气压作用下的粉体压缩固结特性分析
2022-04-29单子豪郭晓镭陆海峰刘海峰
单子豪, 郭晓镭, 陆海峰, 刘海峰
( 华东理工大学上海煤气化工程技术研究中心,上海 200237)
微细粉体的加压供料是化工、冶金、电力和食品制药等行业普遍应用的关键单元操作技术。粉体向反应器供料或经喷嘴喷射时,通常需要利用载气对粉体床层加压,通过气力输送方法携带颗粒流动,例如氧化铝粉体的微滴喷射[1-2]、煤粉的气流床气化[3-4]、面粉的多点供料[5]等。然而,细粉体的黏附性较强,颗粒间作用力显著,粉体床层在气体充压过程中经常出现压缩固结、流动不畅等问题,均会造成供料不稳定[6-7],甚至严重影响设备的安全稳定运行。这一问题的根本原因主要在于目前尚未较好掌握气压作用下的粉体床层压缩固结机制及其有效调控。因此,深入认识粉体在气体加压条件下的压缩固结特性是调控粉体加压供料技术的关键。
粉体压缩行为可定义为粉末在受压过程中运动状态和颗粒间的结合方式,了解该行为有助于理解粉末的压缩固结机制[8]。Jenike[9]认为,给料仓充压过程产生的气体压力梯度往往会增加粉体的固结应力,导致粉体堆积密度和无侧限屈服强度增大,发生结拱因而难以顺利下料。气压越高,粉体压实程度越严重,下料就越困难[10]。刘一[11]认为,外界施加的机械压缩应力会导致颗粒间黏附力增加,固结程度增加,该现象对于细颗粒更为明显。Yohannes 等[12]发现具有较宽粒径分布的粉末在机械压缩过程中会固结形成更密实的堆积结构。杜焰等[8]从压缩过程与机械性质等方面描述了山药粉的压缩特性,并使用Heckel 方程与Kawatika 方程来考察其可压缩性与颗粒变形破碎情况。Tomas[13]在绝热气体等熵压缩方程基础上外推出了粉体压缩方程,用以描述粉体的堆积密度与压应力之间的关系,并取得了很好效果,为粉体压实密度预测提供了重要方法。Stasiak等[14]研究了工业上广泛使用的3 种黏性粉体(膨润土、石灰石和微晶纤维素)的机械压缩和压实行为,得到了粉体压实密度与压缩应力的关系,在30~60 MPa压缩应力范围内验证了Tomas 粉体压缩方程。然而,目前粉体压缩固结方面的研究多集中在机械加压方式,而有关气体加压方式对粉体压缩固结特性影响的研究很少。
1 实验物料及方法
1.1 实验物料
选用真密度为3.90 g/cm3的氧化铝粉体作为实验物料,其表面积平均粒径为4.60 μm,累积粒径分布如图1 所示,粒径分布曲线如图2 所示。借助FT4粉体流变仪(英国富瑞曼科技有限公司)和PT-X 粉体综合特性测试仪(细川密克朗(上海)粉体机械有限公司)对实验物料的堆积性质进行表征,得到了物料的松装密度ρb,振实密度ρt,HR指数,休止角θ,Span指数,平均粒度D[3,2]、D[4,3],密度累计d10、d50、d90分布等基本物性参数,结果如表1 所示。

表1 实验物料基本物性Table 1 Properties of experimental materials

图1 累积粒径分布图Fig. 1 Accumulative particle size distribution

图2 粒径分布曲线Fig. 2 Curve of particle size distribution
HR指数为粉体振实密度与松装密度之比,用以表征粉体振动时在自身重力作用下的压缩特性,反映了粉体的可压缩程度、团聚性及流动性。当HR指数在1.4~2.0 时,表明粉体的可压缩性在30%~50%内,流动性差,具有强团聚性[15]。实验结果显示,氧化铝的HR指数为1.83,属于团聚性强,流动性差的粉体。
氧化铝颗粒的微观形貌通过扫描电子显微镜(SEM,日立SU1510,赛恩斯仪器有限公司)得到,如图3 所示。颗粒多呈不规则形状,细小的颗粒黏附在大颗粒表面,形成松散堆积,极易被压缩。实验前对物料进行105 ℃的烘干处理,排除了湿含量对粉体固结的影响。
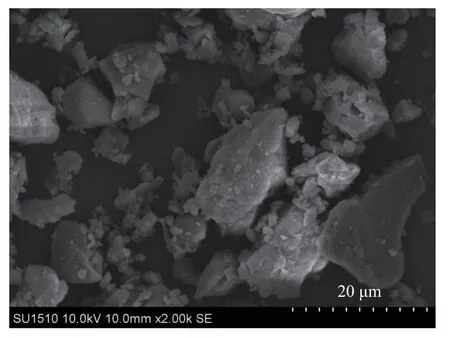
图3 氧化铝的扫描电子显微镜图像Fig. 3 SEM image of alumina
1.2 实验方法
实验装置主要由供气系统、加压系统及数据采集系统组成,如图4 所示。采用高压釜对粉体进行气体加压,釜盖上装有进气口、排气口、安全阀以及压力表。

图4 气体加压实验装置流程图Fig. 4 Flow chart of gas pressure experiment device
实验过程中,通过氮气钢瓶出口的针形阀控制对加压釜的充压速率,同时通过压力表监测釜体内的压力。实验开始前,在玻璃圆筒杯中装填物料,保证初始装填状态为自然堆积状态,床层表面均匀,无缝隙。玻璃杯内的床层堆积高度(H)为80 mm,容器直径(D)为25 mm,体积为35 mL。装填完毕后,轻轻放置在高压釜中。
实验发现,在同一充压速率下,实验范围内最终所达到的压力值(0.2~1.0 MPa)变化对实验结果没有影响。因此控制最终压力均为1.0 MPa,通过调节阀门开度,获得不同的充压速率vp(7~50 kPa/s),以考察充压速率的影响。充压到指定压力后,保持压力稳定10 min,然后缓慢泄压。记录床层下降高度,并结合装填质量,计算出物料加压后的压实密度。
本课题组前期研究还发现,一种天然来源(主要是十字花科植物萝卜)的异硫氰酸酯类化合物莱菔素(sulforaphene,分子式为C6H9NOS2)LFS-01能够抑制多种类型的淋巴瘤细胞增殖,并且套细胞淋巴瘤对该化合物的敏感性更强[15]。在此基础上,本研究进一步分析套细胞淋巴瘤中CRM1的表达情况,并探讨LFS-01抑制套细胞淋巴瘤细胞增殖的具体机制。
为比较气体加压与机械加压方式对粉体压缩固结的影响规律,通过FT4 粉体流变仪的压缩性测试单元对测量样品进行机械加压测试。如图5 所示,该测试方法主要通过活塞加压的方式增大施加于粉体床层的压缩应力σz,以测量不同正应力下的床层压实密度ρb。
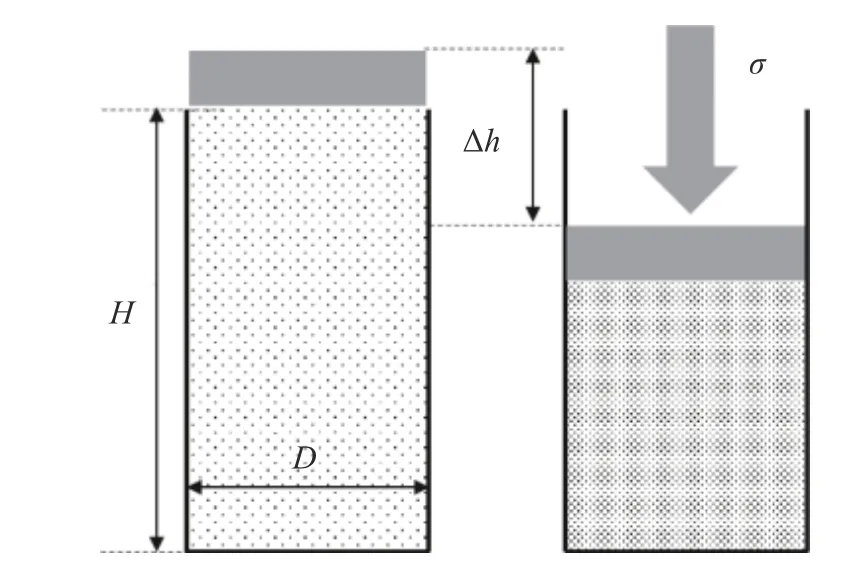
图5 机械加压测试单元Fig. 5 Mechanical pressurized test cell
采用如图6 所示的力学探针,测量插入粉体床层的入侵阻力Fb,用于评价粉体固结特性,获取在不同加压方式下的床层密度分布规律。所用探针的直径d为5 mm,可获得穿透深度h与入侵阻力的关系。探针固定在垂直导轨上,移动距离与速度由导轨运动控制,通过拉压力传感器(常州艾利逊科技有限公司,量程0~5 N,精度为0.05%fs)的测量获取探针穿透粉体床层的入侵阻力变化。
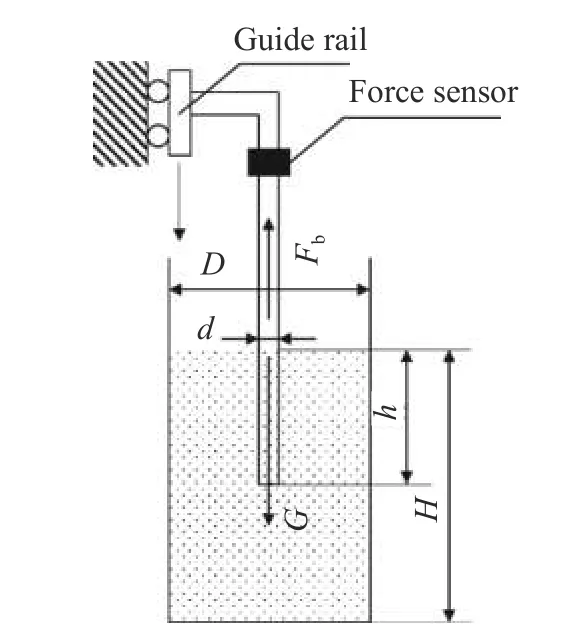
图6 力学探针受力示意图Fig. 6 Schematic diagram of force analysis on the intruder
类似研究表明[16],探针穿透床层的入侵阻力变化与穿透速度大小无关。本实验所用探针的移动速度(v)为1 mm/s,使用力学传感器采集卡以30 Hz 的频率记录移动探针上的力值,力传感器的读数表示为Fm。每次测试前,对力传感器进行去皮处理,因此在对杆进行力平衡分析时,获得的入侵阻力Fb=Fm。
2 结果与讨论
2.1 压应力对粉体压缩固结的影响
采用气体加压方式对粉体床层加压,以充压速率50 kPa/s 的工况为例,加压前后粉体堆积状态如图7 所示。床层下降高度25.76 mm,结合装填质量,计算出物料加压后的压实密度为804.9 kg/m3,相对于初始状态,体积压缩了32.2%。可见,气体加压对粉体的压实效果显著。
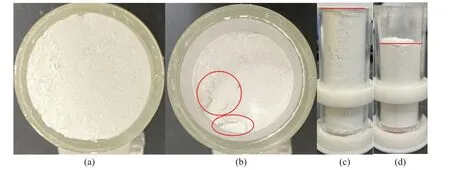
图7 加压前后氧化铝堆积状态Fig. 7 Packing state of alumina before and after pressurization
另外,从图7 也可以看出,加压后床层表面与侧面存在细小的裂纹。在气体加压过程中,充压气体会经床层缝隙以及颗粒间空隙透入粉体床层。
同一充压速率下,改变最终压力值(0.2~1.0 MPa),获得压实密度变化规律(如图8 所示)。在充压速率相同的工况下,最终压力对粉体的压实密度几乎没有影响。以50 kPa/s 为例,各压力工况下的压实密度约为805 kg/m3。因此,控制最终压力均为1 MPa,只考察充压速率的影响。

图8 同一充压速率(50 kPa/s)下压实密度与最终压力的关系Fig. 8 Relationship between compaction density and final pressure under the same pressurization rate(50 kPa/s)
粉体在不同充压方式下的压实密度变化如图9所示,其中σz表示压应力。由于无法直接测得气体加压方式下不同充压速率产生的压应力,因此在气体加压方式下给出了压实密度和充压速率的关系。实验结果表明,气体充压速率对床层压实密度的影响较大。在压差作用下,充压气体由床层顶部向床层底部流动,因此高压釜充压速率的变化,意味着进入粉体床层气体动量的变化,从而对床层形成不同的推力效果。同时,由于气体在床层内的持续渗透,以及床层压力和堆积密度的不断增加,粉体在气体充压方式下的压实过程相当复杂,是一个非稳态过程。
由图9 可见,不论何种加压方式,随着床层顶部压应力的增大,床层的压实密度不断增加,但增加幅度逐渐减小,即固结特性对压力的敏感性随着压应力的增加而降低。由图9(a)可知,气体充压速率在7.0 kPa/s 左右时,压实密度增长率开始明显下降。充压速率小于7.0 kPa/s(压实密度约为690 kg/m3)时,压实密度增长率很大,较小的压应力变化就能使得压实密度大幅度增加,其压实密度相对于自然堆积状态增加了27%。高于该值后,随着压应力的增加,压实密度增长率显著减小,50 kPa/s 时的充压速率相对于7.0 kPa/s 时的充压速率增加了6 倍,但压实密度仅增加了16%。
类似地,在机械加压作用下,压实密度随压应力的变化也存在同样的特征值。由图9(b)可知,该压应力特征值较小,约为4 kPa,而相应的压实密度约为815 kg/m3。可见,气体加压方式对压实密度的影响与机械加压方式的影响规律类同,但气体加压方式下压实密度特征值仅为机械加压方式下压实密度特征值的85%,说明机械加压相对更易导致粉体床层压实,压实作用效果更强。

图9 不同充压方式下粉体的压实密度变化Fig. 9 Change of compaction density under different pressurization methods
产生上述现象的主要原因是在机械加压过程中,被压缩挤出床层的颗粒间隙气体要远多于气体加压的压缩过程,颗粒间接触面积更大,颗粒间黏附作用更强。而在气体加压过程中,不仅气体无法从原有的床层间隙中逸出,且会有更多气体渗透进入床层间隙中,导致间隙气体压力增加,床层上部的加压气体难以使颗粒间接触面积进一步增大,因此颗粒间固结作用相对较弱。
为描述粉体压实密度ρb与压应力σz之间的关系,Tomas 等[13]在绝热气体等熵压缩方程基础上外推出了粉体压缩方程:

其中,ρb,0是完全非固结状态下的堆积密度,σz,0是无侧限屈服强度为零时所需的拉伸应力,表征粉体黏附性,该值越小,黏附等级越高。参数N是压缩性指数,其取值范围是0~1。N=0 意味着不可压缩性物质,N=1 对应理想气体。可见,式(1)是描述正应力与堆积密度之间关系的方程,同时也是应力分析的基本方程。
根据图9(b)压应力与压实密度的关系,利用式(1)获得了相应回归曲线的拟合参数及相关系数(R2),结果如表2 所示,说明式(1)对于氧化铝的压缩过程具有良好的适用性。

表2 粉体压缩方程拟合参数及相关性系数Table 2 Fitting parameters and correlation coefficient of powder compression equation
将表2 中的参数N、σz,0代入式(1),并结合气体加压的压实密度结果,计算出相对应的压应力,由此得出充压速率vp与压应力σz的关系,如图10 所示。压应力随充压速率的增加近似呈线性增加关系,由于气体渗透的影响,产生的床层压应力约为充压速率数值的1/15。

图10 充压速率与压应力的关系Fig. 10 Relationship between pressurization rate and compressive stress
机械加压与气体加压两种加压方式下的压实密度与压应力关系如图11 所示,可见两种加压方式总体变化规律一致。与机械加压方式类似,气体加压在较低的压应力范围内就能够产生显著的压实效应。
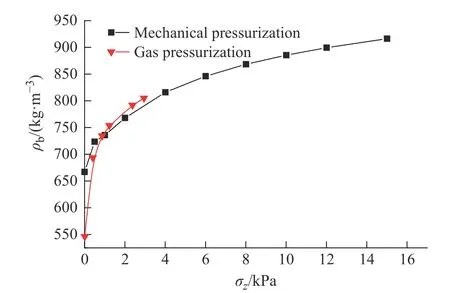
图11 不同加压方式下压实密度与压应力的关系Fig. 11 Relationship between compaction density and compressive stress under different pressurization methods
刘新春[17]认为,气体加压过程对物料存在两种效果相反的作用。一种作用是气体会透入物料,使其剪应力减小;另一种作用是气体对物料的压实,相当于物料表面会受到机械推力的作用。综合上述分析可得,气体加压与机械加压作用机制的不同点在于:在气体加压过程中,气体产生对床层的机械推力,同时还会透入粉体床层,从床层顶部空隙渗流至床层下部的空隙中,随着床层下部颗粒空隙间的压力不断增加,床层内部与外部压力环境逐渐达到平衡,使得气体对物料的机械推力作用减弱,床层压缩固结过程减缓至停止。而在机械加压过程中,随着压缩的进行,床层空隙间气体逸出,机械应力将气体排出,压实过程不会受到颗粒间气体作用的影响,颗粒间黏附力更强,堆积结构更密实。
2.2 粉体固结特性表征
将探针插入颗粒床层中,通过所得床层入侵阻力来表征粉体的固结特性[18-19],可以获得颗粒材料内部的物理力学性质。研究表明[20-21],入侵阻力随探针穿透深度(h)的增加而增加。
自然堆积状态下床层入侵阻力变化规律如图12所示。在自然堆积状态下,床层入侵阻力随着穿透深度的增加而增加,床层入侵阻力变化率先快速增加,而后趋于平稳,近似于Janssen 理论所描述的筒仓应力分布规律,与其他研究者的静态堆积床层力学探针测试结果一致[22-23]。
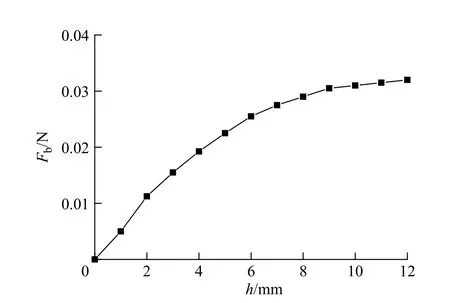
图12 自然堆积时床层的入侵阻力变化规律Fig. 12 Resistance forces on the intruder penetrating the statically packed granular bed
机械加压作用下的床层入侵阻力随床层深度的变化规律如图13(a)所示。随着压应力的增大,入侵阻力变化率明显增加,而后趋于平稳,总体规律与自然堆积状态一致。这主要是因为在加压开始阶段,活塞与顶部粉体接触时产生压应力,并迅速增加至设定值。受壁面的摩擦作用影响,床层上部粉体相对于下部粉体所受到的压应力更大,因而床层顶部压实密度相应也较大。粉体在机械压制过程中的应力分布也呈现了相同的规律[24]:应力值沿高度方向表现为靠近加压部件的应力大,靠近容器底部的应力较小,因而导致床层顶部致密性较高。
与机械加压方式不同,气体加压方式下的床层入侵阻力与穿透深度成较好的线性关系,类似于容器内静态液体的应力变化规律,如图13(b)所示。该结果表明,气体加压方式下的床层压实密度分布较为均匀。可见,在气体加压过程中,气体会透入物料,从粉体床层顶部颗粒空隙中渗流至床层下部的空隙中,因此使得加压过程中的床层应力分布较为均匀,相应压实密度分布也较为均匀。
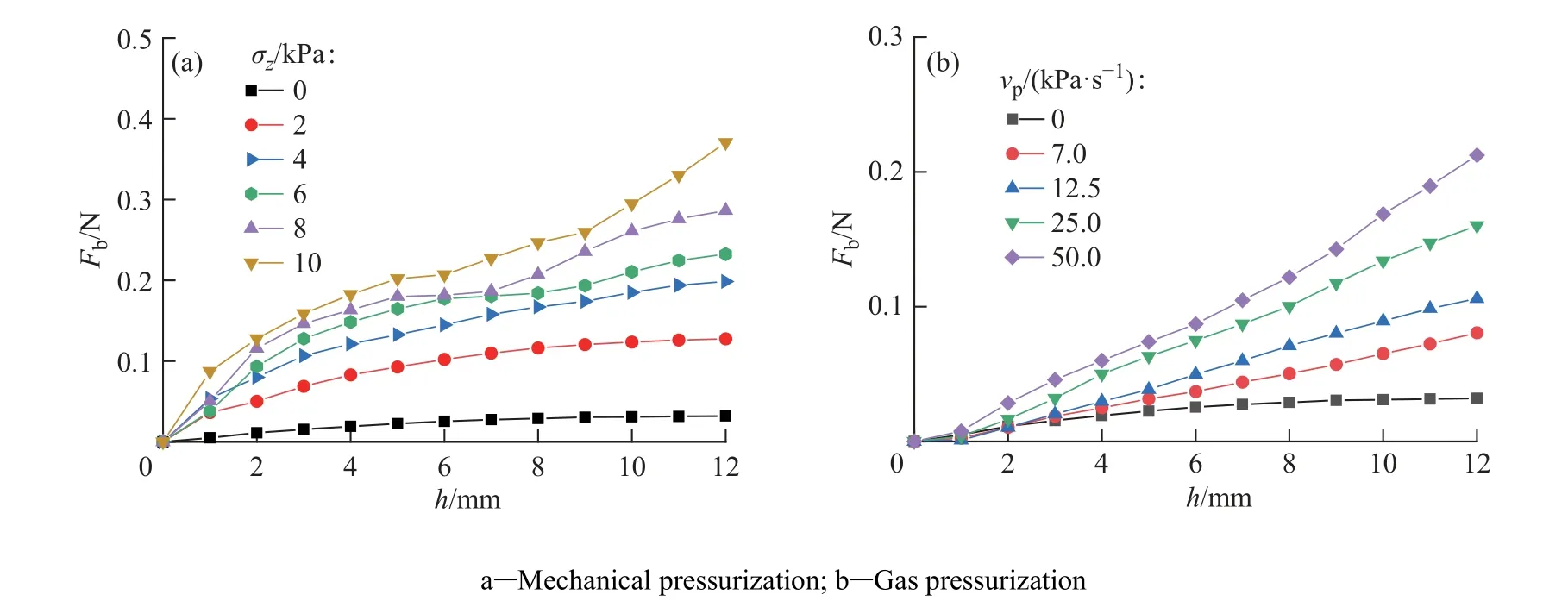
图13 不同加压方式下的入侵阻力的变化规律Fig. 13 Resistance forces on the intruder penetrating the granular bed under different pressurization methods
定义量纲为一入侵阻力为压实密度下的入侵阻力与自然堆积密度下入侵阻力之比,即Fb/Fb,0。图14示出了量纲为一入侵阻力Fb/Fb,0(相应压应力条件下计算的平均值)与施加压应力之间的关系。从图中可以看出,在两种加压方式下,随着压应力的增加,量纲为一入侵阻力均呈线性增加趋势,说明量纲为一入侵阻力能够良好地表征不同压应力作用下的床层固结特性。
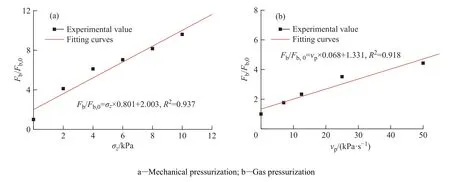
图14 量纲为一入侵阻力与压应力的关系Fig. 14 Relationship between dimensionless resistance force and compressive stress
图15 示出了量纲为一入侵阻力与压实密度的关系,可见量纲为一入侵阻力随着压实密度的增加而呈指数型增加。在相同的平均压实密度下,机械加压方式下量纲为一入侵阻力大于气体加压方式下的对应值,再次印证了机械加压方式下床层顶部压实密度较高,而气体加压方式下床层密度分布相对机械加压方式更均匀。
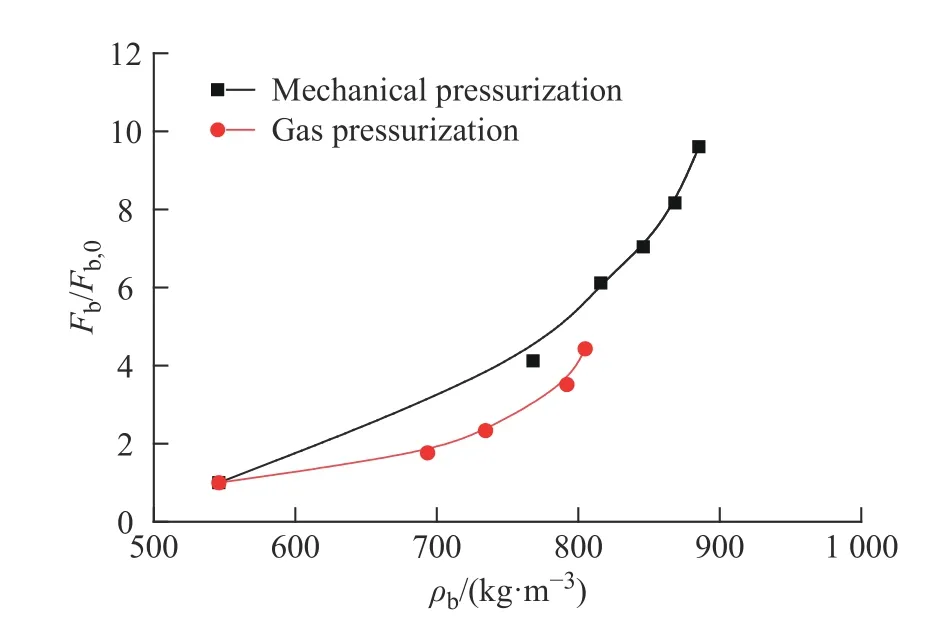
图15 量纲为一入侵阻力与压实密度的关系Fig. 15 Relationship between dimensionless resistance force and compaction density
3 结 论
本文研究了气体加压方式下微细粉体的压缩固结特性,并通过对比机械加压方式获得了气体加压方式对粉体固结特性的影响,计算得到了气体充压速率作用下的床层压应力规律,初步揭示了粉体在气体加压作用下的压缩固结机制。主要结论如下:
(1)气体加压方式对于粉体床层具有显著的压缩固结密实效应,较小的压应力变化就能使得压实密度显著增加,但气体会透入床层,减弱加压气体对床层产生的机械推力,因此其压缩固结特性与机械加压方式明显不同:气体加压作用下的床层压应力随充压速率的增加呈近似线性增加,且压实密度特征值仅为机械加压方式下压实密度特征值的85%,机械加压相对更易导致粉体床层压实,所产生压应力的压实作用效果更强;而气体加压的最终压力对床层压实密度影响不大。
(2)基于力学探针测试手段,采用入侵阻力表征了不同加压方式下的粉体床层固结特性。结果表明,受粉体的壁面摩擦作用,机械加压时床层顶部的固结程度最高,并随着床层深度的增加而逐渐减小。而气体加压时床层入侵阻力随穿透深度的增加而线性增加,说明气体加压条件下床层密度分布相对机械加压方式下更均匀。量纲为一入侵阻力Fb/Fb,0可有效表征粉体床层的压缩固结程度,其平均值随压应力线性增大、随压实密度的增加而呈指数增加。
