正交试验法优化铜铝超声波焊接工艺研究
2022-05-14熊志林张义福陈朵云张云
熊志林,张义福,陈朵云,张云
(1.湖南工业职业技术学院 机械工程学院,长沙 410208;2.九江学院 材料科学与工程学院,江西九江 332005)
铜、铝金属因其优异的导电、导热及耐蚀等性能被广泛应用于锂电池极耳的制作,但因铜、铝金属的热物理性能差异较大,加上材料厚度薄等因素造成焊接难度大[1-2]。
激光焊接作为一种高能量、高密度的焊接方法,在异质铜铝金属的焊接领域得到广泛应用,但作为一种熔焊方法,极易在异质金属界面生成大量的IMCs 从而恶化接头强度,同时激光焊接设备昂贵,一次性投入成本较大,焊接时对工件的表面处理状态及装夹都有较高的要求[3-5]。而超声波焊接是一种高效、低能耗的固相焊接,由于设备相对便宜,操作简单,在同种及异种金属的焊接领域得到了广泛研究及应用[6-8]。为解决铜铝薄板异质金属熔焊易生成IMCs 恶性相的难题,提出采用超声波焊接金属固相连接技术,该技术可有效解决金属冶金不相容性,马成勇等[9]通过设计单因素试验,对铜铝异质金属进行了超声波焊接工艺优化,发现随着焊接能量的提升,未连接区域逐渐变少,接头强度逐渐增大。张铱洪等[10]对铜铝异质金属进行了超声波焊接分析,发现焊接过程中工件温度未达到母材熔点,焊接接头形成的机制主要是界面摩擦产热及剧烈塑性变形导致。同时,有相关文献表明采用超声波焊接会形成IMCs 相,谷晓燕等[11]研究了不同焊接能量对Cu/Al 超声波焊接接头组织性能的影响,发现Cu/Al界面生成了少量的Cu9Al4、CuAl2等IMCs 相,可有效的促进界面冶金结合。
尽管超声波焊接相比熔焊能一定程度上解决界面易生成IMCs 问题,但超声波焊接可调参数较多,各参数对接头质量的影响较为复杂,以往研究基本上基于单一因素或者不超过三因素对铜铝超声波焊接的影响。因此,本文采用正交试验法建立了焊接时间、焊接功率、焊接压力和振幅四因素与焊接接头拉伸力之间的数据关系并在Minitab 软件中进行极差与方差分析,得到了最优焊接参数,并确定了各参数对焊接接头质量的影响程度。在最优参数下进行了焊接试验,对接头进行了拉伸力、界面组织和成分分析,并进一步对界面的连接机理和断口机制进行了探讨,所获得的最优试验参数及各参数对接头性能影响机制对铜铝超声波焊接工程应用具有一定的工程指导价值。
1 试验材料与方法
1.1 试验材料
试验采用母材为100 mm×20 mm×0.3 mm 的纯铝箔与T2 铜箔。纯铝主要化学成分ω(Al)≥99.99%,T2 紫铜的主要化学成分ω(Cu) ≥99.5%。纯铝和T2 紫铜的热物理性能参数如表1所示。

表1 纯铝和T2 紫铜的热物理性能参数
1.2 试验设备
试验使用的超声波金属点焊机型号为Sonic 的MSC4000-20 型焊机,装置如图1 所示,主要有控制箱、发生器、换能器、焊头、砧座等部件构成,点焊机的工作频率20 kHz,系统工作压力0.2~0.6 MPa,焊接时间t=0~104ms,功率P=50~4 000 W,振幅0~60 μm。
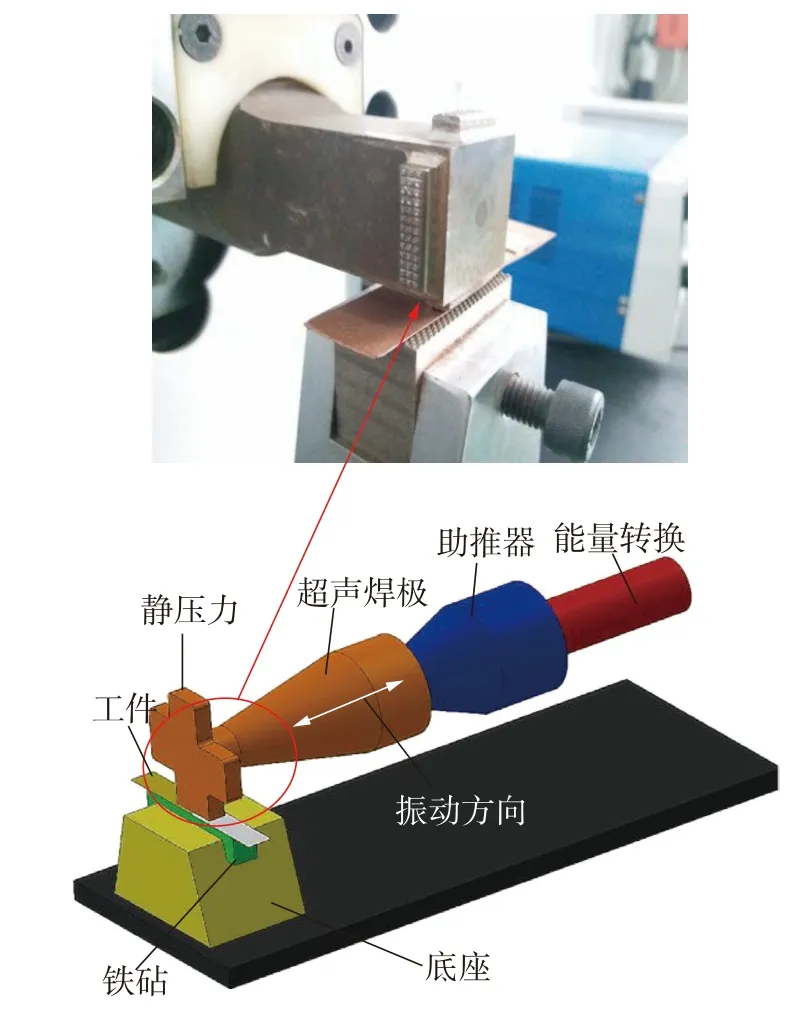
图1 超声波焊接设备与焊极形状图
1.3 试验方法
拉伸测试试验材料采用“铝上铜下”进行试验,搭接尺寸为40 mm,装配示意图如图2 所示。在超声波焊接中,焊接时间、焊接功率、焊接压力及振幅对焊接质量的影响较大,其中焊接时间尤为显著,根据前期的试验分析,在焊接压力0.3~0.5 MPa、振幅35~45 μm、焊接时间500~1 000 ms,焊接功率500~700 W 参数范围内,能保证焊件不出现“虚焊”及“过焊”现象。因此,本试验以Cu/Al 超声波焊接接头的拉伸力为强度试验指标,建立以焊接时间(A)、焊接功率(B)、焊接压力(C)、振幅(D)为四因素,设定焊接时间(6 水平)、焊接功率(3 水平)、焊接压力(3 水平)、振幅(3 水平)的混交表L18(6×46)进行试验,如表2 所示。
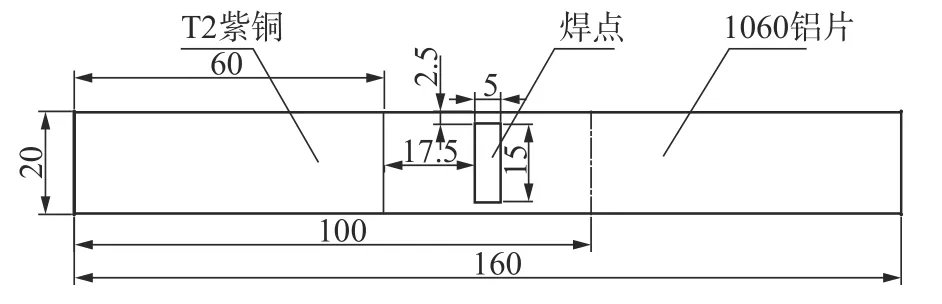
图2 拉伸测试试验装配图

表2 正交试验因素和水平参数表
焊前先用320#砂纸打磨铜、铝工件表面至露出金属光泽,并用丙酮擦拭干净。采用Quanta200 型扫描电镜、EDAX 型能谱仪及D8SOCur X 型X 射线衍射仪对焊缝接头微观组织、成分及断口进行观察分析;采用CMT4104 微机控制电子万能试验机对试样进行3 次拉伸力试验取平均值,拉伸加载速度为1 mm/min。
2 结果与讨论
2.1 正交试验分析
表3 为焊接工艺参数与接头拉伸力平均值的正交试验设计结果表,从表3 中可知第14 号,水平组合为A5B2C3D1的试样拉伸力最高为513.61 N,但这未必是最优组合,同时也无法确定各因素的影响程度。

表3 L18(6×46)试验设计与结果
本文在 Minitab 软件中采用极差法来确定各因素组合的最优方案。极差法的公式为

式中:i为因素;j为水平;Ki j为第i列因素,j水平对应的拉伸力平均值;Ri为第i列因素的极差。
表4 为正交试验极差分析结果,从表4 中数据可知各因素的极差大小排序为焊接时间RA=166.1>焊接功率RB=41.4>焊接压力RC=23.0>振幅RD=19.2,因此,焊接时间对Cu/Al 超声波焊接接头的拉伸力影响程度最大,振幅的影响程度最小。

表4 L18(6×46)试验设计与结果
图3 为试验因素水平与拉伸力的分析趋势图,从图中可以很直观的发现最优参数组合为A5B2C3D2,即焊接时间900 ms,焊接功率600 W,焊接压力0.5 MPa,振幅45 μm。在Cu/Al 超声波焊接试验过程中,由于极差分析难以区分焊接参数与试验误差所引起的数据波动,同时也不能定量分析各焊接参数对拉伸力试验指标的影响显著性。因此,本文在Minitab 软件中进行了方差分析,计算结果如表5所示。
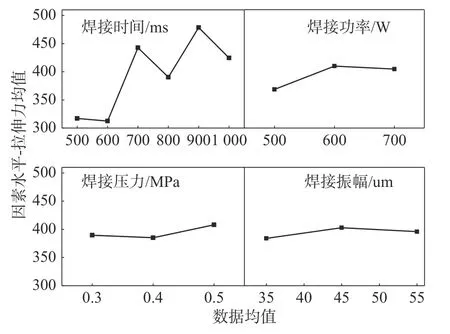
图3 试验因素水平与拉伸力的分析趋势图

表5 正交试验方差分析结果
从表5 中可以看出因素焊接时间的显著性概率P=0.007<0.05<因素焊接功率P=0.196<因素焊接压力P=0.563<因素振幅P=0.686。因此,因素焊接时间对Cu/Al 超声波焊接接头拉伸力有显著影响,各因素的影响程度为焊接时间>焊接功率>焊接压力>振幅,这与以上极差分析法的结果一致。
综上所述,正交试验分析后得到Cu/Al 超声波焊接最优参数组合为A5B2C3D2,即焊接时间900 ms,焊接功率600 W,焊接压力0.5 MPa,振幅45 μm。在该最优参数条件下也进行了拉伸力试验验证(取3 次测试值的平均值),拉伸力为527.49 N,高于表4中随机试验组合得到的最大值513.61 N。
2.2 焊接接头微观组织分析
图4 是基于正交试验所获得最优参数下的超声波焊接接头微观组织和EDS 线扫描图,从图4a)中可以看到,界面结合紧密,规则平整,铝侧塑性变形程度较大,从图中的1 和2 两处可以看到铜侧沿着铝侧有明显的陡升曲线,说明铜更易嵌入铝侧一方,这主要是因为在超声波焊接过程中,摩擦生热和静压力是铜铝金属发生塑性变形的主要因素,界面处的高频振动产生的平行于界面的应力与垂直于界面上的正压力相互作用使得接头界面产生了较大的挤压塑形变形,但铜的屈服强度远大于铝,这更容易使铜侧挤入铝侧一方,从而形成界面的机械嵌入互锁现象。图4b)是图4a)方框处的放大图,从图4b)中可以发现铜铝界面发生了剧烈的塑性变形,并且铜铝原子发生了互扩散,厚度小于3.5 μm,对界面近Cu侧至Al 侧依次进行EDS 点扫描,结果如表6 所示,并根据铜铝合金相图可知,点2、3 和点4 处可能相分别为Cu9Al4、CuAl2和Al+CuAl2。

图4 最优参数下接头微观组织及EDS 线扫描图
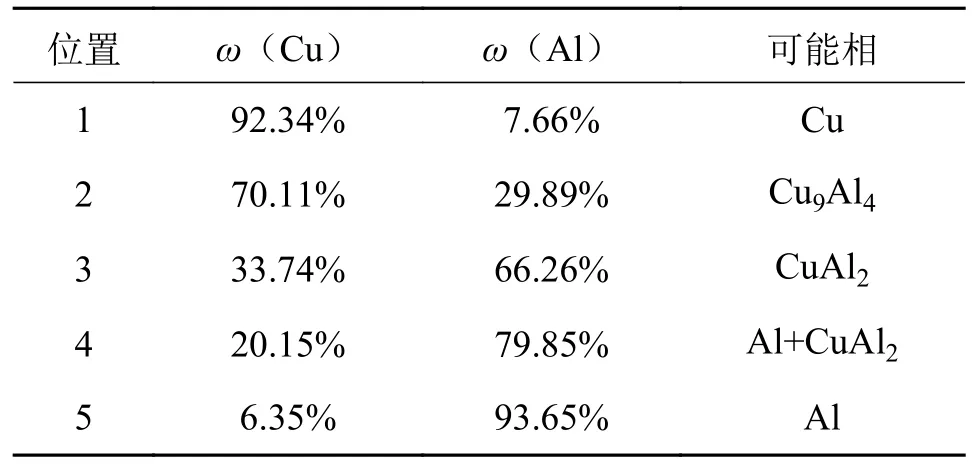
表6 接头区的EDS 结果
2.3 断口分析
图5 为最优参数下的Cu/Al 超声波焊接接头拉伸剪切断口形貌图,表7 为图5 所对应的EDS 点扫描分析结果。由图5a)可知,断口由许多小韧窝和部分撕裂棱,在A 点位置空洞周围出现了部分解理面,因此可认为该接头的断裂形式为以韧性断裂为主的韧-脆混合断裂,点1 处的Cu、Al 原子比接近1:12,可推测该区域组织为Al 固溶体。在图5b)点2 和点3 处的Cu、Al 原子比分别接近1:4 和9:4,可以推测这两点的组织分别为Al+CuAl2和Cu9Al4。在图5c)点4 和点5 处的Cu、Al 原子比分别接近11:1 和1:2,可以推测这两点的组织分别为Cu 固溶体和CuAl2。

图5 最优参数下接头剪切断口形貌
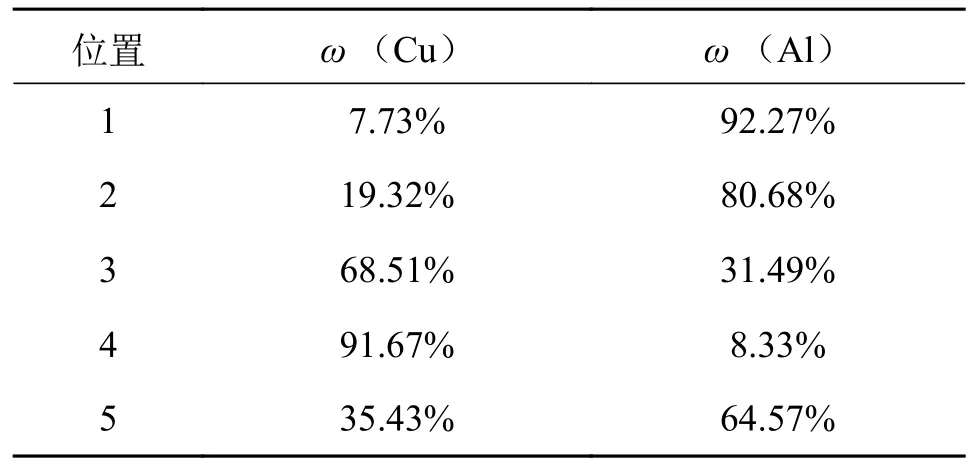
表7 图5 所示EDS 结果
此外,从断口的XRD(图6)结果分析可知,在铜、铝两侧的断口都存在CuAl2和Cu9Al4的衍射峰。Braunovic 等[12]研究表明,金属间化合物层的厚度在小于2 μm 时,才不会对接头性能产生影响,而上述EDS 结果分析金属间化合物层小于3.5 μm,且众多文献研究也表明金属间化合物的脆性会对接头力学性能产生较大影响,但会促使接头产生冶金结合[11,13-16]。由以上结果分析可知,接头界面产生的金属间化合物层和界面的良好冶金结合产生的机械互锁是接头力学性能的关键。
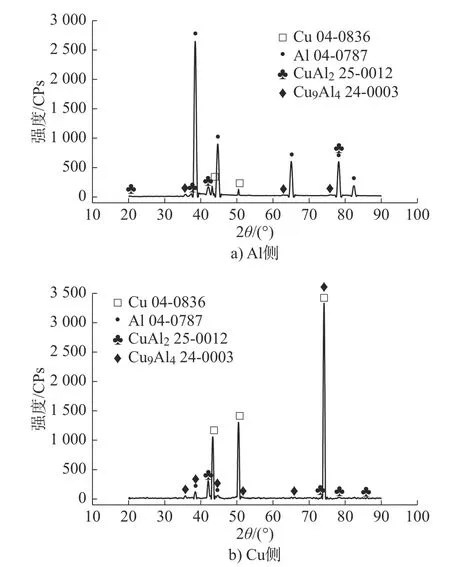
图6 最优参数下接头断口X 射线衍射分析
3 结论
1)采用正交试验法获得了最优参数组合为焊接时间900 ms、焊接功率600 W、焊接压力0.5 MPa、振幅45 μm,焊接时间对接头拉伸力的影响程度最大,其次是焊接功率和焊接压力,最后是振幅。
2)接头界面产生的IMCs 和界面良好冶金结合所产生的机械互锁是接头力学性能的关键。
3)接头断口处存在许多小韧窝和部分撕裂棱,断裂形式为韧—脆混合断裂模式。
