一种能适用于多种批头定向整列送料装置研究
2022-04-20洪五贵
洪五贵
(江苏帝浦拓普智能装备有限公司,江苏 昆山 215300)
1 前言
在现代工业制造中,螺丝得到了大量应用,随着使用的螺丝种类越来越多,这样导致拧紧螺丝的批头结构种类也越来越多(如一字、十字、米字、星型、方头、六角头、Y型头部等)。固定螺丝的电动螺丝刀(俗称电批)出货时,多种规格的批头会装在批头盒随着出货。原有的批头装盒生产模式为手工装配,生产效率低,装配质量不稳定,为解决手工装配的问题,笔者自主研发了一台批头自动装骨架设备。因批头有以下特点,导致批头自动定向整列供料成为主要的技术瓶颈。
(1)批头热处理后为了防止其生锈,会泡在防锈油里面袋装出货。所以震动盘供料、柔性供料滚筒式料仓供料、卷带供料、柔性振动供料方式不适合供料。
(2)批头主要材料为铁,与磁铁接触会导致其产生磁性。所以震动盘供料、柔性供料、滚筒式料仓供料方式不适合供料。
(3)批头种类多,可以分为一字、十字、米字、星型、方头、Y型头部等,生产型号更换频繁,要求批头供料系统通用性强,所以弹夹供料、托盘供料、卷带供料、提升机供料、柔性振动供料不适合供料。需要开发一种新的能适用于多种批头定向整列送料装置,来克服以上缺点。
2 多种批头定向整列送料装置的特点
(1)模块化设计。整个机构设计成一个模组,外形尺寸为250mm×250mm×250mm,可以单独使用,也可以作为自动装批头机器的一个模组。
(2)通用性强。长度相同、头部不同形状的批头,不需要更换任何,直接可以通用供料。
(3)泛用性强。不同尺寸规格的批头,只要更换上料筛选板,调整推送行程,即可实现供料。
(4)应用范围广。通过验证发现不仅可以供批头,还可以供其他零部件,如垫片、T型工件、晶圆等,只需要修改料仓,上料筛选板,推送杆等零部件,即可实现定向整列供料。
3 多种批头定向整列送料装置的主体结构和工作原理
3.1 多种批头定向整列送料装置的主体结构
主体结构如图1所示。
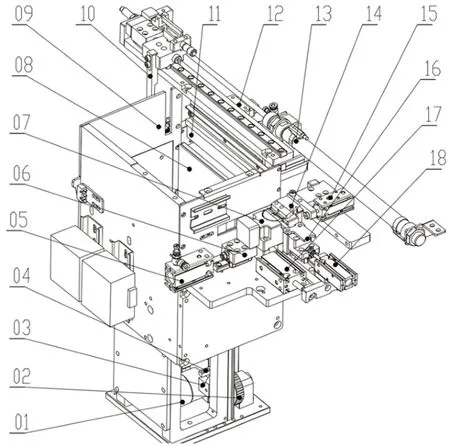
图1 主体结构
3.2 多种批头定向整列送料装置的工作原理
如图1所示,马达01旋转驱动齿轮组件02动作,带动凸轮滚子03旋转,驱动滑槽连接板04带动上料筛选板08上下动作,在料仓09内实现的上下有规律的动作,在上料筛选板上升到定点过程中,上料筛选板中的凹槽带起批头上升,批头在重力的作用下,有部分批头留在上料板的定位槽中,其余部分的批头则掉落回料仓,上料筛选板停在定点时,在定位槽中未排列整齐的批头,被毛刷11在扫料气缸12的带动下,来回扫料过程中,掉入料仓09,推料气缸13带动推杆10,推动批头在定位槽中匀速向前移动,料筛选板08上凹槽内的批头被推入定位工件07内,测料气缸18带动检测杆16检测批头前后方向,如批头方向不对,则旋转气缸17旋转,批头在工件11内选装180°,批头方向正确后,侧压气缸05带动压杆06压出批头,防止推料气缸13带动推杆10回到原点过程中,带回批头,动推杆10回到原点后,上压板气缸15打开盖板14,侧压气缸05后退,批头定向整列定位好后,待取走。
3.3 多种批头定向整列送料装置的设计要点——举例说明主要的元件马达1的选型计算
(1)已知条件,每次上料筛选板上升过程中,上面批头上最大数量为40颗,质量M₁约0.2kg,其中上料筛选板08的质量M₂为0.1kg,滑槽连接板04的质量M₃为0.03 kg,固定上料筛选板08与滑槽连接板04的螺丝质量M₄为0.02kg,上料板08最大速度υ为0.1m/s,最大加速时间t为1s,齿轮1齿数Z₁为25,厚度L₁为10mm,直径D₁为25mm:齿轮2齿数Z₂为45,厚度L₂为20mm,直径D₂为45mm。
(2)马达1的选型计算:
①负载转矩计算:物体在垂直方向受力合力FH为:

其中:
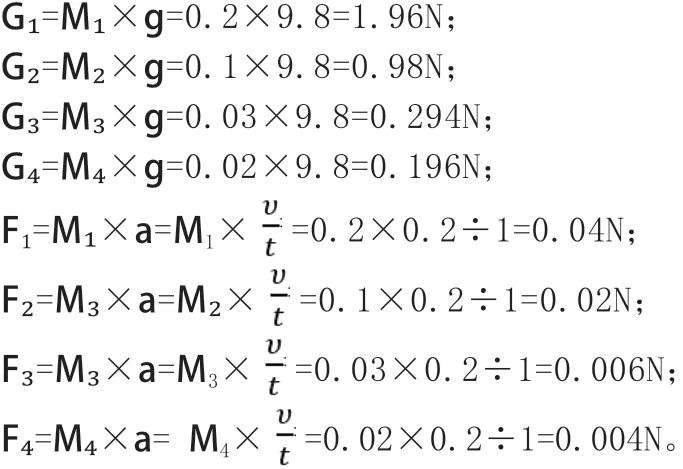
所以:Fh=1.96+0.98+0.294+0.196+0.03+0.02+0.006+0.004=3.49N
合力产生的力矩Mh为:

其中,r为滚轮11到齿轮组件1中心的距离,r=12mm:
经过齿轮组件变速后,需要的扭矩为
②电机转速计算:
齿轮2的转速为:
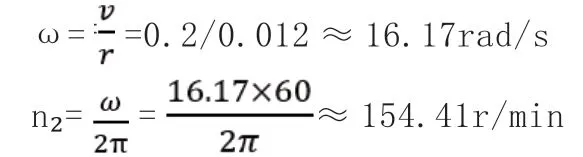
则齿轮1的转速为:

③初选电机:因空间和成本考虑,初定选择带减速机的微型直流电机,电压24V,初选带减速机的微型直流电机的负载转速n为要大于278.55r/min即可。由M可知,需要的输出扭矩是0.02792N·m,大于0.02792即可。
则电机选型:
料盘上下实现的传动方式为,电机-齿轮1-齿轮2-滚轮-槽轮,将每一级的传动效率初定为0.95,则总效率为η=0.95×0.95×0.95×0.95≈0.6561

则电机的扭矩为T₁:考虑到对减速电机的要求是速度要大于278.55r/min,扭矩大于0.3455kg·cm。
即可查找ASLONG品牌的微型直流减速电机JGB37-545-24V,只有24v,减速比18.8,负载转速为255,负载扭矩为0.37kg.cm,所以确定型号为JGB37-545-24V-319RPM。
④负载惯量计算:
齿轮1的负载惯量,其中L₁为齿轮1的厚度0.01m,D₁为齿轮1的直径0.025m

齿轮2的负载惯量,其中L₂为齿轮1的厚度0.02m,D₂为齿轮1的直径0.045m。

可动负载惯量为J₃:

全负载惯量为J:

⑤电机选择核定:
负载转矩<电机的额定转矩
所有负载惯量<λ×电机的惯量JR():

由上式可知,λ小于电机推荐的15倍以下,所以电机合适。
4 结语
本装置解决了多种批头定向整列送料的问题,有利于批头装盒,装骨架自动化实现,现公司已大量导入此装置到电动工具行业中,已批量生产100多台(例如,一种批头自动组装机(专利号ZL 2019 2 1129128.2),一种批头自动装盒设备专利号(ZL 2020 2 0460667.0),通过市场使用反馈后,效果良好。同时,只需要更换定位工件11,上料板3,就可以适应多种产品(晶圆,螺丝,螺母,贴片)的自动供料,兼容性、适用性及推广性极强。此装置已成为公司标准模组,发明专利(专利号ZL 2020 1 0250569.9)已受理,正在公示中。此装置有着良好的市场前景!