型材喷印距离精准调节研究
2022-05-12
(上海中船临港船舶装备有限公司,上海 200032)
0 引言
现代船舶建造大量使用各种型材,船舶船体型材的使用量在船体全部钢材用量中占有相当大的比例。
船用型材加工过程中需要对型材表面进行画线,如装配线、逆直线、切割线等,也需要对型材表面进行喷码,如材料编码、工艺编码以及工艺信息等。目前通常采用喷印装置来实现对型材表面画线和喷码。典型的型材喷印装置如图1所示。

图1 典型的型材喷印装置
喷印装置的喷头需要和型材表面平行,且在喷印过程中喷头距离型材表面的高度(即喷印距离)始终要保持一致。喷印距离过远,喷印介质无法喷到型材表面;喷印距离过近,喷印介质喷到型材表面会出现模糊重叠,因此喷印距离直接影响喷印的实际效果。而各种型材具有不同的形状特征,尺寸信息相差较大,型材表面与水平面的夹角也相差较大。喷头与水平面的夹角也相差较大,需要根据不同型材尺寸,不断调整喷印装置的实际位置。传统做法是利用一个气缸和弹簧通过辊轮来适应不同型材的表面,不同的型材需要调整气缸推力和更换不同的弹簧,实现辊轮和型材表面贴合。应用气缸+弹簧结构形式的型材喷印装置如图2所示。
型材喷印装置工作流程为:首先气缸拉起喷印装置的喷头和辊轮,此时喷印喷头和辊轮与输送辊道成一定角度,喷印装置后退至一定距离,此位置为喷印装置的原始位置,如图1所示。当型材通过输送辊道输送至型材喷印装置下方,控制系统控制型材喷印装置前进靠近型材,等喷印装置的侧向垂直辊紧贴型材后,气缸伸缩放下喷头和辊轮,辊轮和型材表面贴合,喷头开始沿型材宽度方向按照程序设定的轨迹运动,同时启动喷印指令完成喷印,如图3所示。
依靠弹簧的自身弹性变形来适应不同角度位置,会导致喷印距离无法保证恒定,易出现喷印距离一头高一头低的“喇叭口”。这种做法调节麻烦,自动化程度低,工作效率低下,型材喷印的质量无法保证。
因此非常有必要提供一种型材喷印距离精准调节和控制的方法,解决现有技术所存在的问题。

图2 型材喷印装置图3 型材喷印装置工作状态(气缸+弹簧结构形式)
分析了型材喷印装置工作的运动位置关系,提出了运动位置关系数学模型以及精准调节的控制方法,创建了各种规格和尺寸的型材喷印距离精准调节的具体公式,并给出应用实例说明,揭示出喷印距离精准调节的规律性。
1 运动位置关系
输入机构将型材依次输入,型材的面板靠近输送面的垂直立辊,垂直立辊可旋转,型材紧贴着垂直立辊表面被输入夹持夹紧往前输送。
型材在输送时,其被放在输送面上的位置不尽相同,型材的腹板与输送面成一定角度α,如图4所示。
型材喷印距离运动位置关系如图4所示。ΔEFG为型材截面轮廓,AC为气缸,AB0为喷印装置安装的竖直框架。型材喷印装置处在原始位置时,如图4虚线所示。A点为气缸安装的上顶点,C点为气缸安装的下端点,喷头和辊轮安装在直线B0C上。
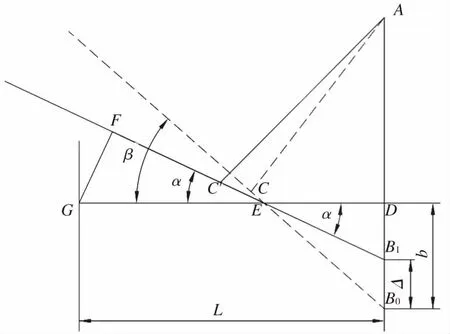
图4 型材喷印距离运动位置关系
型材喷印装置处在原始位置时,喷头和辊轮与型材输送辊道呈一定角度β,如图4虚线所示。当喷印装置工作时,喷头和辊轮与型材输送辊道的夹角应等于α。此时喷头和辊轮的重量压在型材上表面,要保持夹角由β变为α,喷印装置的根部必须要向上翘起移动一定距离Δ,B0点和B1点重合,C点和C′点重合。对应不同型材,此距离Δ也不同。该距离Δ的表达式如下:
Δ=b-(L-dEG)tanα
(1)
式中:b为B0到型材输送面的距离;L为B0到型材输送垂直辊的距离;dEG为EF延长线与输送面交点到G点的距离。
2 喷印距离精准调节
当Δ=0时,B0点和B1点重合。因此,只要精准控制B0到型材输送面的距离b,就可实现型材喷印距离的精准调节控制。该精准调节距离b的表达式如下:
b=(L-dEG)tanα
(2)
船用型材主要分为角钢和球扁钢[1-4]。
从型材的截面尺寸出发,确定以型材截面尺寸和喷印精准调节距离b之间的数学模型,探究调节距离b的规律性。
2.1 角钢数学模型
船用角钢主要分为等边角钢和不等边角钢。
等边角钢边宽度始终相等,角钢在被喷印过程中其输送角度始终等于45°。等边角钢[5]喷印模型如图5所示。

图5 等边角钢喷印模型示意图
被喷印工件为等边角钢,精准调节距离b的计算公式如下:
(3)
其中,d0为边宽度,d为边厚度。
不等边角钢又可以分为不等边不等厚角钢和不等边等厚角钢。不等边不等厚角钢[1,6]喷印模型如图6所示。

图6 不等边不等厚角钢喷印模型示意图
图6中,t1为腹板厚度,t2为面板厚度,r为腹板端部圆角半径,r2为面板内侧圆角半径,d0为面板宽度,d1为腹板宽度。
被喷印工件为不等边不等厚角钢[1,6],精准调节距离b的计算公式如下[7]:
(4)
不等边等厚角钢[1,5]喷印模型如图7所示。
图7中,r1为边端圆弧半径,d0为短边宽度,d1为长边宽度。
被喷印工件为不等边等厚角钢[1,5],精准调节距离b的计算公式如下[7]:

图7 不等边等厚角钢喷印模型示意图
(5)
2.2 球扁钢数学模型
球扁钢[4]喷印模型如图8所示。
图8中,d0为宽度,d1为高度,r1为球端圆角半径,t为腹板厚度。

图8 球扁钢喷印模型示意图
被喷印工件为球扁钢[4],精准调节距离b的计算公式如下[7]:
(6)
3 应用实例
输入数据:L=600 mm。
根据等边角钢的标准规格参数和公式(3),得出等边角钢喷印精准调节距离b的数值见表1。

表1 等边角钢喷印精准调节距离b
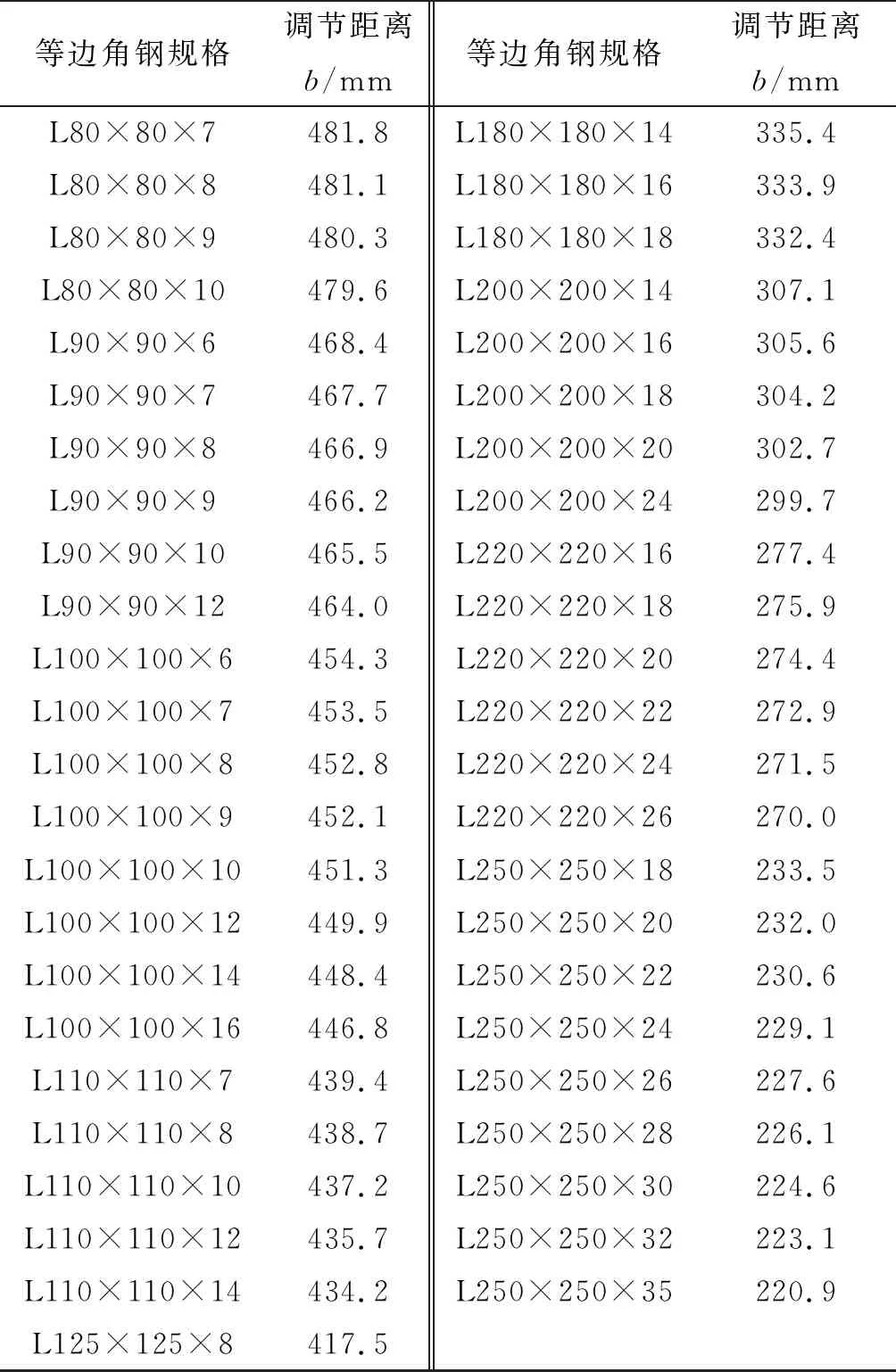
续表1
根据不等边不等厚角钢的标准规格参数和公式(4),得出不等边不等厚角钢喷印精准调节距离b的数值见表2。
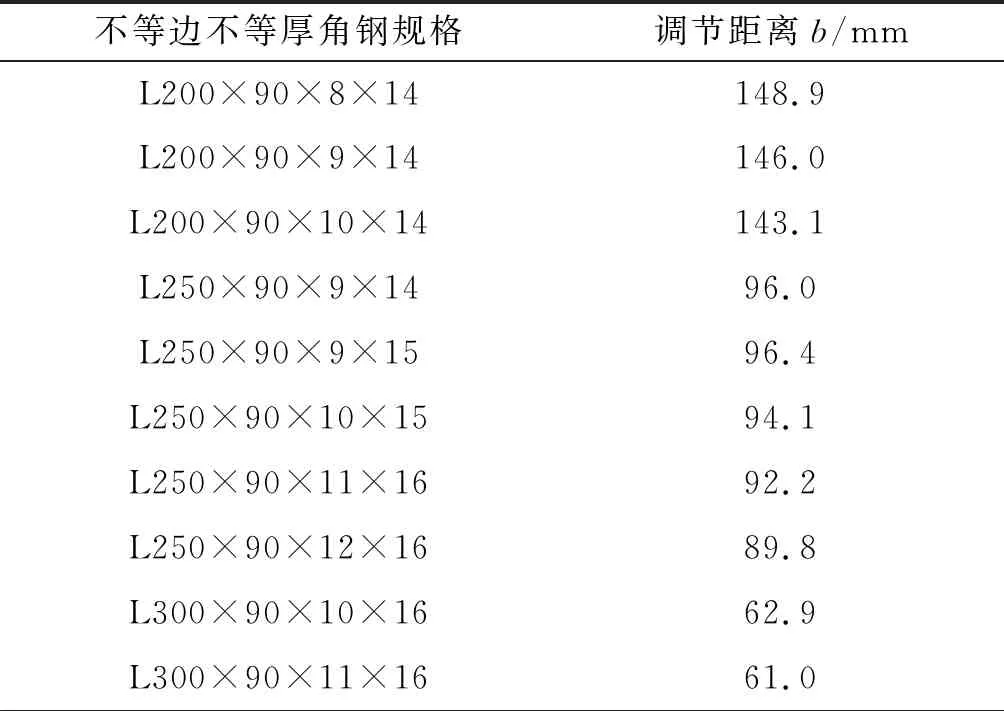
表2 不等边不等厚角钢喷印精准调节距离b

续表2
根据不等边等厚角钢的标准规格参数和公式(5),得出不等边等厚角钢喷印精准调节距离b的数值见表3,最小输入不等边等厚角钢为L100×63。

表3 不等边等厚角钢喷印精准调节距离b

续表3
根据球扁钢的标准规格参数和公式(6),得出球扁钢喷印精准调节距离b的数值见表4,最小输入球扁钢为100×7。

表4 球扁钢喷印精准调节距离b

续表4
通过上述数学模型和表1~表4中精准调节距离b的具体数值,总结出精准调节距离b与型材类型以及型材规格的规律如下:
(1)对于等边角钢(现行标准为GB/T 706—2016),等边角钢规格越大,精准调节距离b越小。
(2)对于不等边不等厚角钢(现行标准为CB 3269—1988和YB/T 4562—2016),精准调节距离b的规律和特点呈现如下:
①同一标准下,不等边不等厚角钢型号越大,精准调节距离b越小;
②不同标准的不等边不等厚角钢,同一种型钢型号的精准调节距离b相差较大,且YB/T 4562—2016标准的型材比CB 3269—1988标准的型材精准调节距离b小。
③精准调节距离b的差异主要取决于不等边不等厚角钢截面尺寸的差异,同时也反映出各种型材标准之间的差异性。
(3)对于不等边等厚角钢(现行标准为GB/T 706—2016),精准调节距离b的规律和特点呈现如下:
①不等边等厚角钢型号越大,精准调节距离b越小;
②等边角钢L100×80比较特殊,其精准调节距离b比其他的等边角钢都大,而且差值较大。
(4)对于球扁钢(现行标准为GB/T 9945—2012),精准调节距离b的规律和特点呈现如下:
球扁钢型号越大,精准调节距离b越小。
4 结束语
对于船用型材喷印系统,开展了型材喷印距离精准调节的研究,提出了精准调节的控制方法,创建了各种规格和尺寸的型材喷印距离精准调节的具体公式,并给出应用实例说明,揭示出喷印距离精准调节的规律性。
