Water consumption for the surface humidification of particleboard mat
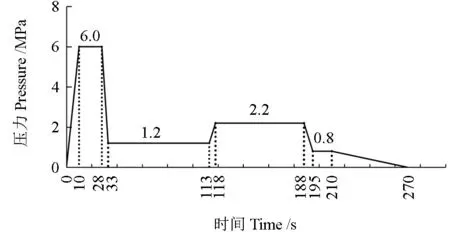
图1 刨花板热压工艺Fig.1 Hot pressing process of particleboard

图2 探针(1)、传感器(2)和板坯(3)相对位置Fig.2 Relative positions of probe insertion (1)、sensing element (2) and particleboard (3)
刨花板的静曲强度、内结合强度、24 h 吸水厚度膨胀率均按GB/T17657—2013《人造板及饰面人造板理化性能试验方法》中的方法进行测定,结果每组取3 块试样的平均值。
2 结果与分析
2.1 板坯表面增湿对热压成型过程芯层温度变化的影响
根据刨花板热压成形过程中对芯层温度的实际测量,各组刨花板中心温度变化如图3所示。
由图3可知,当板坯表面增湿每平方米用水量从0 g 增加到100 g 时,随着表面增湿用水量的增加,刨花板中心达到100℃所需的时间逐渐缩短,同时,板材中心温度到达100℃后,在100℃左右保持恒温的时间也随增湿量的增加而逐渐延长。使用不同胶黏剂制备刨花板时,其热压过程中的芯层温度变化略有区别。板坯表面增湿用量从0 g/m2提升到100 g/m2的过程中,使用脲醛树脂胶黏剂制备的刨花板,其热压成形过程温度升至100℃所需的时间由102 s 缩短至55 s,缩短约45 s,减少了约45%的热压时间;使用pMDI 胶黏剂制备刨花板时,其芯层温度升至100℃所需的时间从105 s缩短至75 s,缩短约30 s,减少了28%的热压时间;而使用豆粕胶黏剂制备刨花板时,其芯层温度升至100℃所需的时间从90 s 缩短至65 s,缩短约25 s,减少了27%的热压时间。
因为大多数人造板胶黏剂的固化温度都在100℃左右[13-14],所以板坯芯层达到100℃所需的时间往往决定着板内胶黏剂充分固化所需的时间,因此板坯中心越早达到100℃,附着在芯层刨花上的胶黏剂才能越早开始反应,在总的热压时间不变的情况下,可使得芯层胶黏剂固化更加充分。
由于木材刨花本身是热的不良导体,所以在刨花板热压成形过程中,温度的传导、主要由水分承担,刨花板表层在与高温热压板接触后温度迅速升高到接近热压板的温度,板坯内部水分随之快速气化,产生的蒸汽压力梯度使热量随水分向板坯内部快速扩散,因此当在板坯表面增湿时,蒸汽压力梯度大于未增湿时的状态,即有更多的高温水蒸气可以向内部传热,显著提升了中心升温速率。由于UF 板和MDI 板的表层含水率较低,所以板坯表面增湿对其加快中心升温速率影响相对显著,而豆粕胶板的表层含水率远高于UF 板和MDI 板,所以表面增湿对其加快中心升温速率的影响略低于UF 板和MDI 板[15]。当板材芯层温度到达水的沸点时,板坯内水分以蒸汽的形式向外排出,芯层吸收的热量主要用于水分蒸发,板内保持恒温。因此,随着板坯表面增湿量的增加,刨花板热压成形过程中芯层恒温阶段的时间也随之变长。
2.2 板坯表面增湿对刨花板力学性能的影响
2.2.1 板坯表面增湿对刨花板内结合强度的影响
板坯表面增湿对刨花板内结合强度的影响如图4所示,当板坯表面增湿量小于60 g/m2时,3 种胶黏剂制备的刨花板的内结合强度均随着板坯增湿量的增加而逐渐升高,其中UF 板的内结合强度从0.42 MPa 升高到0.54 MPa,MDI 板从0.72 MPa 升高到0.85 MPa,豆粕胶板从0.77 MPa升高到0.84 MPa。而当板坯表面增湿量大于60 g/m2时,脲醛树脂胶黏剂制备的刨花板的内结合强度随着增湿量的增加从0.54 MPa 降低至0.53 MPa,下降不明显,而另外两种胶黏剂制备的刨花板的内结合强度则持续提升,其中MDI 板提升至0.91 MPa,豆粕胶板则提升至0.89 MPa。

图3 热压过程中板中心温度随热压时间的变化Fig.3 Temperature changes of the plate center during hot pressing process
由于板坯表面增湿处理后,板坯的表面含水率增加,压机表面温度迅速传递到板材内部,刨花表面的胶黏剂迅速固化,由于内部升温速度随增湿量的提升而加快,不难得出增湿量越大胶黏剂固化反应越充分的结论[16-17]。刨花板内结合强度主要是由刨花内部的结合力和胶黏剂与刨花的胶合力提供的,因此反应越充分的刨花板的内结合强度就相对越高。同时,表层刨花含水量的提高增加了刨花的塑性,塑性大的刨花可压塑性好,在相同压力条件下增加了刨花间的接触面积,提高了胶合效率。刨花在热压过程中吸收胶液中水分的能力随着含水量的提高也相应减弱,这一变化有利于提高胶液在刨花表面均匀分散,进一步提升其内结合强度。而使用脲醛树脂胶黏剂压制的刨花板的内结合强度在板坯增湿用水量为60 g/m2以上时,随增湿量的增加呈下降趋势,这可能是板坯水分过高,使刨花在高温高湿作用下内部结构被破坏造成的。
2.2.2 板坯表面增湿对刨花板静曲强度的影响
从图5看出,使用脲醛树脂胶黏剂制备的刨花板的静曲强度随板坯表面增湿量的增加从17.2 MPa下降到了15.4 MPa,总体呈下降趋势;使用豆粕胶黏剂制备的刨花板除在板坯表面增湿量为10 g/m2时从未增湿的21.1 MPa 上升至22.9 MPa 以外,静曲强度随着增湿量的增加逐渐下降至18.7 MPa,总体也是呈下降趋势;使用pMDI 胶黏剂则在增湿量处于0 至80 g/m2时由21.2MPa 升高至25.8MPa,增湿量由80 g/m2增加到100 g/m2后则随着增湿量的增加略微下降了0.4 MPa。
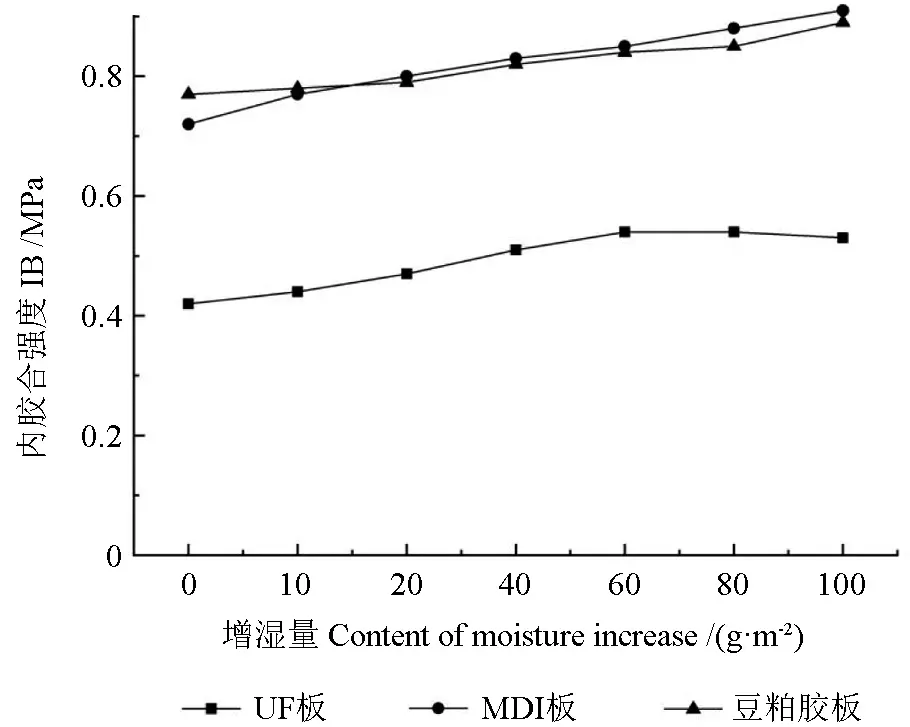
图4 板坯表面增湿对刨花板内结合强度的影响Fig.4 Effects of surface humidification on the IB strength of particleboard

图5 板坯表面增湿对刨花板静曲强度的影响Fig.5 Effects of surface humidification on the MOR of particleboard
以上变化可能是板坯表面增湿处理后,板坯含水率大幅提升,使胶黏剂浓度降低,渗入板材空隙、凹陷处的胶黏剂相对减少,不利于胶黏剂与刨花之间的胶合,同时,含水率过高会导致热压过程中大量的高温水蒸气向内部和四周扩散,导致板坯在成型过程中产生鼓泡分层,不利于刨花与刨花之间、刨花与胶黏剂之间的基团形成氢键结合,也进一步增加了板坯的内部应力。使用pMDI 胶黏剂制备的刨花板静曲强度在80 g/m2以下随增湿量的增加而增加,可能是pMDI 和水发生反应[18-19],使分子链增长,生成聚氨酯脲,在刨花与刨花之间形成紧密的胶结结构。但当表面增湿过多时,由于pMDI 和水反应过程中会产生大量的二氧化碳,高温气体冲击同样会导致板坯鼓泡分层,影响静曲强度,因此,当增湿用水量增至100 g/m2时,其静曲强度略有下降。
2.2.3 板坯表面增湿对刨花板24 h 吸水厚度膨胀率的影响
板坯表面增湿对刨花板24 h 吸水厚度膨胀率的影响如图6所示,使用3 种常用胶黏剂制备的刨花板的24 h 吸水厚度膨胀率均随板坯表面增湿量的增加而降低,其中UF 板的24 h 吸水厚度膨胀率由7.2%下降到4.5%,MDI 板由5.3%下降到3.9%,豆粕胶板由7.9%下降到6.5%,换而言之,板坯表面增湿对刨花板的防水防潮性能具有显著提升效果。这是由于木材在一定的热压压力、温度和时间作用下,随着板坯含水率的提高,木材的弹性形变降低,而黏弹性和黏性形变增加,导致木材内部的残余应力下降,使得其在进一步应用时,应力的释放量下降,由此产生的交接点破坏减少,有利于改善刨花板的防水防潮性能[20]。因此,随着板坯表面增湿量的增加,各组试样的吸水厚度膨胀率均呈下降趋势。

图6 板坯表面增湿刨花板吸水厚度膨胀率的影响Fig.6 Effects of surface humidification on the 24h TS of particleboard
3 结论与讨论
本研究探索了刨花板板坯表面增湿处理对其热压过程中心温度的影响,以及其对刨花板内结合强度、静曲强度和24 h 吸水厚度膨胀率的影响。研究表明:
1)使用脲醛树脂胶黏剂制备的刨花板在板坯表面增湿量由0 g/m2增加到100 g/m2的过程中,板坯中心温度到达100℃的时间逐渐缩短,可由未增湿的102 s 缩短至55 s,而内结合强度呈先增后降的趋势,在60 g/m2时达到最大值(0.54 MPa),静曲强度和吸水厚度膨胀率随着增湿量的增加均呈下降趋势。
2)使用pMDI 胶黏剂制备的刨花板在板坯表面增湿量由0 g/m2增加到100 g/m2的过程中,板坯中心温度到达100℃的时间随之变短,可由未增湿的105 s 缩短至75 s,总计缩短约30 s,内结合强度呈上升趋势,静曲强度随着增湿量的增加呈先增后降的趋势,在80 g/m2时达到最大值(25.8 MPa),而吸水厚度膨胀率呈下降趋势。
3)使用豆粕胶黏剂制备的刨花板在板坯表面增湿量由0 g/m2增加到100 g/m2的过程中,板坯中心温度到达100℃的时间随之变短,可由未增湿的90 s 缩短至65 s,内结合强度呈上升趋势,静曲强度随着增湿量的增加呈先增后降的趋势,在10 g/m2时达到最大值为22.9 MPa,而吸水厚度膨胀率呈下降趋势。
综上所述,刨花板表面增湿对板材内结合强度和防水防潮性能有显著的改善作用,但对静曲强度的影响受使用胶黏剂的不同有较大区别。同时,板坯表面增湿处理可以有效缩短热压时间,增加热压效率,以此达到节约成本,减少碳排放的目的,实现高质量刨花板的低碳节能制造。