黑龙江省玉米发酵产品开发利用进展
2022-04-02杜丽红
杜丽红,王 鹏,马 雪,郭 丽
(绥化学院 食品与制药工程学院,黑龙江 绥化 152000)
近年来,随着黑龙江省玉米产量和初级加工能力的不断提升,众多玉米加工龙头企业在此落户[1]。随着企业的落户,均丰富了黑龙江省玉米加工原料和加工产品,加工原料从玉米扩展到玉米秸秆[2]、玉米芯和玉米须,加工产品从玉米油、淀粉和多糖等初级产品延伸到氨基酸、有机酸、维生素和辅酶等精深加工产品,应用领域从饲料、食品延伸到医药、保健品、化妆品和化工材料等行业[3-4]。目前,以淀粉为基础原料的氨基酸和原料药发酵行业属于寡头垄断格局,国内玉米发酵龙头企业包括巨龙、梅花、阜丰、象屿、新和成、中科、荣华实业和国投生物等,其中阜丰、象屿、新和成以及国投生物均在黑龙江建厂投产,省内玉米产业逐渐从初级加工向深加工领域延伸。除传统发酵产品乙醇外,氨基酸、维生素和辅酶产品逐渐占据了黑龙江省玉米发酵产品的主体地位,笔者从玉米发酵工业出发,对黑龙江省主要玉米发酵产品开发利用及未来发展趋势进行了阐述和展望。
1 氨基酸应用进展
随着微生物发酵技术的发展,玉米深加工为氨基酸被广泛应用于食品、医药和饲料等行业中。只有利用先进技术提高玉米产值,才能满足市场需求,而国际上利用玉米进行发酵生产氨基酸的品种已达到20余种,氨基酸行业得到了不断发展。目前,中国已经成为氨基酸生产和消费大国,无论是工业总产量还是年产值,都居于世界前列,氨基酸在我国国民经济发展中扮演着重要角色[5]。大宗氨基酸中的谷氨酸、赖氨酸和苏氨酸生产工艺已经成熟,生产能力较强,已占据国内氨基酸市场主导地位(图1)。而以玉米葡萄糖为基础碳源,混合其他必需营养物质,利用目标底盘细胞的高效转化,已经成为实现氨基酸工业化生产的主要手段[6],性状稳定、高效的底盘细胞直接决定了玉米转化效率。同其他微生物相比,谷氨酸棒状杆菌具有分泌谷氨酸的显著优势,已被广泛应用于工业化生产谷氨酸[7],大肠杆菌发酵周期短、繁殖速度快及操作系统成熟,是苏氨酸进行工业化生产的首选[8];同大宗氨基酸不同,一些小品种氨基酸底盘细胞获得困难,加之行业垄断,实现全国广泛性生产还存在一定的困难。
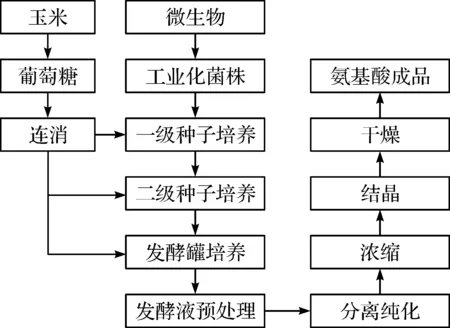
图1 氨基酸生产工艺流程图Fig.1 Amino acid production process
近几年,黑龙江省玉米发酵氨基酸品种不断得到丰富,不仅包括大宗产品谷氨酸、赖氨酸和苏氨酸,还包括附加值较高的小品种氨基酸,如色氨酸,具体分布如表1所示。谷氨酸是人类第一个实现工业化生产的氨基酸,已成为玉米发酵产业的代表性产品,目前我国谷氨酸的年产量已占全世界总产量的70%以上[9]。黑龙江省内,成福集团早早加入了谷氨酸生产行列,同大多数企业相同,成福公司生产的谷氨酸主要用于生产鲜味剂味精,很少用于其他领域,虽然创建的“冰花”牌味精曾享有盛誉,但随着市场饱和,技术成熟,谷氨酸生产利润较低,包括成福集团的众多企业不得不考虑优化味精的生产工艺,降低成本,追求并实现绿色生产[10]。同谷氨酸生产味精用于食品添加剂不同,赖氨酸和苏氨酸主要作为饲料添加剂进行使用,赖氨酸是人体和动物组织构成的必需氨基酸,直接决定了蛋白质的形成,因此在饲料行业被誉为“第一限制性氨基酸”[11],成福集团、星湖生物科技和龙江阜丰生物科技3个公司赖氨酸生产线的引入,加速了黑龙江省玉米深加工产业在饲料领域的发展。此外,赖氨酸和苏氨酸的发展总是相辅相成,赖氨酸需求量的增加也会刺激苏氨酸市场需求,目前黑龙江企业的苏氨酸年产量可达20万吨。除大宗产品外,色氨酸是目前黑龙江省内唯一附加值较高的小品种氨基酸,年产量可达到1万吨,净利润可达2亿,色氨酸作为饲料添加剂不仅可平衡饲料中的氨基酸水平,而且可提高动物机体性能[12-13]。此外,色氨酸被羟基化、脱羧后可生成5-羟色胺,5-羟色胺再经过乙酰化和甲基化可生成N-乙酰基5-甲氧基色胺(褪黑素),褪黑激素具有促进睡眠、提高免疫和抗肿瘤等功效[14],5-羟色胺则可提高记忆,同时减少抑郁症的发生,因其显著功效,利用微生物生产5-羟色胺也受到广泛关注,在可高效积累色氨酸的菌株中表达羟化酶便可积累5-羟色胺,而寻找或重构具有较高催化能力的羟化酶是实现5-羟色胺工业化生产的关键[15-16]。
表1 黑龙江省玉米发酵氨基酸产区分布
虽然黑龙江省玉米发酵氨基酸产业发展较为迅速,品种也在快速增加,但是仍面临着氨基酸品种较为传统、生产工艺创新较少、能源消耗大、环境污染严重和生产成本较高等问题,且氨基酸主要是作为饲料添加剂进行使用,很少用于食品、医药和化妆品等领域[17]。2011年,味之素成功开发赖氨酸新品种“AjiProTM-L”,极大地增加了赖氨酸的价值,近几年利用谷氨酸生产戊二酸、赖氨酸生产戊二胺也已成为了现实[18-20]。因此,开发氨基酸产品新功能、新产品和新工艺,减少生产污染,实现绿色生产,拓展氨基酸应用领域不仅是黑龙江省,而且是国内玉米发酵氨基酸产品的发展趋势。
2 维生素C及辅酶应用进展
与氨基酸广泛应用于饲料行业不同,玉米发酵生产的维生素及辅酶系列已经应用于医药及保健品行业,保证了玉米深加工产业链的延伸和拓展[21]。2017年以前,黑龙江省玉米发酵产品仍主要用于饲料或化工领域,而随着世界四大维生素生产企业之一的浙江新和成企业在黑龙江省建厂投产,实现了维生素C及辅酶Q10的工业化生产,并与汤臣倍健企业建立了长期合作。维生素与辅酶产品的引入,直接将黑龙江省玉米发酵产品应用领域从饲料行业提升至医药领域,不仅优化了黑龙江省玉米发酵产业结构,延伸了玉米加工链,而且更是拓宽了黑龙江省玉米发酵产品的应用领域,加速了玉米精细化加工的发展。
因维生素C不能直接被人体自身合成,必需从外界获取,是人体必需水溶性维生素,同时因其显著的抗氧化性,被广泛应用于食品、医药和化妆品领域[21]。在食品中,添加维生素C不仅可以加强食品营养,还可以保鲜,防止食品变质,目前已被我国列入“营养强化剂”行列[22];在医药领域中,维生素C可以治疗坏血病、贫血疾病,提高机体免疫力和应急能力。另外,维生素C也可作为饲料添加剂使用,提高动物的生产性能。早期,“莱氏法”是工业化生产维生素C的主要方法,结合了化学合成和生物转化两种技术,虽然此方法原料低廉,但污染过于严重,不适应发展趋势。目前,我国工业化生产维生素C的工艺为“两步发酵法”,该工艺为典型的混菌发酵过程,生产工艺如图2所示[23]。“两步发酵法”很大程度降低了环境污染,简化了生产工艺,降低了成本。目前,新和成企业维生素C生产工艺同样采用“两步发酵法”,随着生物技术的进步,以玉米葡萄糖为底物,利用微生物直接发酵生产维生素C必然会取代现有工艺,因此玉米发酵行业不仅需要充分挖掘新产品来提升玉米产业价值,而且需要不断更新产品生产工艺来提高经济效益。
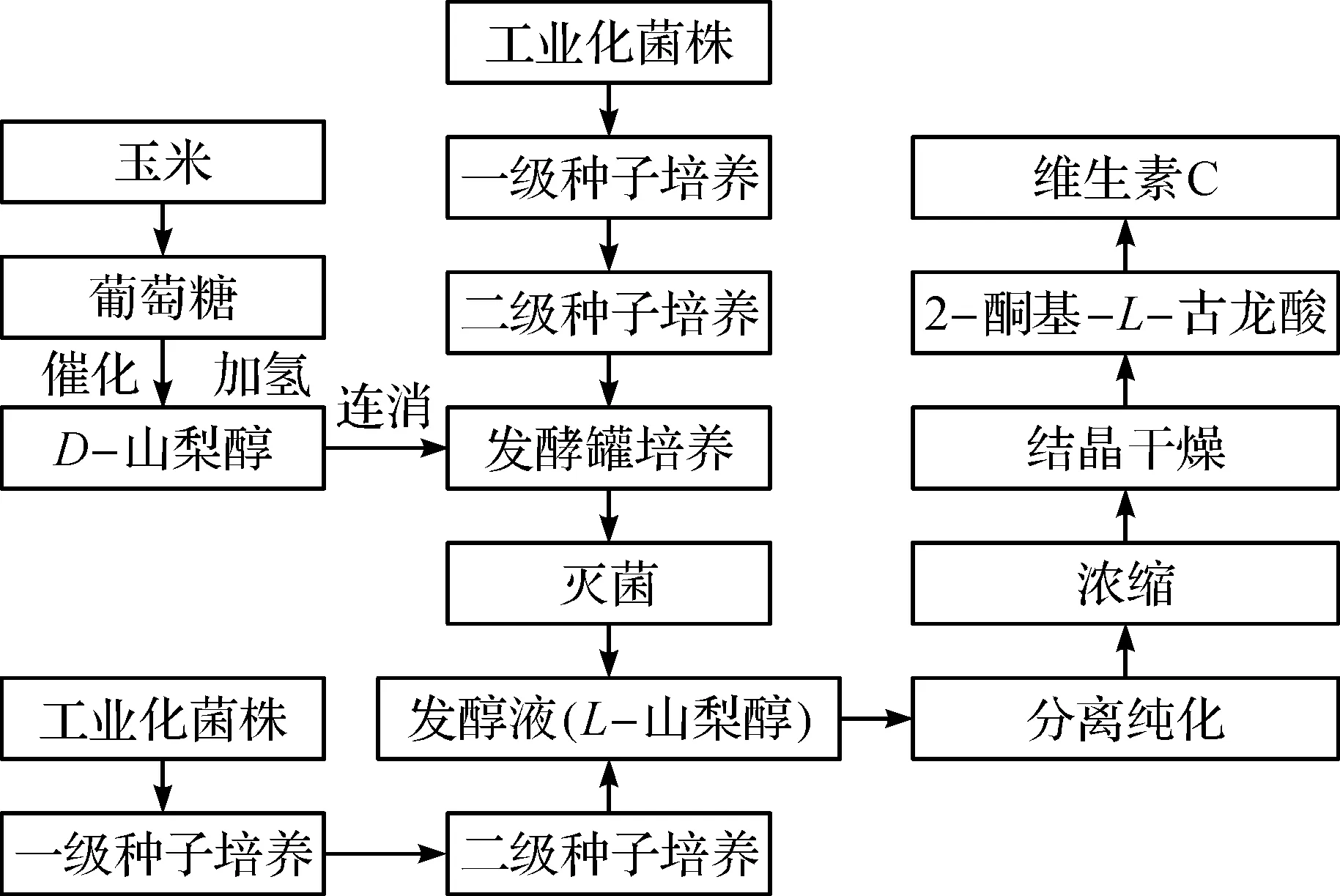
图2 维生素C生产工艺流程图Fig.2 Vitamin C production process
辅酶Q10,又名泛醌,是细胞呼吸链中的递氢体,细胞代谢中的天然激活剂,同时也是抗氧化剂,广泛应用于食品、医美、化妆品和临床等领域[24]。食品中添加辅酶Q10可以提高食品的抗肥胖作用,并延长食品保质期;化妆品中添加辅酶Q10可以提高产品的抗衰老功效;医药领域,辅酶Q10在心血管疾病、坏血病和艾滋病等疾病治疗中有显著疗效[25-26]。同氨基酸产品相同,早期辅酶Q10的工业化生产同样依赖于化学合成,由于污染严重化学法已被淘汰,随着辅酶Q10生物合成途径的清晰,以玉米淀粉为原料,利用微生物发酵生产辅酶Q10成为了最为经济的生产方式,生产工艺流程同氨基酸的生产差异不大。日本于20世纪70年代就已实现辅酶Q10的发酵工艺,且为世界供应着90%的辅酶Q10,而我国起步较晚,且辅酶Q10的生物合成至少需要经过14种不同酶的催化反应,增加了工业化菌株构建的困难,因此目前我国辅酶Q10生产菌种性能仍较差,还不能实现大规模的工业化生产[27]。目前辅酶Q10的世界市场需求量已经达到了百万吨,且每年都在以较快的速度增加,前景良好。新和成企业的辅酶Q10生产线不仅促进玉米发酵新品种的研发,更推动了我国微生物发酵法生产辅酶Q10的进步,同时企业需要加大科研投入,稳定生产,开发产品应用领域,积极赶超国际水平。
3 乙醇应用进展
根据用途性质,乙醇分为食用乙醇和工业乙醇。随着不可再生能源的过量开采使用,全球已经面临严重的能源危机。1999年起,我国出现燃料乙醇的生产行业,2006年,我国将生物燃料乙醇作为可再生能源进行广泛推广使用,并已成为全球第三大燃料乙醇生产和消费大国,仅次于美国和巴西[28]。目前我国乙醇生产以发酵法为主,同时生产原料和工艺不断得到优化,发酵原料包括淀粉、糖类和纤维素[29]。因黑龙江省玉米种植面积全国第一,所以乙醇生产原料以粮食玉米为主,虽然黑龙江省内食用乙醇生产规模较小,但是随着肇东中粮生物燃料乙醇生产规模的扩大和鸿展生物公司新生产线的完工,黑龙江燃料乙醇生产规模扩大,年产能近百万吨,2020年,国投生物年产30万吨燃料乙醇生产线落户黑龙江海伦,再次扩大了乙醇的生产规模。
同玉米发酵生产氨基酸、维生素相比,黑龙江省玉米发酵产乙醇起步较早,技术完善,生产工艺也在不断创新进步(图3),其中肇东中粮的“半干法”燃料乙醇生产工艺在国内处于先进地位,同传统的“湿法”工艺相比虽然具有设备投资少、能耗较低和无需浸泡等优点,但同国际水平相比仍存在差距,无论是设备还是工艺仍需不断改进[30]。此外,肇东乙醇发酵原料仍是粮食玉米,一定程度上造成粮食浪费,目前西方国家已成功实现利用纤维素进行乙醇发酵的工业化生产,利用木质纤维生产乙醇需要将木质纤维水解成糖,而后利用糖进行发酵生产乙醇。同原料淀粉、糖类相比,纤维素的水解极其困难,尤其是木质素[31],很难实现完全水解,同时纤维素水解酶成本高,因此利用纤维素生产乙醇尚未在我国实现工业化,虽然我国很早就已有利用木质纤维生产乙醇的装置,但因成本过高,已经停产。根据国家提出的“不与人争粮”的发展原则,利用纤维、薯类生产乙醇已经成为未来发展趋势。黑龙江省乙醇生产企业目前仍面临着挑战,早日实现技术和原料的突破,才能更好地适应市场需求。

图3 燃料乙醇生产工艺流程图Fig.3 Fuel ethanol production process
4 结 论
近年来,黑龙江省玉米种植面积和单位产能逐渐提升,同时以玉米为原料的加工产业也在快速发展,玉米加工链从食用油、淀粉和多糖等向着饲料、原料药方向延伸,玉米发酵技术不断提升,产品优势不断加强,经济效益不断提高,产品种类不断丰富,除氨基酸、维生素、乙醇和辅酶外,有机酸和核苷酸等产品也在积极引入中。因绥化市和齐齐哈尔市为黑龙江省玉米种植面积最为广泛的地区,在玉米产业发展中有着较为明显的原料优势,受到了众多企业关注,因此两地逐渐形成了各具特色的产业集群。其中绥化市形成了以中粮生化等企业为核心的西部加工产业集群和以北林象屿和新和成为核心的东部加工产业集群,两大工业集群的形成全力助推着本地玉米产业链的完善和发展,齐齐哈尔市则形成了以龙江阜丰企业为核心的玉米加工产业集群,逐渐向着玉米精深方向发展。虽然黑龙江省玉米发酵产业发展快速,但同其他区域相比,起步较晚,全省玉米生产能力远超玉米加工能力,同国际玉米发酵产品相比,省内产品种类仅占1%,精深加工能力较差,转化能力仍需提高。因此,黑龙江省需要抓住机遇,充分发挥本地玉米原料丰富的优势,依靠生物发酵技术,努力提高本地玉米深加工技术水平,积极挖掘较高具有附加值的玉米发酵产品,延伸玉米产业链,创新生产工艺,拓宽应用领域,提高经济效率,不断促进省内玉米深加工行业快速发展。
