激光熔丝增材制造低合金钢的微观组织及性能研究
2022-03-24刘旭明张大越李彬周王军生
刘旭明,张大越,张 建,李彬周,赵 阳,王军生
(鞍钢集团北京研究院有限公司,北京 102200)
0 引言
增材制造,又称为3D 打印,随着社会经济的发展,该技术的应用前景非常广阔,越来越多的3D 打印材料应用在航空航天、核工业、海洋工业等领域,增材制造的产品质量在某些方面可以达到锻造件的质量水平[1-2]。低合金钢由于其较低的制造成本以及优异的综合性能,在船舶工业、海洋工业等方面有着广泛的应用[3]。
在增材制造领域,目前主要的工艺有激光选区熔化(SLM)、激光选区烧结(SLS)、熔融沉积建模(FDM)、激光工程净成形(LENS)、电弧增材制造(WAAM)和电子束熔化(EBM)等[4]。金属材料的3D 打印,其原材料主要是粉材和丝材,采用激光熔丝的3D 打印工艺,其特点是激光的能量密度大,同时相比粉材的3D 打印,丝材的成材率较高,接近100%,该工艺能够降低材料的应用成本,在未来有很好的应用前景[5]。
低合金钢经过激光3D 打印后,在随后的连续冷却过程中,会发生贝氏体转变。一般情况下,贝氏体钢的微观组织有粒状贝氏体GB、贝氏体铁素体BF、板条贝氏体LB、多边形贝氏体PF、针状铁素体AF 以及马奥岛组织M-A。对于贝氏体型低合金钢,在打印过程中,即使发生层间退火、回火,或者即使在等温条件下,仍会发生贝氏体转变[6]。
在贝氏体钢微观组织的研究中,经常会出现马奥岛组织,马奥岛是一种硬脆性相,其硬度要远大于基体组织,因而在材料中可以理解为一种第二相强化组织[7]。马奥岛的形貌一般分为块粒状和棒状的,其形貌以及尺寸的差异会直接影响马奥岛在钢中的作用。从形貌上讲,块粒状的马奥岛在裂纹沿边界扩展时会消耗更大的能量,而棒状的马奥岛在塑性变形时则更容易沿着马奥岛界面撕裂。块粒状弥散分布的马奥岛能够提高材料的屈服强度和抗拉强度,也能够带来更高的韧性指标[8]。
笔者采用化学成分清洁化的思路进行了丝材的开发,通过真空感应炉对气体元素进行深度去除,随后对坯料进行热轧和拉拔,开发了增材制造专用的高强高韧低合金钢丝,并进行了3D 打印试验,其产品可以满足海工用900 MPa 级增材制造的应用。
1 高强高韧合金钢丝的开发及试验方法
1.1 材料设计
表1 为低合金钢丝设计成分,从化学成分可以看出,该钢丝Mn、Ni、Cr、Mo 的相对含量较高,经过激光熔丝3D 打印后,在连续冷却过程中,其综合作用抑制了珠光体的转变,即使在空冷的情况下也容易发生贝氏体转变[9],甚至会发生部分马氏体转变。

表1 钢丝主要化学成分Table 1 Main chemical compositions of wire%
采用鞍钢集团北京研究院高性能材料计算中心的JMatpro 软件进行了CCT 曲线的计算,利用其计算数据,采用软件Origin 做图,其结果如图1 所示。

图1 低合金钢的CCT 曲线Fig.1 Continuous cooling transition (CCT) curve of lowalloy steel
从CCT 曲线(图1)可以看出,该钢种在冷速≤30 ℃/s 下,均有贝氏体生成。在冷速≤0.015 ℃/s时,此时的冷速较为缓慢,从奥氏体开始相变时,先共析铁素开始析出,随后伴随着珠光体开始析出,随着进一步冷却,开始生成贝氏体。在冷速0.015 ℃/s和0.25 ℃/s 之间,在整个冷却过程中,全部生成为贝氏体组织。在冷速0.25 ℃/s 和30 ℃/s 之间,在整个冷却过程中,生成贝氏体以及马氏体组织,随着温度的降低,奥氏体中碳元素的扩散速度降低,贝氏体的转变温度逐渐降低。在冷速超过30 ℃/s 时,则全部析出为马氏体组织。
1.2 丝材制备流程
通过对增材制造用合金钢丝材的制备过程及应用进行研究,为获得强度和韧性相匹配的力学性能,采用清洁化炼钢的思路,为了降低成本并对残余有害元素精确控制,采用了真空脱气炼钢工艺,严格控制O、N、H 元素的含量。残余元素的高水平控制,是保证丝材有较好强度和韧性的必要条件[10-11]。在炼钢后,通过对铸锭进行锻造,制备了热轧坯料,随后对热轧坯料进行热连轧,制备了直径为5.5 mm的合金钢盘条,合金钢盘条经过拉拔制丝工艺,形成了增材用Ø1.2 mm 的专用丝材。
具体的工艺流程如下:合金配比→真空感应炉炼钢→铸锭→热连轧→Ø5.5 mm 盘条→粗拉丝至Ø3.2 mm→退火→中拉丝至Ø2.0 mm→退火→中拉丝至Ø1.26 mm→精拉丝至Ø1.2 mm。在拉拔过程中,需要对加工硬化态的钢丝进行两次退火软化,最终精拉拔至Ø1.2 mm[12]。
1.3 打印试验及试验方法
1.3.1 激光增材制造工艺
在进行激光熔丝3D 打印(图2 所示)时,为了保证打印块体不出现氧化夹杂物,采用纯氩气作为保护气,流量为20 L/min。经过试验摸索,特采用表2 的试验参数作为最终的3D 打印参数。利用红外测温仪对块体打印过程中的温度进行测量,其冷速为在2.5~5.2 ℃/s,按照前述CCT 曲线来看,其组织为贝氏体和少量的马氏体组织。

图2 激光熔丝3D 打印示意Fig.2 Schematic diagram of 3D printing of laser wirefeed using wire material

表2 激光熔丝增材制造试验技术参数Table 2 Technical parameters of laser wire-feed additive manufacturing
对沉积层厚度而言,主要的影响因素是扫描速度、喂丝速度、光丝距、离焦量。在光丝距、离焦量一定的前提下,扫描速度的降低、喂丝速度的加快会增加单位时间的金属沉积量[13]。通过激光熔丝打印,制备了厚度为30 mm,截面为80 mm×120 mm的合金块体。
1.3.2 微观组织表征
金相组织采用ZEISS 40 MAT 型号的光镜,为了观察马奥岛的微观组织,特对试样进行染色金相处理,采用的腐蚀液为Lepera 试剂,其配比为2%偏重亚硫酸钠水溶液和4%的苦味酸乙醇溶液按照1∶1 混合。
扫描电镜的设备型号为 650-FEG,配备能谱分析系统 Pegasus Apex 4.拉伸使用WE-300 型万能测试仪,透射电镜型号为日立公司的H-800,并配备H-8010 扫描电镜系统。
1.3.3 拉伸和夏比冲击试验
夏比V 型缺口冲击试验依据《GB/T 229-2007 金属材料夏比摆锤冲击试验方法》进行,试样尺寸为10 mm×10 mm×55 mm,使用该标准进行冲击试验。拉伸试样采用《GBT 228.1-2010 金属材料 拉伸试验第1 部分;室温试验方法》进行样品制备。每个试验的次数为3 次,取其平均值作为最终的性能数据。
2 结果和讨论
2.1 微观组织研究
经过激光熔丝3D 打印后,对打印块体的金属进行取样并进行金相制样,经过腐蚀后利用扫描电镜进行观察,发现其显微微观组织主要是由板条状铁素体LB、贝氏体铁素体BF、块状贝氏体GB、马奥岛组元M-A 组成,见图3。金相试样经过Lepera试剂染色后,从染色金相可以看出,白色区域的微观组织为马奥岛组织(见图3(b),可以看到粒状的马奥岛分布在贝氏体基体之上。马奥岛的分布对打印金属性能的影响非常显著,一般来讲,塑性指标随着马奥岛组织比例的增加而减小。弥散分布的粒状的马奥岛组织有益于提高金属的塑性,如延伸率和冲击韧性指标,而网状分布的马奥岛会恶化冲击性能[14-15]。
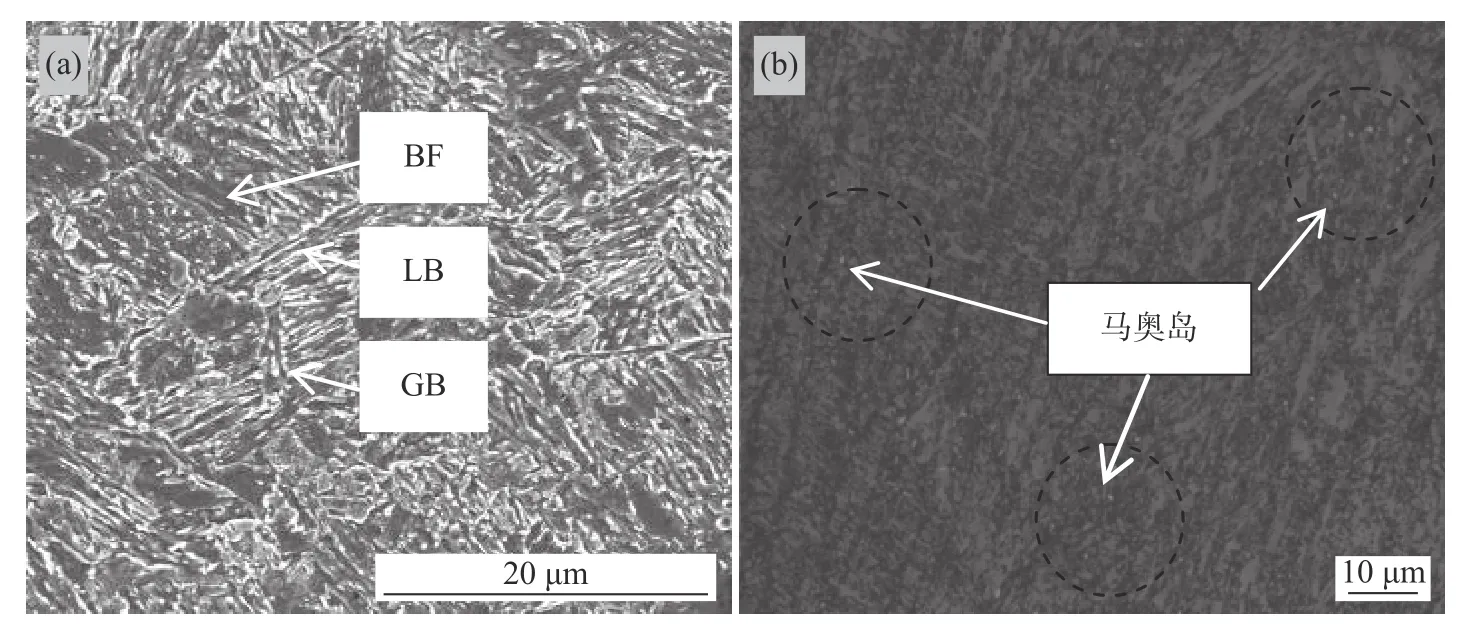
图3 (a)贝氏体的SEM 形貌照片,(b)马奥岛组织Fig.3 SEM microscope micrographs of (a) bainite;(b) martensite-austenite (M-A) constituents
在进行贝氏体相变时,奥氏体内成分开始变的不稳定,主要表现为C 元素的富集。当冷却温度较低时,贝氏体铁素体首先在贫碳位置形核,随着铁素体的不断长大,不断的向周围排碳。在碳元素富集的位置,随着冷却的进行,富碳的奥氏体发生马氏体转变,并残留一定的奥氏体。在冷速相对较慢时,C、Fe 元素扩散较为充分,形成的铁素体的形貌为块状,不规则的马奥岛M-A 就夹杂在块状铁素体之间。在冷速加快时,贝氏体的转变温度降低,C、Fe 元素的扩散受限,此时板条状的贝氏体铁素体形成,在板条之间形成富碳的奥氏体,冷却时发生马氏体转变并残留一定的奥氏体,棒状的马奥岛M-A 一般平行于铁素体板条。
2.2 力学性能
通过表3 可以发现,打印合金钢的屈服强度和抗拉强度分别达到了857 MPa 和930 MPa。其在-40 ℃下的V 型缺口冲击韧性指标达到了118 J,见表4。可以看出,该低合金钢的打印块体具有优异的强韧性。

表3 打印金属拉伸性能Table 3 Tensile properties of printed metal

表4 打印金属冲击性能Table 4 Impact properties of printed metal
将打印块体按照拉伸样和冲击样的标准进行制样,经过拉伸和冲击试验后,将断口经过扫描电镜进行观察。拉伸断口在电镜下,断口总体上呈现出韧性金属典型的微孔聚集型断口形貌,断口上遍布大小不等的韧窝,见图4(a)。冲击试样的断口呈现韧性和脆性混合的形貌特征,但脆性断口形貌偏多,韧窝底部较洁净,未见夹杂物存在,韧窝的大小不一,在脆性断口处,试样的解理面沿着裂纹源及扩展方向伸长,形成椭圆或狭长的特征,其外貌类似扇形或河流状,见图4(b)。
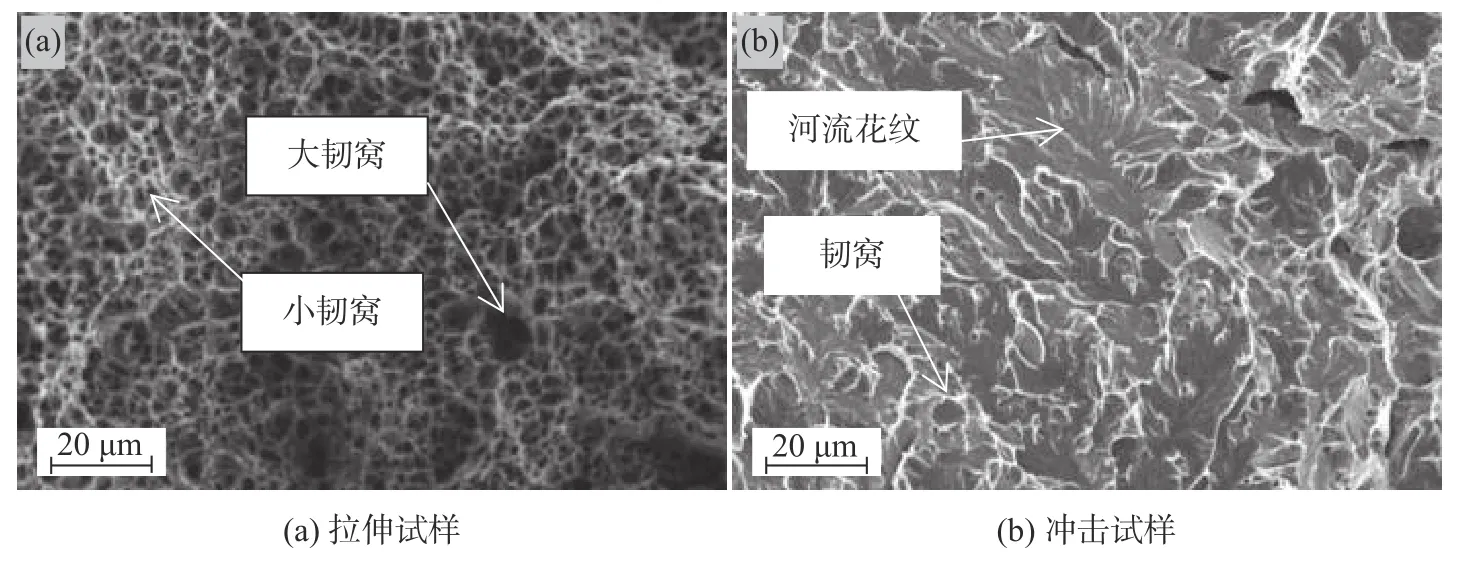
图4 断口形貌的扫描电镜照片Fig.4 SEM microscope micrographs at different fractured states (a) tensile fracture;(b) impact fracture
2.3 微观组织对力学性能的影响
在高温奥氏体冷却的过程中,形成贝氏体铁素体BF、粒状贝氏体GB 和马奥岛组织,其透射电镜形貌见图5(a),贝氏体的位错密度较高,因而具有较大的强度。马奥岛的形貌见图5(b)和5(c),其对冲击韧性的影响较大。一般情况下,晶界处存在的网状的马奥岛会最大程度的恶化冲击性能。马奥岛的尺寸也会对冲击性能产生关键的影响,裂纹会在原奥氏体晶界和马奥岛的交叉处扩展。弥散分布的粒状的马奥岛则有助于冲击韧性的提升,而粗大的块状或者棒状分布的马奥岛则会恶化冲击性能。刘清友等对管线钢进行研究时,亦得出了类似的结论[16-17]。

图5 (a)板条贝氏体和粒状贝氏体整体形貌;(b)板条贝氏体之间的马奥岛透射电镜照片;(c)粒状贝氏体之间的马奥岛透射电镜照片Fig.5 TEM microscope micrographs of experimental steel.(a) Overall morphology of lath bainite and granular bainite;(b)M-A constituents between lath bainites;(c) M-A constituents between granular bainites
由于马奥岛属于硬脆相,与基体相存在着较大的硬度差,当晶界处的马奥岛遇到变形导致的位错堆积时,马奥岛无法缓解应力集中,以及马奥岛与基体存在的强度错配,此处便会成为应力集中点,裂纹会由此展开。即使在裂纹扩展的过程中,块粒状的马奥岛裂纹扩展的路径是之字型的,棒状的马奥岛在扩展时是直线的,这也导致了棒状的马奥岛更容易发生裂纹传播[18]。
板条状的贝氏体形貌见图6(a),条状贝氏体板条之间马奥岛组元呈粒状(图6(b),可有效阻断裂纹扩展,保证3D 打印金属具有较高的低温韧性[19],这与打印金属块体具有相对较高的冲击功相吻合,其中奥氏体的分布与图3(b)中Lepera 试剂染色后的马奥岛组织的分布规律相吻合,均为粒状分布在贝氏体微观组织的相界面之间。
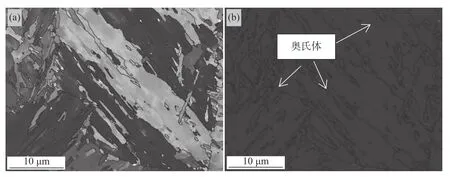
图6 (a)板条贝氏体和粒状贝氏体EBSD 照片;(b)奥氏体组织分布的EBSD 照片Fig.6 (a) EBSD inverse pole figure (IPF) map of the lath and granular bainite;(b) EBSD phase map of the austenite
3 结论
1)低合金钢丝经激光熔丝3D 打印后,在空气中连续冷却时,微观组织主要为粒状贝氏体、板条状贝氏体以及M-A(马奥岛)组织组成。
2)经过激光3D 打印后,合金钢丝打印件的力学性能达到了900 MPa 级别,且在-40 ℃的低温韧性达到了118 J,其综合强度归因于高密度位错分布的贝氏体微观组织以及弥散分布的马奥岛进一步增强了对贝氏体基体的强度同时提高了打印块体的冲击韧性指标。
3)本次开发的3D 打印专用的高强高韧性合金钢丝,其化学成分的洁净化,尤其是O、N、H 元素的高水平控制,从成分设计上保证了综合力学性能的高水平。
