T91 蛇形管弯制及热处理工艺研究
2022-05-08南虎生
南虎生
(太原锅炉集团有限公司,山西 太原 030008)
引言
SA-213T91 钢是一种改进型的9Cr1Mo 马氏体钢,是由美国橡树岭国家实验室和美国燃烧公司联合研究开发的。它是在9CrMo 钢的基础上加入了V、Nb、Ti、Al 等合金元素并严格控制N 含量的改进型新钢种。由于该钢种具有良好的热强性抗高温氧化和抗蠕变性能,并且能有效地减轻锅炉钢结构的自重。因而,从20 世纪90 年代中期引进该钢种,越来越广泛地应用在大型电站锅炉的高温过热器及再热器蛇形管中。
太原锅炉集团有限公司设计的中石油130 t/h超高压锅炉中,高温过热器蛇形管高温段图纸中有SA-213T91 钢的管子,规格为Φ42×6,管子弯曲半径R65/R135,最小R/D=1.55。
调研同行业数家锅炉厂,该材质弯管的制造工艺大体上为两种,一种为单独制作弯头,该弯头须经冷弯—热挤压—热矫正—正火—回火工序后,再对接装焊,进行整体退火处理。另一种为直接上线冷弯,装焊后整体退火。太原锅炉集团有限公司尚无小R 挤压机,无法实现热挤压—热矫正,也无正火炉,无法实现正火—回火热处理工序。
为了利用现有的SXDW-76 数控小R 顶镦双向双R 弯管机,进行冷弯、装焊、整体退火工艺,完成T91 弯管制造,进行了系列弯管试验。通过实验,确定上述参数的蛇形管上线冷弯生产的可能性,并验证所给热处理参数的合理性。
1 试验材料和方法
对材质为T91 产品中所用的两个批号的Φ42×6 管子,分别按不同的弯曲半径冷弯180°弯头数件,并对其中部分弯头按给定的热处理曲线分别进行退火处理或正火—回火—退火处理。试验材料的化学成分及力学性能如表1 所示。

表1 SA-213 T91 钢化学成分和力学性能
按GB/T16507.5 附录A 管子弯管工艺试验的要求,采用SXDW-76 数控小R 顶镦双向双R 弯管机弯制R65、R80 和R100 三种参数的180°弯头,共A、B 两批号,其中每个批号弯头数量如表2 所示。

表2 弯头试样及数量
在上述试验基础上,分别对每个弯头进行了金相实验分析和力学性能试验。
2 弯头及热处理试验结果
2.1 弯头椭圆度及减薄量
对蛇形管弯头进行质量检测,完全符合GB/T16507《水管锅炉》的要求,检测结果如表3 所示。

表3 蛇形管弯头质量检测表
2.2 热处理工艺及结果
分别对每批号每弯曲半径弯头各1 件进行退火处理,各1 件进行正火—回火—退火处理,热处理工艺如表4 所示。

表4 弯头热处理工艺
结果表明,热处理曲线完全符合工艺。
2.3 金相分析检验
分别对每个弯头纤维量拉伸最大处截面的45°、90°和135°位置取金相试样各三个(如图1 所示),进行晶粒度分析(如图2 所示)。晶粒度大于8 级,无疏松裂纹、过烧组织、淬硬性马氏体,金相组织符合《蒸汽锅炉安全技术监察规程》、GB/T13298《金属显微组织检验方法》和GB/T6394《金属平均晶粒度测定方法》标准,如表5 所示。
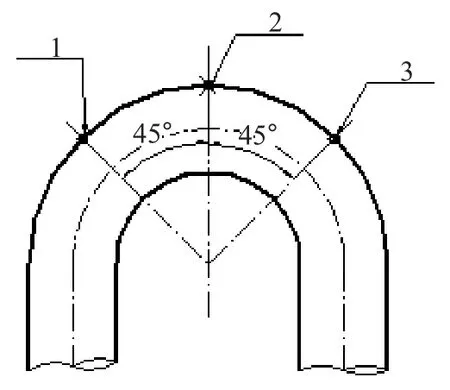
图1 金相取样位置

图2 金相照片
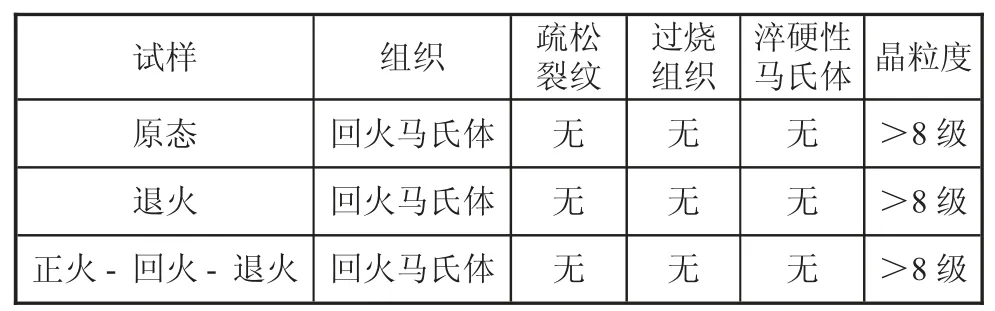
表5 金相分析结果
2.4 力学性能、压扁试验结果
分别从以上弯头的直段部分取样做拉伸及压扁试验,试验结果如表6 所示。
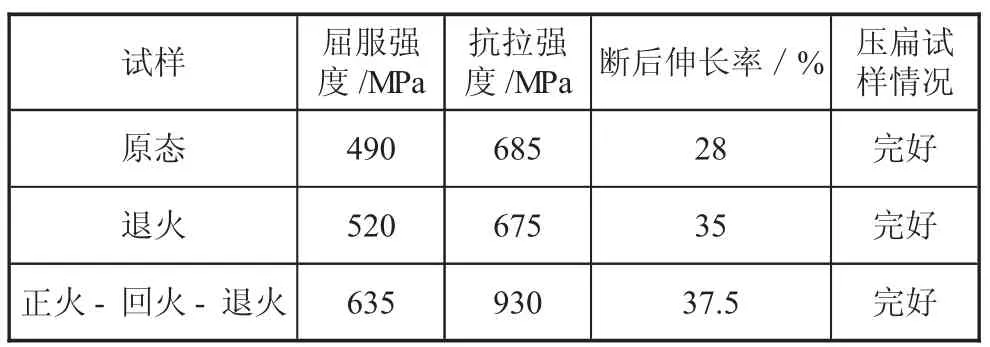
表6 力学性能、压扁试验结果
经检验,原态、退火和正火—回火—退火处理的试样均符合ASTM A213、SAME SA213《锅炉、过热器和换热器用无缝铁素体和奥氏体合金钢管》的要求。
3 结论
经过上述弯曲半径冷弯的弯头纤维量拉伸最大处的金相组织、晶粒度均未受损,符合要求,可以实现上线冷弯。
经过热处理后管子,其机械性能、压扁试样及金相完全符合要求。因此,所给定的热处理参数可以满足要求。
因此,对于R/D≥1.55 的T91 蛇形管,只需在直管对接(直管对接线)、弯制(SXDW-76 数控小R 顶镦双向双R 弯管机)后进行750℃±10 ℃整体退火热处理可满足要求。
