S32750双相不锈钢焊接工艺试验研究
2020-06-15刘秋亮吴晓聪黄爱龙
刘秋亮 吴晓聪 黄爱龙

摘要: 通过对S32750双相不锈钢的焊接性分析,认为双相不锈钢焊接过程中,严格控制每层/道焊接热输入量是保证焊接接头综合性能的关键因素。通过选择合适的焊接工艺参数,按照美国ABS船级社规范进行了管道垂直固定和管道水平固定两种位置钨极氩弧焊工艺试验,对微观组织、铁素体含量和点腐蚀试验进行观察与测试。结果表明,铁素体和奥氏体两相组织形态正常,无二次相;焊缝区及热影响区铁素体含量为35%~57%,满足ABS规范铁素体含量30%~70%的要求;按照ASTM G48-A法进行50 ℃点腐蚀试验,腐蚀率及表面点蚀情况均满足ABS规范要求。
关键词: S32750双相不锈钢; 铁素体; 热输入; 点蚀
中图分类号:TG 406
Research on welding procedure tests for S32750 duplex stainless steel
Liu Qiuliang,Wu Xiaocong,Huang Ailong
(CSSC Chengxi Ship Repair and Construction Co., Ltd., Jiangyin 214433, Jiangsu, China)
Abstract: The weldability of S32750 duplex stainless steel was investigated by weldability analysis and welding test. The results show that the key factor to ensure the comprehensive performance of welded joint is to strictly control the welding heat input of each layer/pass. By selecting reasonable welding process parameters, vertical and horizontal fixed pipe positons welding procedure approval tests were conducted according to specification of American Bureau of Shipping. The results show that microstructure of ferrite and austenite are normal, and there are no secondary phrases. The ferrite content of the weld and the heat affected zone area is between 35%~57%, which meets the requirements of ferrite content of 30%~70% in the specification. The pitting corrosion test was conducted according to ASTM G48A method at 50 ℃, and the corrosion rate and surface pitting corrosion meet the requirements of the specification.
Key words: S32750 duplex stainless steel; ferrite; heat input; pitting corrosion
0 前言
S32750雙相不锈钢是20世纪80年代后期发展起来的钢种,相当于中国022Cr25Ni7Mo4N钢,属于高铬高钼含氮钢[1]。相比常规的S31803(2205型)双相不锈钢,其耐点蚀当量PREN超过40%,具有极高耐局部腐蚀和良好的耐应力腐蚀开裂性能,耐腐蚀性能接近于254SMo超级奥氏体不锈钢,因此被称为超级双相钢,它同时具有高强度和良好的耐磨性能,因此在石油化工领域和海水处理设备得到广泛应用。
国际海事组织(IMO)要求2020年1月1日起,船舶硫氧化物排放必须小于0.5%。目前减少船舶硫氧化物排放的有效方法之一是在船上安装废气清洗系统进行处理,其主体结构脱硫塔设备涉及到大量的S32750钢焊接。各大船级社规范对此类钢焊接接头铁素体含量和点腐蚀性能均有明确要求,但目前国内外对S32750钢焊接接头点腐蚀试验及性能没有详细技术参考资料介绍,为此开展了全面系统的焊接工艺试验研究工作。
1 S32750双相不锈钢焊接性分析
1.1 微观组织对材料性能的影响
双相不锈钢焊接的最大特点是在焊接热循环的作用下,焊接接头尤其是热影响区的显微组织会发生一系列复杂的相变过程。双相不锈钢焊后的性能是由铁素体和奥氏体两相的比例及分布状态决定的。双相不锈钢中铁素体含量的多少会直接影响双相不锈钢的性能。当铁素体含量低于25%时,其强度会降低,应力腐蚀裂纹倾向增加;当铁素体含量高于70%时,其氢点蚀现象倾向增加,韧性降低,氢致裂纹的风险增加。因此船级社规范对双相不锈钢焊接接头铁素体含量均有明确要求(通常30%~70%)。
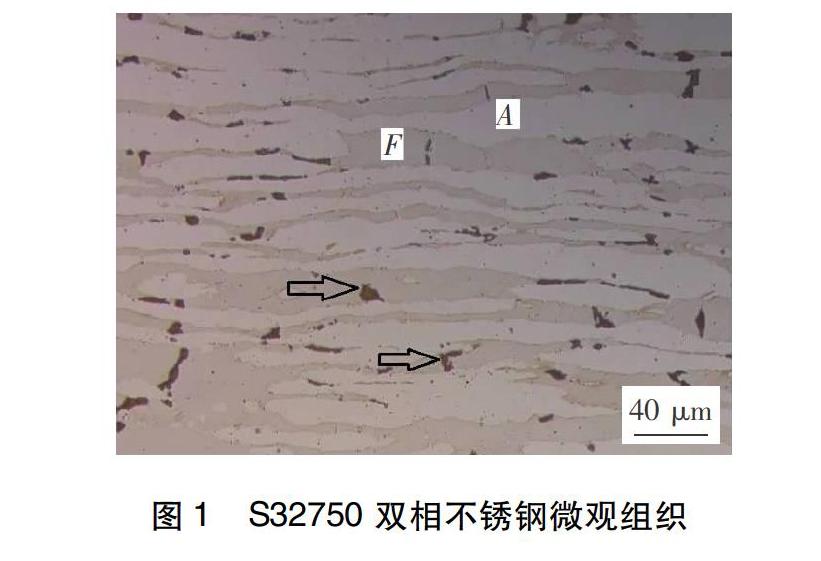
S32750双相不锈钢在600~1 000 ℃热处理范围内会形成诸如σ相、χ相、二次奥氏体相、Cr2N相等二次相。图1为双相不锈钢微观组织,其中F为铁素体,A为奥氏体,箭头所指示为σ相。这些二次相中,σ相富含铬和钼,χ相的析出消耗了部分铬和钼,同时出现的二次奥氏体相也会使铬和钼这些元素贫化。因此这些二次相的出现不利于双相不锈钢的耐腐蚀性能和力学性能的提高[2-3]。
1.2 焊接热输入及冷却速度
焊接热输入对双相不锈钢焊接接头铁素体含量和热影响区晶粒度均有直接影响。随着焊接热输入的提高,铁素体含量会减少,而热影响区晶粒度会逐渐变得粗大。
焊接过程中,在其它条件不变的条件下,冷却速度过快,其焊缝区及热影响区就会产生过多的铁素体和氮化物,奥氏体体积分数少,从而降低焊接接头的耐腐蚀性能和韧性。相反若冷却速度过慢,其焊缝区及热影响区可能析出金属间化合物-脆性相(σ相),也会使焊接接头的耐腐蚀性和韧性降低。
综合上述分析,如果焊接热输入高,冷却速度又较慢,双相不锈钢焊接接头铁素体含量会明显下降,同时导致热影响区晶粒粗大,增加热影响区氮化物析出倾向,可能对焊接接头质量产生不良影响。
有资料介绍[4],焊缝区和热影响区的冷却时间t12/8不能太短,应根据材料的厚度,选择合适的冷却速度,同时也需要严格控制焊接过程中的层/道间温度。厚板焊接时,焊接热输入要大;薄板焊接时,尤其是板厚小于5 mm时,焊接热输入应相应减小。
2 S32750双相不锈钢焊接工艺试验
2.1 试验材料
试验用管材采用瑞典Outokumpu公司生产的S32750双相不锈钢(厂商牌号Ultra2507),满足ASTM A790/A790M-2016《无缝和焊接铁素钵/奥氏体不锈钢管》标准中无缝管固熔处理技术要求,管外径89 mm,壁厚5 mm。
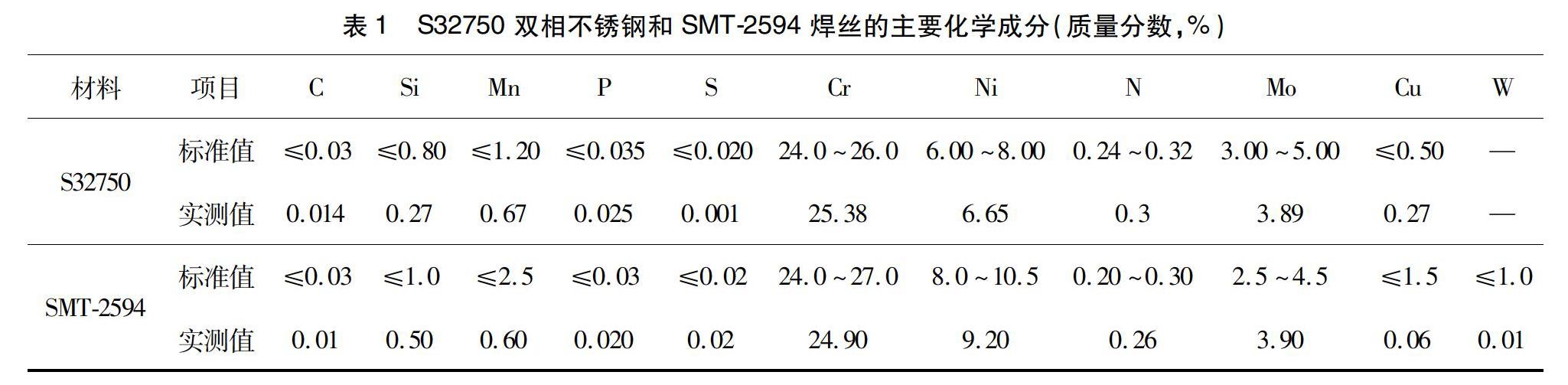
试验焊接材料采用韩国现代焊接材料株式会社生产的2.4 mm SMT2594 焊丝,符合AWS A5.9/A5.9M-2017《不锈钢祼焊条和焊棒》标准ER2594焊丝标准要求。母材和焊接材料的化学成分及力学性能见表1和表2。
2.2 焊接方法
除电渣焊外,基本上所有的熔焊方法都可以用来焊接奥氏体-铁素体双相不锈钢。常用的方法有焊条电弧焊和钨极氩弧焊,近年来又发展出等离子弧焊。药芯焊丝气体保护焊虽然效率高,工艺性能好,但冲击性能和耐腐蚀性能较差,采用同一型号但不同品牌的焊丝,最终焊缝性能差异性也较大。埋弧焊可用于双相不锈钢厚板的焊接,但稀释率大,应用不多。文中主要开展了手工钨极氩弧焊试验研究。
2.3 保护气体的选择
2.3.1 气体成分
保护气体在不锈钢电弧焊焊接中起着重要作用,对不同的材料及焊接方法,应选择合适的气体组合,主要考虑因素如下:
(1)在焊接含氮的不锈钢,如S32205,S32750和S31254(254SMo),添加氮是有益的,有助于控制焊缝中的氮含量,除了可以提高抗拉强度外,同时对耐点蚀和耐缝隙腐蚀性能有益。综合考虑选择正面保护气体为98%Ar+2%N2。
(2)为实现管道背面气体置换时最低的氧含量,使用氮与氢的混合气体(90%N2+10%H2)作为背面保护气体,这种保护气体在焊接双相不锈钢时不存在焊缝吸附氢的任何风险。
2.3.2 气体流量及充气方式
正面保护气体流量8~15 L/min,背面保护气体流量打底层15 L/min,盖面层5~8 L/min。为了保证管材内侧焊缝质量,采用整体充气的方式对焊缝内部进行保护,将钢管固定在支架上,两端堵住,并各预留10 mm的孔,保证气体从一端进入,从另一端的孔流出,开始焊接前应进行通气2~3 min,以保证取代管内原有的空气。焊完后延时2~3 min停止充气保护。
2.4 焊接工艺试验
焊接工艺试验遵照美国ABS船级社《不锈钢材料与焊接指南》(2019)[5]及ASME BPVC Section IX-2017《焊接和钎接工艺评定》标准执行。文中组织开展了两项管材焊接工艺试验,其中包括管垂直固定焊和管水平固定焊。具体工艺参数见表3。电流类型采用直流正接(DCEN),钨电极型号为WCe20,规格为2.4 mm。
双相不锈钢对接头表面污染杂质很敏感,焊前采用机械加工方式开单面V形坡口。使用不锈钢砂轮片对坡口两侧各50 mm范围内进行打磨,防止油污、灰尘等有害物质的污染[6]。
焊接时要注意的事项有:
(1)采用多层多道焊接,层间温度小于100 ℃。
(2)定位焊要规范,避免在材料表面的弧击和盲目起弧,避免擦伤钢板表面,造成应力腐蚀麻点。
(3)焊接时,焊丝及焊枪不作摆动,避免焊缝过热。
(4)收弧時应将熔池填满,防止弧坑裂纹。
2.5 试验方法
按照ASTM E407-2007《金属和合金显微浸蚀的标准方法》进行腐蚀操作,采用ZEISS Axio Observer A1m型金相显微镜对焊缝区、热影响区及母材金相组织进行观察分析。铁素体含量按照ASTM E562-2011《用系统人工点计数法测定体积分数标准试验方法》进行检测。在放大200倍的金相照片上计数数点,计数之和即为铁素体质量分数。
按照ASTM G48-2011《使用三氯化铁熔液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验标准方法》中A法进行三氯化铁麻点腐蚀试验。试验前先把试样浸入60 ℃的20%HNO3+5%HF水溶液中保持5 min,然后浸入设定温度的三氯化铁溶液中保持24 h,计算腐蚀率(即单位面积重量损耗),总损失量必须小于4 g/m2。同时采用20倍放大镜检测试样表面麻点情况。
3 试验结果与分析
3.1 接头微观组织分析
管水平固定焊接头微观组织与管材垂直固定焊接头的微观组织。以管垂直固定焊为例,图2为管垂直固定焊接头微观组织形貌。S32750双相不锈钢中的奥氏体组织是在铁素体基体上生成的,呈枝晶状分布,白色是奥氏体,其余部分为基体铁素体。焊缝区及热影响区金相组织特征存在明显的方向性,呈带状组织分布。焊缝区组织相对于热影响区组织晶粒明显细化,具有不规则的条状特征和相交织分布的块状特征,形态差别较大。打底层奥氏体组织较为粗大,且含量相对较高。3.2 铁素体含量测定
ABS船级社《不锈钢材料与焊接指南》中规定S32750双相不锈钢铁素体含量为30%~70%。经过测量,S32750双相不锈钢管焊接接头焊缝区和热影响
区的铁素体含量见表4。打底层焊缝区铁素体的最低含量为38%,满足ABS船级社《不锈钢材料与焊接指南》的规范要求,表明焊接热输入和接头冷却速度控制在合适的范围之内。
打底层焊缝区的铁素体含量较低,主要原因有:①采用多层多道焊,后续焊道对前层焊道有预热作用,焊缝金属中的铁素体进一步转变为奥氏体;②在焊接过程中,背面保护气体中氮被获取(熔入),氮分子由于电弧的作用会变为氮原子,氮原子可以很容易地渗入焊接熔池中。对不锈钢焊缝金属来说,氮是降低铁素体含量促进奥氏体组织形成相当有效的元素,直接导致焊缝区打底层铁素体含量比盖面层要低。
3.3 点腐蚀试验
表5为S32750双相不锈钢管道焊接头点腐蚀测试结果。试验结果显示,焊接接头在50 ℃的三氯化铁溶液中浸泡24 h后,计算单位面积失重(腐蚀率)CR,具体计算公式如下:
CR=W1-W2S(1)
经实测,两块试样单位面积失重最大值0.3 g/m2,满足<4 g/m2规范要求,且试样表面没有麻点出现。
中国CCS船级社规范和DNV GL船级社规范中规定S32750双相不锈钢的腐蚀试验温度均为40 ℃。英国LR船级社规范中规定按ASTM G48-2011《使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验标准方法》中C法-镍基和铬包复合金的临界麻点腐蚀温度试验方法执行,最小临界腐蚀温度只要达到25 ℃即可。通过咨询权威专家,并与其它船级社规范对比分析,认为ABS船级社《不锈钢材料与焊接指南》对S32750双相不锈钢腐蚀试验要求过于苛刻。为此建议在涉及此类不锈钢产品设计和技术合同时,需要特别注意点腐蚀温度这一关键指标,以防标准要求过高而引起后续技术风险。
4 结论
(1)S32750双相不锈钢的服役环境要求其焊接接头必须与母材耐腐蚀性能和力学性能类似。不同的焊接方法、焊接材料、保護气体成分、热输入大小、层间温度高低、冷却速度快慢等工艺因素都会影响焊接接头的组织分布和两相比例,进而影响焊接接头的力学性能和耐腐蚀性。
(2)通过开展S32750双相不锈钢焊接工艺试验研究,在试验过程中制定合理的焊接工艺参数,得到的焊接接头双相微观组织形态正常,焊缝区和热影响区的铁素体含量适当,点腐蚀试验结果满足规范要求,较好地满足了公司脱硫项目建造技术要求。
参考文献
[1]宋建新,朱秋华,谢飞,等.固溶处理对S32750双相不锈钢焊缝组织和性能的影响[J]. 热处理, 2014,29(1):21-25.
[2] 洪巨峰. 双相不锈钢2304和2507焊缝局部腐蚀电化学研究[D]. 上海:复旦大学,2013.
[3] 张鹏,庞午骥,尚峰,等.SAF 2507超级双相不锈钢耐腐蚀性能的研究现状[J]. 热加工工艺,2018,47(14):23-26.
[4] 李亚江,栗卓新,陈芙蓉,等. 焊接冶金学:材料焊接性[M]. 北京:机械工业出版社,2016.
[5] American Bureau of Shipping. ABS guide for materials and welding for stainless steels [S]. American Bureau of Shipping,Texas, USA,2019.
[6] 吴伟,彭文,江齐锋. 超级双相不锈钢钢管焊接工艺研究[J]. 机电设备,2018(5):39-42.
