基于接头界面分析的钢/铝传动轴磁脉冲焊接工艺优化
2022-04-01孟正华肖超钱多发郭巍刘维
孟正华,肖超,钱多发,郭巍,刘维
先进焊接与连接
基于接头界面分析的钢/铝传动轴磁脉冲焊接工艺优化
孟正华1a,1b,2,肖超1a,1b,钱多发1a,1b,郭巍1a,1b,刘维1c
(1. 武汉理工大学 a. 现代汽车零部件技术湖北省重点实验室;b. 汽车零部件技术湖北省协同创新中心;c. 材料科学与工程学院,武汉 430070;2. 湖南大学 汽车车身先进设计制造国家重点实验室,长沙 410082)
研究磁脉冲焊接工艺参数对钢/铝传动轴焊接接头界面波形特征的影响规律,并优化设计焊接工艺参数。采用光滑粒子动力学模拟方法分析接头界面波形,并以界面波形特征为目标,研究磁脉冲焊接时的工艺参数(扩口角度、放电电压、设备电容)对焊接接头界面的影响程度,并利用灰色关联度方法分析得出综合最佳工艺参数设置组合。随着扩口角度的增加,钢/铝管轴连接界面波幅/波长值呈现出先升后降的趋势;放电电压增加,界面波幅/波长值增加;储能电容值对管轴碰撞速度影响不明显,连接界面波幅和波长变化不大。放电电压对界面成波区域长度的影响最大;各因素对波幅的影响程度为:放电电压>扩口角度>设备电容。通过接头界面分析工艺参数对焊接强度的影响程度,对钢/铝传动轴扩口-磁脉冲焊接工艺设计具有理论指导作用。
钢/铝传动轴;扩口工艺;磁脉冲焊接;界面波形;仿真优化
汽车轻量化作为降低汽车能源消耗和排放污染的重要方式已得到了世界各国的高度重视,采用铝合金等轻质材料替代传统钢材材料是轻量化的重要方式[1-2]。采用钢/铝多材料体结构是实现汽车传动轴轻量化的重要途径,但传动轴的铝制轴管与钢制轴叉的焊接难题限制了其应用。采用熔化焊工艺时较难实现钢/铝等异种金属的可靠连接[3]。钢/铝异种材料连接理论与工艺控制已成为目前国际学术界和产业界的研究热点[4-6]。
高速冲击连接工艺具有高速率和固相连接的特点,可实现异种金属的可靠连接。苏珊等[7]研究了箔片气化冲击焊接技术,在合适的能量输入下获得了力学性能良好的铝合金和不锈钢气化冲击焊接接头。ELANGO E等[8]研究了铝和钢的爆炸焊接,对温度和压力的增加进行数值模拟,并通过实验获得了良好的钢铝焊接接头。Marlon Hahn等[9]研究了铝合金板的磁脉冲焊接,结果表明焊接强度超过较弱基础材料的强度。
磁脉冲焊接工艺作为典型的高速冲击连接工艺,具有重复性好、能量控制精确、安全性较高的特点,尤其适合管轴类零件连接。于海平等[10]采用电磁脉冲焊接实现了钢/铝管件的连接,研究了放电电压、管件径向间隙和搭接区长度对接头力学性能的影响。于海平、徐志丹等[11]研究了搭接角度和径向间隙对铝管和钢棒磁脉冲焊接的影响。杨鹏等[12]通过有限元软件模拟了带集磁器线圈的3A21铝合金-DP600高强钢管磁脉冲焊接过程,研究了管件间隙对变形过程的影响规律。雷刚等[13]以铝管与钢管为连接对象,建立瞬态电磁场分析模型,对磁场相关参数进行分析,采用顺序耦合法将电磁力加载到变形场,分析了作用过程的结果参数。
高速冲击连接工艺中波状界面形貌对焊接质量具有重要影响,形成波形界面是高强度连接的象征[14-15]。孟正华等[16]采用预成形-高速冲击点焊工艺获得了异种材料点焊接头,通过光滑粒子动力学模拟方法分析了接头连接界面的形成规律,并通过实验研究了接头界面特征与形成机理,结果表明接头界面具有波形特征,连接强度与波形界面的波形参数存在一定关系。崔俊佳等[17]研究了焊件厚度和板间距对铝板和不锈钢板焊接的影响,结果表明随着板件厚度和板间距的增大,焊接界面波形尺寸显著增加,焊接质量提高。
文中将扩口-磁脉冲焊接工艺应用于某典型商用车钢/铝传动轴,分析了工艺参数对钢/铝管轴连接界面波形特征的影响,并以界面波形参数为目标,对钢/铝传动轴扩口-磁脉冲焊接工艺参数进行优化,以获得最佳工艺参数组合。
1 分析模型
1.1 钢/铝传动轴结构参数
某商用车传动轴的结构如图1所示。拟采用铝制轴管与钢制轴端,其中铝轴轴管管径为100 mm,壁厚为3 mm。
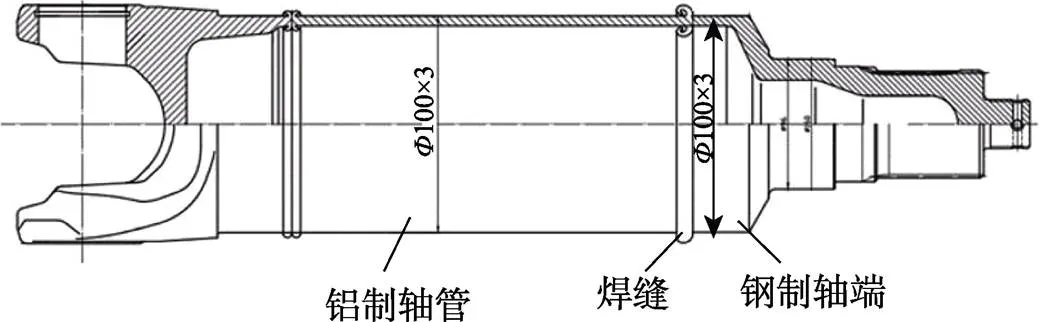
图1 传动轴结构
传动轴轴管材料为6061铝,轴叉材料为40Cr。材料的本构采用Shock状态方程下的Johnson-Cook模型,材料参数如表1所示。
表1 材料的Johnson-Cook模型参数

Tab.1 Johnson-Cook model parameters of materials
1.2 数值模型
磁脉冲焊接数值模型如图2a所示,螺旋线圈采用截面为7 mm×5 mm的矩形紫铜导线绕制而成,搭接区域即焊接长度为16 mm,采用将外管端部扩口的预成形工艺,将扩口后的外管与内管进行搭接后采用磁脉冲进行焊接。图2b所示的外管和内管的碰撞区域不同位置的碰撞速度存在较大差异,不同位置的界面波形也因此有较大差异,故将碰撞区域均匀划分为如图2b所示的4个区域。
图3为连接界面的波形特征,波幅和波长分别为和,界面波形的长度为,其中为焊接区域中界面波形存在的区域长度。一般来讲,波幅较大,波长较小的波形形状会使连接性能更好,越大焊接质量越好。
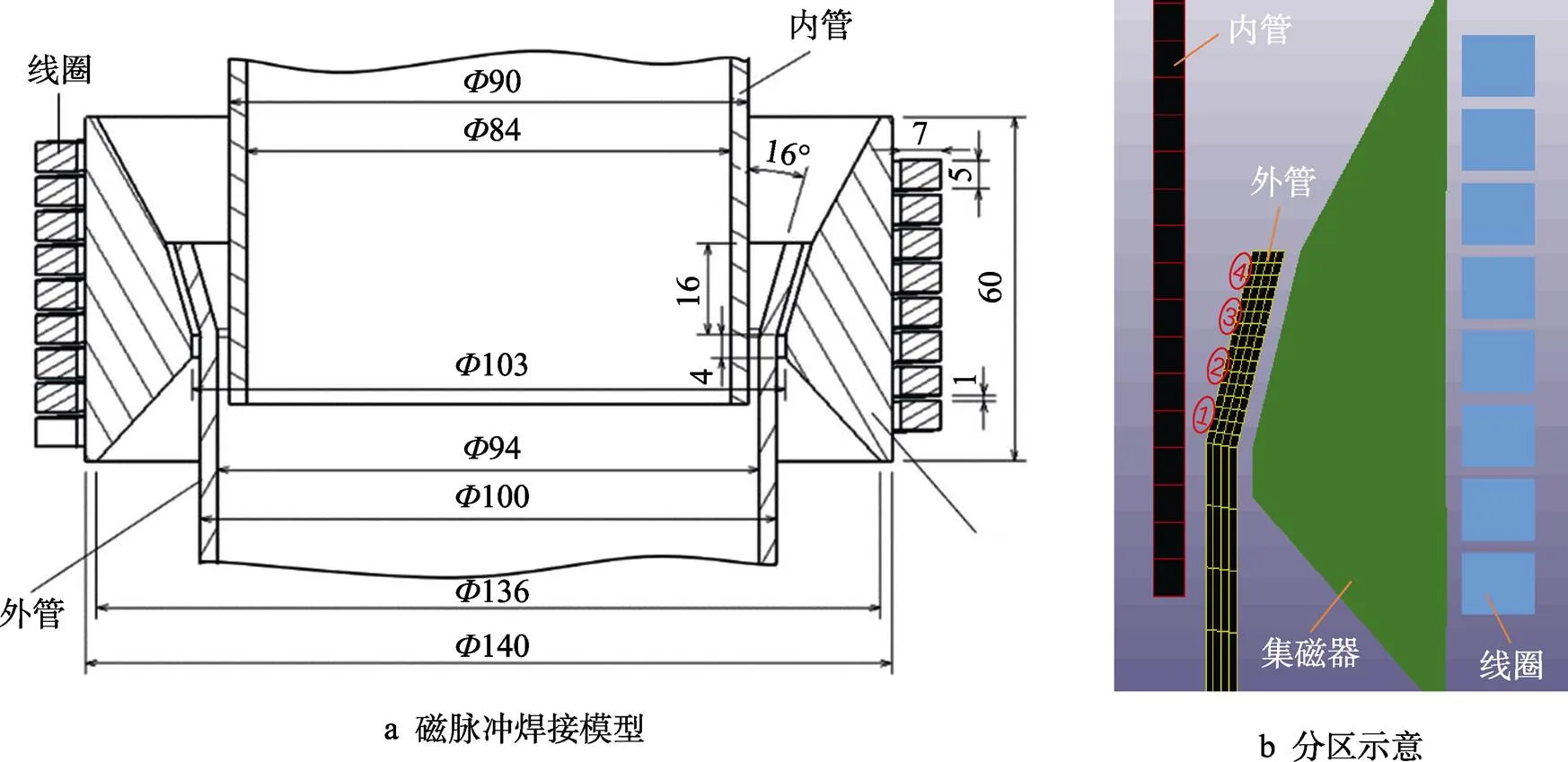
图2 磁脉冲焊接模型
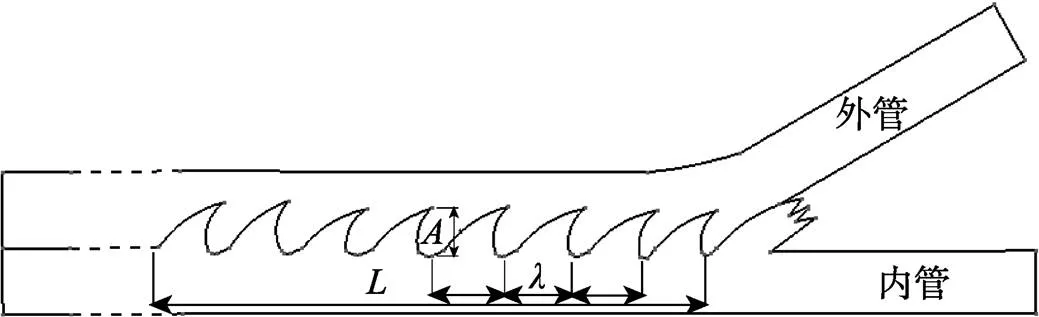
图3 连接界面波形特征示意
1.3 光滑粒子流体动力学方法
光滑粒子流体动力学(SPH)是一种完全基于拉格朗日的技术,可用来模拟多相流动、变形冲击问题和热传导问题[18]。SPH方法的主要优点是不需要数值网格来计算空间导数,避免了与网格交错和变形有关的严重问题。目前有很多有限元软件具备SPH算法,文中的连接界面波形模拟采用ANSYS中的Autodyn模块进行。
文中采用分步模拟的策略,将有网格和无网格的数值模拟方法结合起来,连接界面波形模拟采用ANSYS中的Autodyn模块,选择显示求解方法进行,其适用于伴随着塑性大变形和材料破坏的冲击动力学模型计算,求解速度非常快尤其适用于无网格且粒子划分较多的几何结构问题。在保证求解精度的同时,为加快求解速度采用2D模拟的方法来进行模拟,以减少粒子数量,并选择SPH算法,划分粒子尺寸为0.005 mm×0.005 mm。
将磁脉冲仿真得出的碰撞角度、碰撞速度输入到SPH模型中,仿真后便可得出磁脉冲连接后各区域的焊接界面波形特征图。
2 结果与分析
2.1 工艺参数的影响
2.1.1 扩口角度的影响
磁脉冲仿真设置放电电压为60 kV,设备电容为440 μF,扩口角度分别为14°,16°,18°,20°,各个角度下不同区域碰撞速度如表2所示
表2 不同扩口角度下的区域碰撞速度

Tab.2 Area collision velocity under different flaring angles
由表2可知,区域1和区域2的大部分区域碰撞速度过小,区域3和4碰撞速度较大,碰撞速度小时,界面波形不明显,故选取区域3和区域4的界面波形进行分析。
图4为不同扩口角度下界面波形参数的变化情况,图5为不同扩口角度下的界面波形。由图4与图5可知,放电电压一定时,随着扩口角度的增加,相同区域的碰撞角度和速度会呈现增加趋势,区域3和4界面波的波形逐渐规则,波长与波幅均逐渐增加。区域4波长随角度的增大而增加的趋势明显,也显示出区域3和区域4界面波的波幅随角度的增加也呈现出增加的趋势。结果表明放电电压一定时,增大扩口角度可以增大界面波的波长和波幅。这是由于放电电压增加,系统放电能量增加,铝管冲击速度加大,在一定范围内使连接接头界面不稳定流动增加,形成波形特征,增加了界面连接强度。
2.1.2 放电电压的影响
在扩口角度为16°,设备电容为440 μF时,通过仿真得到不同放电电压下各区域的内外管碰撞速度,见表3。
由表3可知,随着放电电压的增加,内外管碰撞速度增加得比较明显,区域1和区域2的碰撞速度相较于区域3和区域4较小,且随着放电电压的增加,增幅也较小,故选择界面波形更加明显的区域3和区域4进行分析。
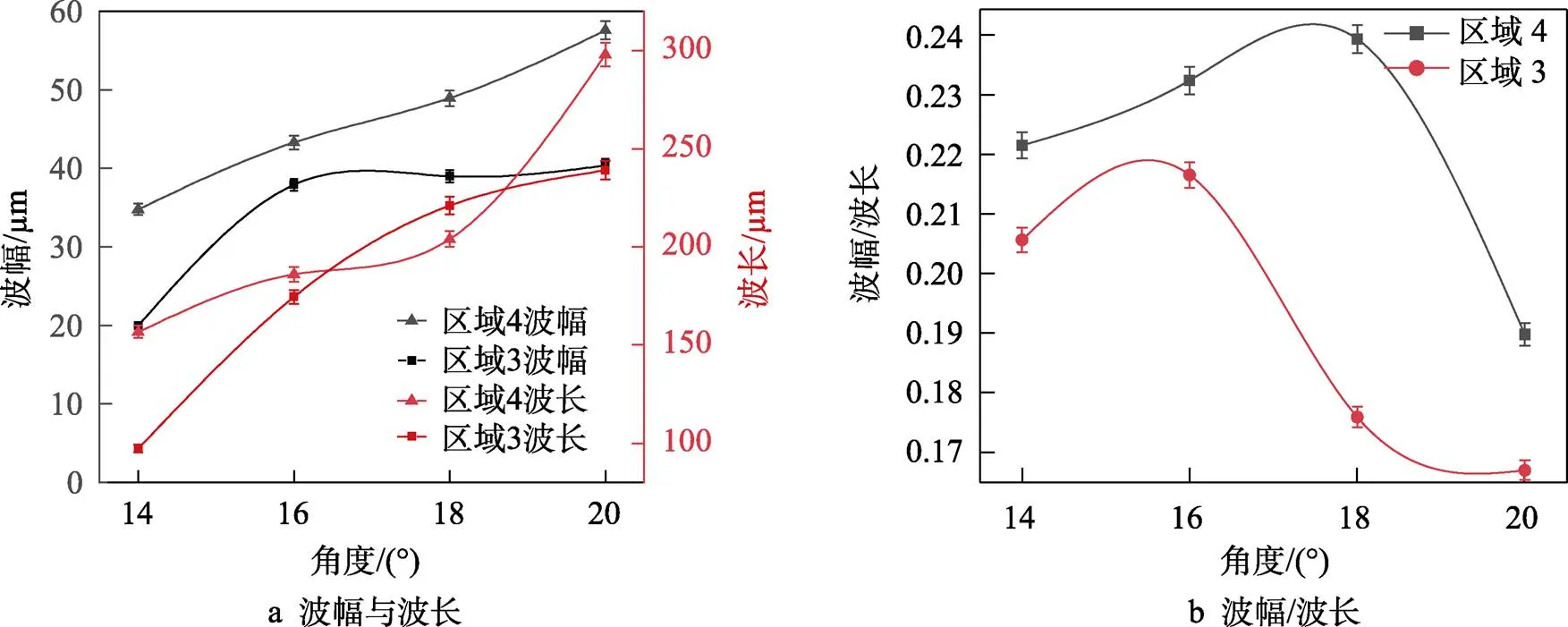
图4 不同扩口角度下的界面波形参数

图5 不同扩口角度下的界面波形
表3 不同放电电压下的区域碰撞速度

Tab.3 Area collision velocity under different discharge voltages
图6为不同放电电压下界面波形特征变化情况。由图6可知,放电电压增加使同一区域的碰撞速度增大,从而影响界面波形的变化。随着放电电压的增加,内外管碰撞速度增加得比较明显,区域3和区域4由于碰撞速度足够,产生了如图7所示的波形界面,并且区域4的波形特征要更加明显,由图6与图7可知,区域3和区域4的界面波随放电电压的增加,波幅和波长均逐渐增大。

图6 不同放电电压下的界面波形参数
图7 不同放电电压下的界面波形
2.1.3 设备电容的影响
设置放电电压为60 kV,扩口角度为16°,电容值分别设定为110,220,330,440 μF。不同电容值下不同区域的碰撞速度如表4所示。
由表4可知,内外管各区域的碰撞速度也逐渐增加,但幅度较小,因为增加设备电容虽然提高了电流幅值,也同时增大了放电周期,导致了电流变化率变化不大,因此在不同设备电容值下内外管各区域碰撞速度虽然呈现增加的趋势,但是速度增加得较小。区域1和区域2的速度和增幅均较小,故选取界面波形明显的区域3和4进行界面波形分析。选取区域3和4界面波的波长、波幅和波幅/波长值如图8所示。
由图8可知,区域4在电容为110 μF时波幅与波长均较大,波形特征相对明显,电容增加对波形特征影响不大,区域3在低电容值时波幅与波长均相对较小,波形特征不明显,随着电容值的增加,波形特征随着电容值的增加而增加,速度变化不大呈现出界面波形的波幅和波长变化不大。区域3和区域4的波幅/波长的值呈现出增加的趋势,这表明适当增加设备电容可以使波形特征更加明显,波幅和波长的比值也越来越大,有利于连接。
表4 不同设备电容下的区域碰撞速度

Tab.4 Area collision velocity under different equipment capacitance
2.2 工艺优化
磁脉冲焊接中,界面波形特征和焊接区域的大小影响着焊接质量,故选取波幅值、波幅/波长值和波形区域的长度作为试验的评价指标。
根据前文进行的仿真分析,确定放电电压、扩口角度和设备电容作为试验因素,均匀选取4个水平,设计正交表为L16(43),具体设计如表5所示。
图8 不同设备电容下的界面波形参数
表5 因素水平设计
Tab.5 Factor level design
2.2.1 波幅值正交试验结果分析
不同因素水平对区域3和区域4波幅的影响关系如图9所示。
由图9可知,区域3和区域4的波幅变化规律基本一致,扩口角度对界面波幅的影响最大,各因素对波幅的影响程度为:扩口角度(C)>放电电压(A)>设备电容(B)。通过极差分析,得到区域4波幅值较大的参数组合为A4B4C4,即放电电压为65 kV、设备电容为440 μF、扩口角度为20°;区域3波幅值较大的参数组合为A4B3C4,即放电电压为65 kV、设备电容为330 μF、扩口角度为20°。
分别对其进行模拟分析,高电容模拟下区域4的波幅值为56.2 μm,优于表5中的任一组合,但这一组合下的波幅/波长值仅为0.194;低电容下区域3的波幅为40.4 μm,也优于正交试验表中的任一组合,但是该组合下的波幅/波长值为0.168,相比于其他组合也比较小,因此需要进行更进一步的优化分析。
图9 波幅的因素水平影响关系
2.2.2 波幅/波长值正交试验结果分析
不同因素水平对区域3和区域4波幅/波长的影响关系如图10所示。
由图10的极差分析可知,区域3中各因素对波幅/波长值的影响程度为:设备电容(B)>放电电压(A)>扩口角度(C),区域3波幅/波长值较大的参数组合为A4B3C2,即放电电压为65 kV、设备电容为330 μF、扩口角度为16°;区域4中各因素对波幅/波长值的影响程度为:放电电压(A)>扩口角度(C)>设备电容(B)。得到区域4波幅/波长值较大的参数组合为A2B3C2,即放电电压为55 kV、设备电容为330 μF、扩口角度为16°;分别对其进行模拟分析,高电压下区域3的波幅/波长值为0.218,低电压下区域4的波幅/波长值为0.229,均优于正交试验表中的任一组合,但是2个组合的波幅值均较小,需要进一步优化。
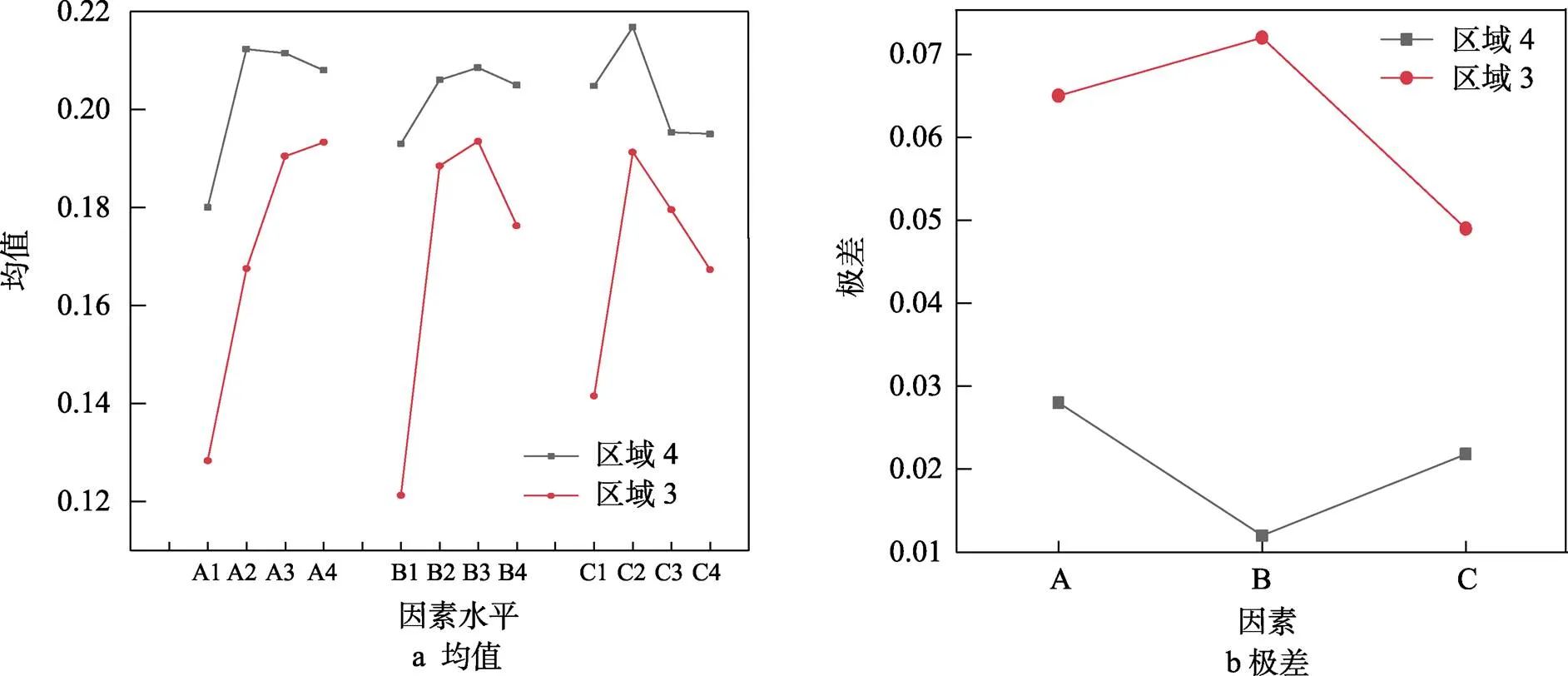
图10 波幅/波长的因素水平影响关系
2.2.3 波形区域正交试验结果分析
不同因素在不同水平下的成波区域长度的均值与极差如图11所示。
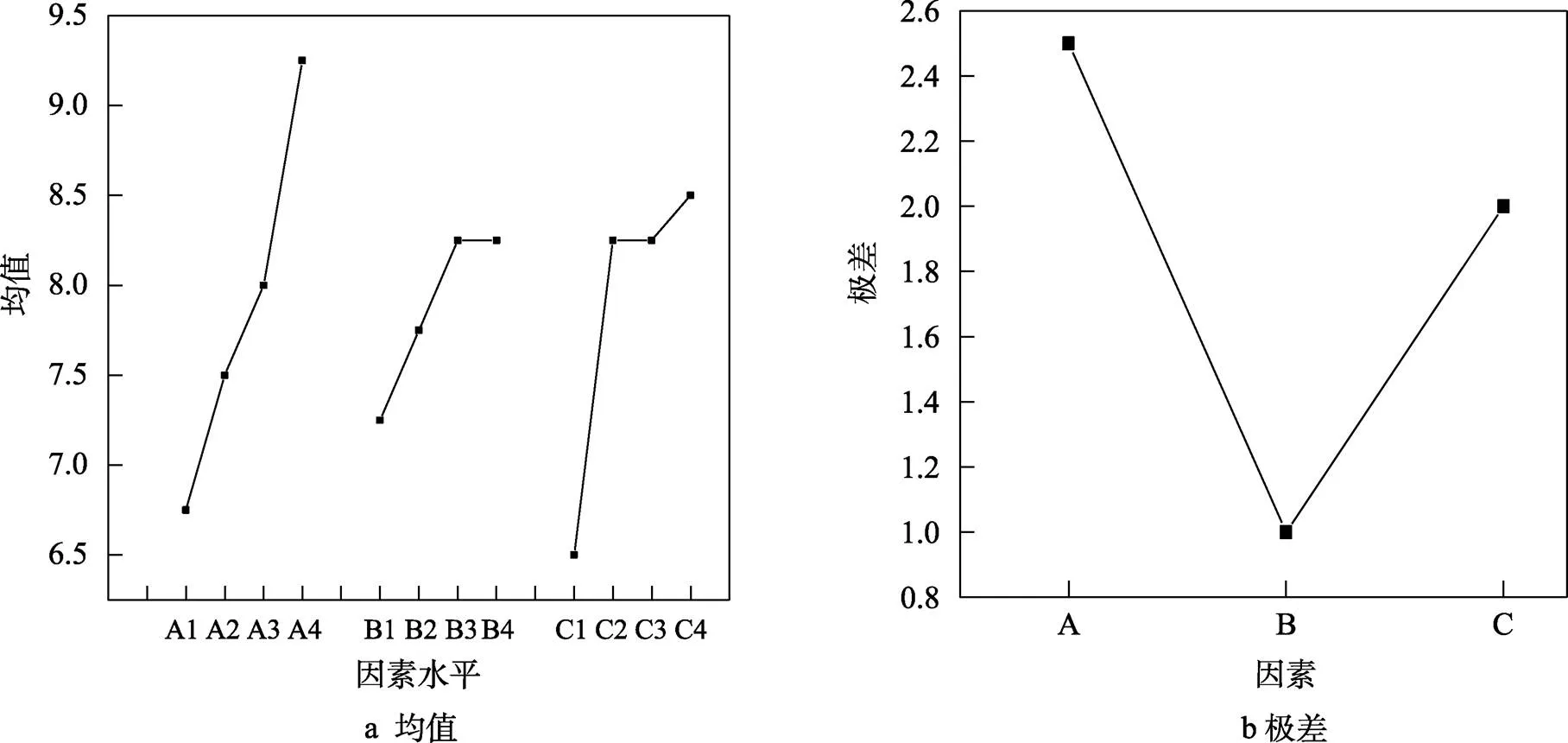
图11 成波区域长度的因素水平影响关系
由图11可知,放电电压对于成波区域长度的影响最大,各因素对波幅的影响程度为:放电电压(A)>扩口角度(C)>设备电容(B)。通过极差分析,得到波形区域值较大的参数组合为A4B3C4,即放电电压为65 kV、设备电容为330 μF、扩口角度为20°。
2.3 灰色关联度
灰色关联度分析主要根据逻辑数学基础,利用其整体性、偶然对称性、标准性、相近性4个原则,对影响对象的主要未知因素间的关系进行寻求[19]。通过正交试验及极差、方差分析,得到的波幅值、波幅/波长值及波形区域长度的最佳工艺参数并不完全一样,为了得到兼顾波幅值、波幅/波长值及波形区域长度的最佳工艺参数,建立了灰色关联度模型,将3个评价指标综合成单一目标作为综合质量的评价标准联度,进行单一综合目标寻优,在兼顾3个指标的情况下,提高磁脉冲焊接的质量。灰色关联度均值越大,说明多目标关联性越好,对指标的影响越大。灰色关联度均值如图12所示。
由图12可知,A4B3C2是综合最优参数组合,即放电电压为65 kV、设备电容为330 μF、扩口角度为16°,此参数组合下波形区域长度为10 mm,与波形区域正交试验中参数组合A4B3C4的波形区域长度一致,区域4的波幅值为46 μm,与波幅值正交试验中参数组合A4B4C4的波幅值相差7.9 μm,波幅/波长值为0.219,与波幅/波长值正交试验中参数组合A2B3C2的波幅/波长值相差3.9%,区域3的波幅值为38 μm,与波幅值正交试验中参数组合A4B3C4波幅值相差2.37 μm,波幅/波长值为0.218,优于正交试验中的任一组合。该组合兼顾了波幅值、波幅/波长值及波形区域长度并得到了较好的改善。
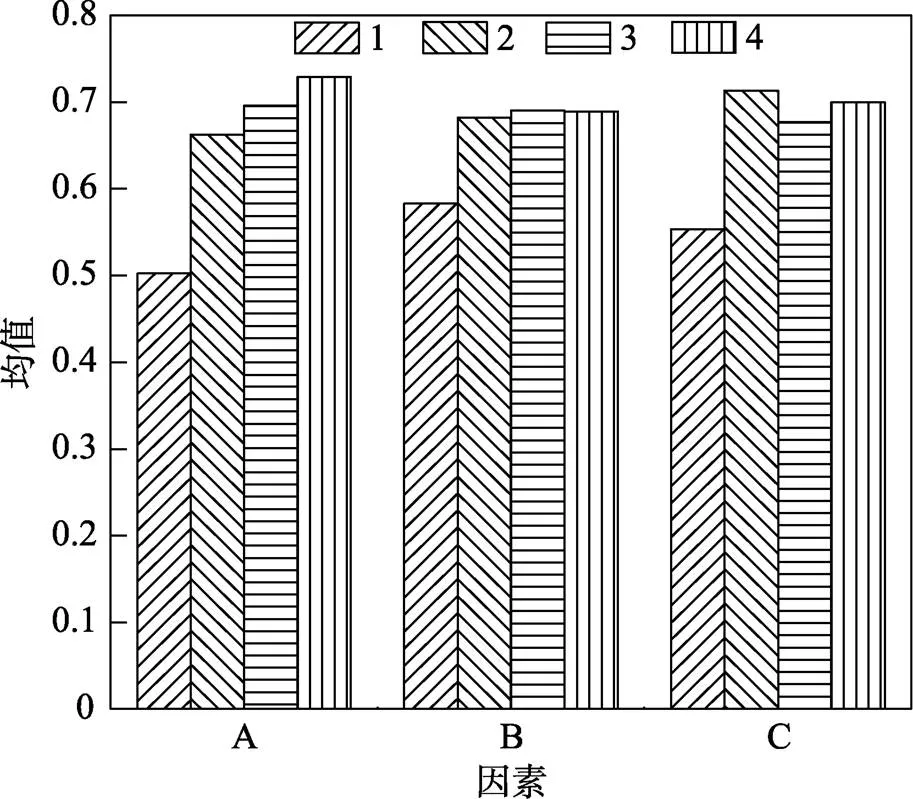
图12 灰色关联度均值
3 结论
1)扩口-磁脉冲焊接工艺均通过影响焊接区域碰撞速度使界面波形产生变化;放电电压增加,界面波长和波幅都逐渐增大,波幅/波长值也呈现出增加的趋势,适当增加电压可以使波形特征更加明显;扩口角度增加,界面波的波长和波幅也随之增加。随着扩口角度的增加,波幅/波长值均呈现出先增加后减小的趋势,且减小的速度较快。随着设备电容值的增加,碰撞速度变化不大呈现出界面波形的波幅和波长变化不大,波幅/波长值呈现出增加的趋势。
2)选取放电电压、设备电容和扩口角度为设计变量,进行正交试验得出单目标优化最佳参数组合,其中区域4波幅值较大的参数组合为放电电压为65 kV、设备电容为440 μF、扩口角度为20°;区域3波幅值较大的参数组合为放电电压为65 kV、设备电容为330 μF、扩口角度为20°。区域3波幅/波长值较大的参数组合为放电电压为65 kV、设备电容为330 μF、扩口角度为16°;区域4波幅/波长值较大的参数组合为放电电压为55 kV、设备电容为330 μF、扩口角度为16°。波形区域值较大的参数组合为放电电压为65 kV、设备电容为330 μF、扩口角度为16°。
3)采用灰色关联度对焊接工艺参数进行综合优化,得到兼顾波幅值、波幅/波长值及波形区域长度的最佳工艺参数,组合为放电电压为65 kV、设备电容为330 μF、扩口角度为16°,该组合下界面波形特征得到较好的改善。
[1] 洪求才, 刘卫国, 周大永. 某款轿车变型开发中车身结构轻量化的研究[J]. 汽车工程, 2017, 39(2): 232-236.
HONG Qiu-cai, LIU Wei-guo, ZHOU Da-yong. A Study on Body Structure Lightweighting in the Transfiguration Development of a Sedan[J]. Automotive Engineering, 2017, 39(2): 232-236.
[2] 李永兵, 李亚庭, 楼铭, 等. 轿车车身轻量化及其对连接技术的挑战[J]. 机械工程学报, 2012, 48(18): 44-54.
LI Yong-bing, LI Ya-ting, LOU Ming, et al. Lightweighting of Car Body and Its Challenges to Joining Technologies[J]. Journal of Mechanical Engineering, 2012, 48(18): 44-54.
[3] CHASTEL Y, PASSEMARD L. Joining Technologies for Future Automobile Multi-Material Modules[J]. Procedia Engineering, 2014, 81: 2104-2110.
[4] MISHRA R S, MA Z Y. Friction Stir Welding and Processing[J]. Materials Science and Engineering R, 2005, 50(1): 1-78.
[5] HUSEYIN U, CLAUDIO D D, ALBERTO A, et al. Friction Stir Welding of Dissimilar Al6013-T4 to X5CrNi18-10 Stainless Steel[J]. Materials & Design, 2005, 26(1): 41-46.
[6] BRAGA D, SOUSA L, INFANTE V, et al. Aluminum Friction Stir Weldbonding[J]. Procedia Engineering, 2015, 114: 223-231.
[7] 苏珊, 陈树君, 肖珺, 等. 基于中间过渡层的5A06/ 0Cr18Ni10Ti气化冲击焊接工艺研究[J]. 金属学报, 2019, 55(8): 1041-1048.
SU Shan, CHEN Shu-jun, XIAO Jun, et al. Study on Vaporizing Foil Actuator Welding Process of 5A06/ 0Cr18Ni10Ti with Interlayer[J]. Acta Metallurgica Sinica, 2019, 55(8): 1041-1048.
[8] ELANGO E, SARAVANAN S, RAGHUKANDAN K. Experimental and Numerical Studies on Aluminum-Stainless Steel Explosive Cladding[J]. Journal of Central South University, 2020, 27(6): 1742-1753.
[9] HAHN M, WEDDELING C, LUEG-ALTHOFF J, et al. Analytical Approach for Magnetic Pulse Welding of Sheet Connections[J]. Journal of Materials Processing Technology, 2016, 230: 131-142.
[10] 于海平, 徐志丹, 李春峰, 等. 3A21铝合金-20钢管磁脉冲连接实验研究[J]. 金属学报, 2011, 47(2): 197- 202.
YU Hai-ping, XU Zhi-dan, LI Chun-feng, et al. Experimental Study on Magnetic Pulse Connection of 3A21 Aluminum Alloy-20 Steel Pipe[J]. Acta Metall Sinica, 2011, 47(2): 197-202.
[11] YU Hai-ping, XU Zhi-dan, JIANG Hong-wei, et al. Magnetic Pulse Joining of Aluminum Alloy-Carbon Steel Tubes[J]. The Chinese Journal of Nonferrous Metals (English Edition), 2012, 22(z2): 548-552.
[12] 杨鹏, 孟正华, 黄尚宇, 等. 异种金属磁脉冲焊接研究进展[J]. 热加工工艺, 2014, 44(5): 1-5.
YANG Peng, MENG Zheng-hua, HUANG Shang-yu, et al. Research Review of Magnetic Pulse Welding for Dissimilar Metals [J]. Hot Working Technology, 2014, 44(5): 1-5.
[13] 雷刚, 赖立, 王静, 等. 基于磁脉冲焊接的数值模拟研究[J]. 机床与液压, 2017, 45(12): 65-69.
LEI Gang, LAI Li, WANG Jing, et al. Numerical Simulation Research Based on Magnetic Pulse Welding[J]. Machine Tool & Hydraulics, 2017, 45(12): 65-69.
[14] LIMIDO J, ESPINOSA C, SALAUUN M, et al. SPH Method Applied to High Speed Cutting Modelling[J]. International Journal of Mechanical Sciences, 2007, 49(7): 898-908.
[15] 杜飞, 王新云, 邓磊, 等. 高速冲击连接技术的研究进展[J]. 中国机械工程, 2021, 32(5): 600-610.
DU Fei, WANG Xin-yun, DENG Lei, et al. Research Progress of HVIW Technology[J]. China Mechanical Engineering, 2021, 32(5): 600-610.
[16] 孟正华, 钱多发, 刘维, 等. 预成形-高速冲击点焊工艺连接界面分析[J]. 中国有色金属学报, 2020, 30(11): 2586-2596.
MENG Zheng-hua, QIAN Duo-fa, LIU Wei, et al. Analysis of Joining Interface of Preform-High Rate Impact Spot Welding[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(11): 2586-2596.
[17] 崔俊佳, 袁伟, 李光耀. 汽车车身异种金属板件磁脉冲焊接工艺研究[J]. 汽车工程, 2017, 39(1): 113-120.
CUI Jun-jia, YUAN Wei, LI Guang-yao. A Study on Magnetic Pulse Welding Process for Dissimilar Sheet Metals of Autobody[J]. Automotive Engineering, 2017, 39(1): 113-120.
[18] 谢本凯, 周强, 李琴, 等. 基于SPH方法的焊接熔池流体动力学仿真研究[J]. 系统仿真学报, 2019(8): 1711-1718.
XIE Ben-kai, ZHOU Qiang, LI Qin, et al. Research on Fluid Dynamics Simulation of Welding Pool Based on SPH Method[J]. Journal of System Simulation, 2019(8): 1711-1718.
[19] 张志飞, 薛昊祥, 陈钊, 等. 基于灰色关联度TOPSIS法的前悬架与转向系统优化[J]. 汽车工程, 2020, 42(8): 1082-1089.
ZHANG Zhi-fei, XUE Hao-xiang, CHEN Zhao, et al. Optimization of Front Suspension and Steering System Based on Grey Correlation Degree TOPSIS Method[J]. Automotive Engineering, 2020, 42(8): 1082-1089.
Optimization of Magnetic Pulse Welding Process for Steel/Aluminum Drive Shaft Based on Interface Analyses
MENG Zheng-hua1a,1b,2, XIAO Chao1a,1b, QIAN Duo-fa1a,1b, GUO Wei1a,1b, LIU Wei1c
(1. a. Hubei Key Laboratory of Advanced Technology for Automotive Components; b. Hubei Collaborative and Innovative Center for Automotive Components Technology; c. School of Materials Science and Engineering, Wuhan University of Technology, Wuhan 430070, China; 2. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
The work aims to study the effect laws of magnetic pulse welding process parameters on the waveform characteristics of the welded joint interface of steel/aluminum drive shaft and optimize and design the welding process parameters. The smooth particle dynamics simulation method was used to analyze the interface waveform of the joint. With the characteristics of the interface waveform as the target, the effect degree of process parameters (flaring angle, discharge voltage, and equipment capacitance) of magnetic pulse welding on the interface of the welded joint was studied. The gray correlation method was adopted to analyze and get the comprehensive optimal process parameter combination. With the increase of the flaring angle, the wave amplitude/wavelength value of the steel/aluminum tube shaft connection interface showed a trend of first rising and then decreasing; the discharge voltage increased, the interface wave amplitude/wavelength value increased; the energy storage capacitance value had no effect on the tube shaft collision speed; and the amplitude and wavelength of the connection interface did not change much. The discharge voltage had the greatest effect on the length of the wave forming area of the interface; and the effect degree of various factors on the wave amplitude was: discharge voltage>flaring angle>equipment capacitance. The analysis of the effect degree of the process parameters on the welding strength through the joint interface has a theoretical guiding role for the design of the steel/aluminum drive shaft flaring-magnetic pulse welding process.
aluminum/steel drive shaft; flaring process; magnetic pulse welding; interface waveform; simulation optimization
10.3969/j.issn.1674-6457.2022.03.010
TG456.9
A
1674-6457(2022)03-0078-09
2021-07-13
国家自然科学基金(52005374);湖南大学汽车车身先进设计制造国家重点实验开放基金(31815008);教育部新能源汽车科学与关键技术学科创新引智基地(B17034)
孟正华(1980—),男,博士,副教授,主要研究方向为汽车轻量化。
