熔体温度对注射成型热塑性聚氨酯制件残余应力及外形精度的影响
2022-03-20张晓雯王博伦郑梦瑶
相 宁,葛 勇,张晓雯,王博伦,郑梦瑶,颜 悦
(中国航发北京航空材料研究院 北京市先进运载系统结构透明件工程技术研究中心,北京 100095)
热塑性聚氨酯(thermoplastic polyurethanes,TPU)弹性体是一种具有微相分离结构的嵌段共聚物,其中硬段由二异氰酸酯构成,主要影响材料的熔融温度及高温性能;软段由长链的多元醇构成,主要影响材料的低温性能及弹性[1-2]。由于TPU的材料种类丰富且性能优异,使其在越来越多的领域中得到应用[3-5]。其中具有高透光性、优异的耐低温性能和良好粘接性能的TPU胶片已经成功用于层合结构透明件的中间层,以提高层合结构透明件的抗冲击能力[6]。注射成型技术可以实现大曲率、大厚度及复杂结构制件的一体化成型,已逐渐在TPU中间层的制备上取得应用。然而注射成型是一种包含剪切流场和梯度温度场等多物理场作用的成型过程,容易引发残余应力[7-9]。残余应力会影响TPU注射成型制件的尺寸精度、光学性能以及界面粘接性能,最终影响层合结构透明件的使用。
在传统的热塑性透明树脂注射成型领域中,国内外学者对残余应力产生的原因及控制手段开展了广泛的研究。韩健等[10]发现注射成型工艺中的保压压力和熔体温度对制件残余应力的分布有明显影响,并发现熔接痕区域存在双折射行为。陈宇宏等[11]通过对比注射成型和注射压缩成型对汽车角窗透明产品残余应力分布和光学性能的影响发现,注射压缩成型可以极大降低制件的残余应力并减少其分布范围。王忠辉等[12]通过单一变量的实验方法研究了注射速度对聚甲基丙烯酸甲酯(PMMA)制件残余应力和光学性能的影响,结果表明提高注射速度可以降低制件的整体残余应力,且透光率随残余应力的变化趋势与雾度的变化趋势相反。奚国栋等[13]基于线性黏弹性模型模拟计算了无定形材料在注射成型过程中由温度和压力引起的残余应力和收缩,发现提高保压压力和注射温度可以降低制品的最终收缩量。葛勇等[14]通过研究注射工艺对聚碳酸酯残余应力的影响后,得出熔体温度对残余应力的影响最为显著。Isayev[15-16]在对比了自由淬火和注射成型无定形聚合物的双折射性能后指出,注射成型制件的热残余应力比流动残余应力大一个数量级,并且流动残余应力主要是由于分子取向导致的。
虽然国内外学者对透明产品的注射成型过程中残余应力的形成和控制进行了大量研究,但针对弹性体类透明聚氨酯注射成型制件残余应力的研究却少见报道。本工作将探索注射成型过程中熔体温度对制件残余应力的影响规律以及作用机理,并结合残余应力在制件中的分布规律,分析阐述残余应力对TPU制件翘曲变形和尺寸精度的影响规律和作用机理。
1 实验材料与方法
1.1 原料与仪器
实验所用TPU原材料为一种聚醚型脂肪族透明TPU,熔融指数为13.18 g/10 min(190 ℃/2.16 kg),数均分子量Mn=70928;成型设备为KM-CX-130/750型注塑机,螺杆直径为45 mm;101-3AB型鼓风烘箱;WPA-100-L型宽量程2D双折射测定仪;HD-6型橡胶厚度计;游标卡尺。
1.2 注射成型实验
使用鼓风烘箱在85 ℃下对原料干燥4 h,确保原料干燥充分。TPU制件为注射成型的长方形平板,其理论尺寸为长×宽×厚=200 mm×100 mm×3 mm。采用单因素四水平实验方法考察熔体温度对TPU制件残余应力与外形精度的影响,所考察的因素及水平值如表1所示,注射成型基本工艺参数如表2所示。
1.3 性能表征
1.3.1 残余应力测量
双折射法测量残余应力的具体原理为,当透明高分子材料产生应力后会产生光学双折射现象,平面偏振光垂直射入试样后,产生双折射沿受力点主应力方向分成两束平面偏振光,这两束光的光程差与光通过处的残余应力成正比,即应力-光学定律[13]:
δ=c×d×(σ1-σ2)
(1)
式中:δ为偏振光在光线通过处由于折射率不同导致的光程差,nm;σ1和σ2分别为第一和第二方向上的主应力,MPa;d为样品厚度,mm;c为材料的光弹系数,Pa-1,是材料的固有属性,当测试温度固定时,可以认为c是一个固定值[17]。
TPU制件厚度截面双折射测量的裁样示意图如图1所示,制件采用侧进胶,浇口位于制件短边上。将平行于熔体流动方向标记为PF,垂直于熔体流动方向标记为VF,制件厚度方向标记为TD。分别沿PF方向和VF方向进行裁切取样,取样宽度为2.2 mm。
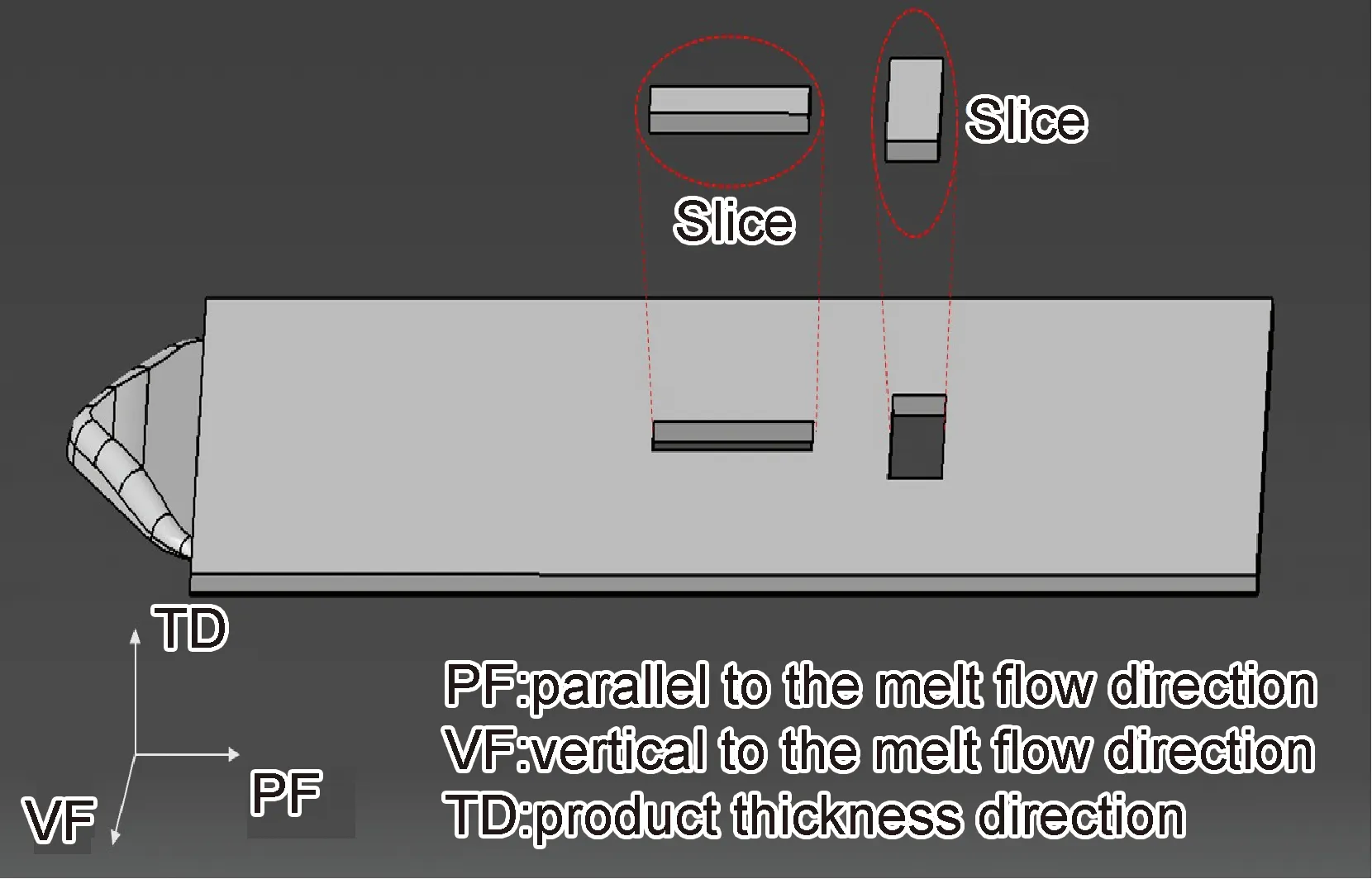
图1 TPU制件厚度截面双折射测量的样品裁样示意图Fig.1 Schematic diagram of sample cutting position for birefringence measurement on the thickness section
本工作采用宽量程2D双折射测定仪,在恒定室温的条件下,通过双折射法测定制件整体的光程差分布以及裁切样品的光程差分布,并通过光程差大小以及分布来表征制件的应力大小和分布,进而研究不同熔体温度对制件残余应力分布的影响。
1.3.2 制件尺寸精度测量
TPU制件的尺寸精度测量位置如图2所示,在平板制件不同位置均匀的选取10个测量点,利用厚度计测量每一个点的厚度;利用游标卡尺分别沿line 1,line 2和line 3三条直线位置对制件的长度进行测量;利用游标卡尺分别沿line 4,line 5和line 6三条直线位置测量制件的宽度。按下式计算三个方向上每个测量值的尺寸变形率D:
(2)
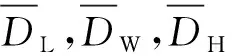
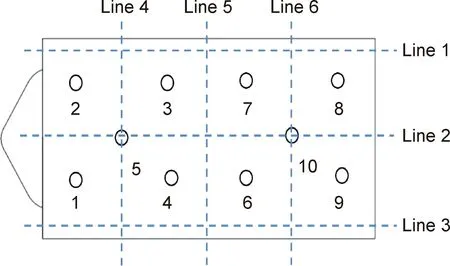
图2 尺寸精度测量位置示意图Fig.2 Schematic diagram of measurement positions of dimensional accuracy
2 结果与分析
2.1 注射成型TPU制件残余应力分析
通常,注射成型制件的残余应力主要由两部分构成,一部分为熔体填充过程中因黏性流动产生的流动残余应力,另一部分为制件在冷却过程中各点收缩程度不同产生的热残余应力[16]。目前对于不同残余应力之间相互作用的物理机理还不清楚,通常认为总残余应力是流动残余应力和热残余应力的叠加[18]。
不同熔体温度下TPU制件的整体光程差分布如图3所示,图中右侧为近浇口区域。通过图3可以看出,制件整体残余应力随熔体温度的上升而下降,尤其是制件的中心区域残余应力下降更为明显。当熔体温度为160 ℃时,制件整体的残余应力较大;当熔体温度为170~190 ℃时,制件残余应力的分布大多集中在近浇口的边缘区域,并沿熔体流动方向呈现下降的趋势。当熔体温度为160 ℃时,较低的熔体温度使熔体填充后分子链段没有充分的时间进行布朗运动,分子链段取向被冻结,产生较大的流动残余应力;而更低的模具温度加剧了制件的冷却,收缩不一致产生较大的热残余应力。二者结合导致制件整体呈现出较大的残余应力。随着熔体温度的上升,分子链段在熔体冷却阶段解取向程度增大[18-19],流动残余应力降低,且熔体温度升高延缓了制件的冷却速率,使热残余应力下降。因此,制件残余应力整体呈现出随熔体温度上升而下降的趋势。
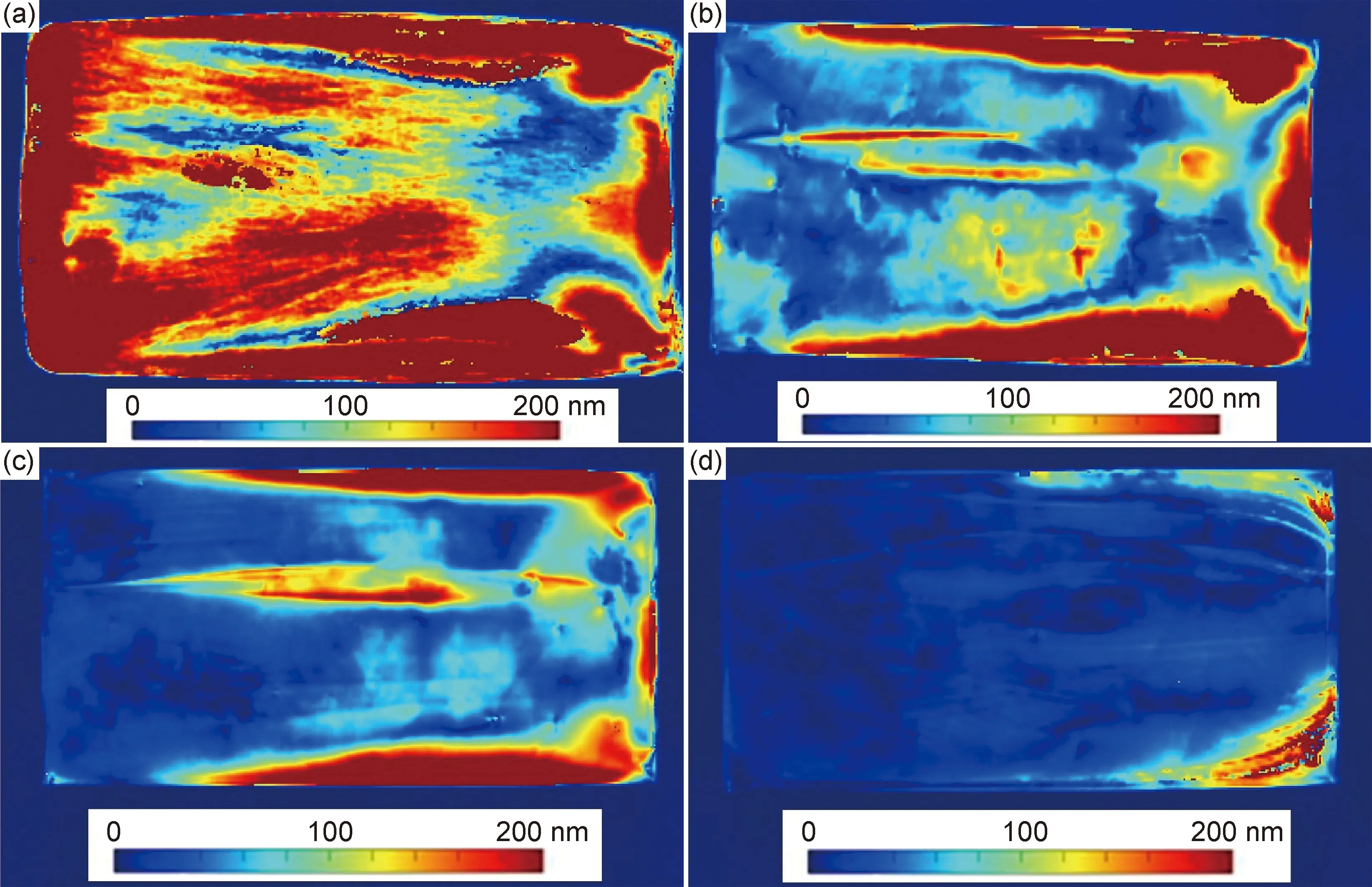
图3 不同熔体温度下TPU制件的光程差分布图(a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃Fig.3 Effect of different melt temperatures on optical path difference distribution of TPU parts(a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃
图4为制件沿熔体流动方向的中心线上光程(optical path difference,OPD)差定量分布结果,通过曲线对比可以进一步验证图3中所得到的规律,即随着熔体温度由160 ℃上升到190 ℃,制件光程差最大值由945 nm下降到30.7 nm。沿熔体流动方向上,制件在近浇口区域的残余应力最大,是因为近浇口区域的注射压力要远大于远浇口的注射压力,所以在近浇口区域分子链沿流动方向的取向远大于远浇口区域。当熔体温度为160 ℃时,制件在远浇口区域残余应力再次上升,这与其他熔体温度下的结果明显不同。主要原因是在远浇口区域熔体温度下降导致熔体黏度上升,流动前沿的熔体流动阻力加大,加剧了分子的流动取向,同时较低的熔体温度和模具温度使熔体快速冷却定型,导致了较大的流动残余应力。随着熔体温度的上升,较低的熔体黏度保证了熔体在远浇口区域的低阻力填充,当熔体温度高于170 ℃时,在制件远浇口区域没有出现残余应力的显著增加,残余应力分布较为均匀。
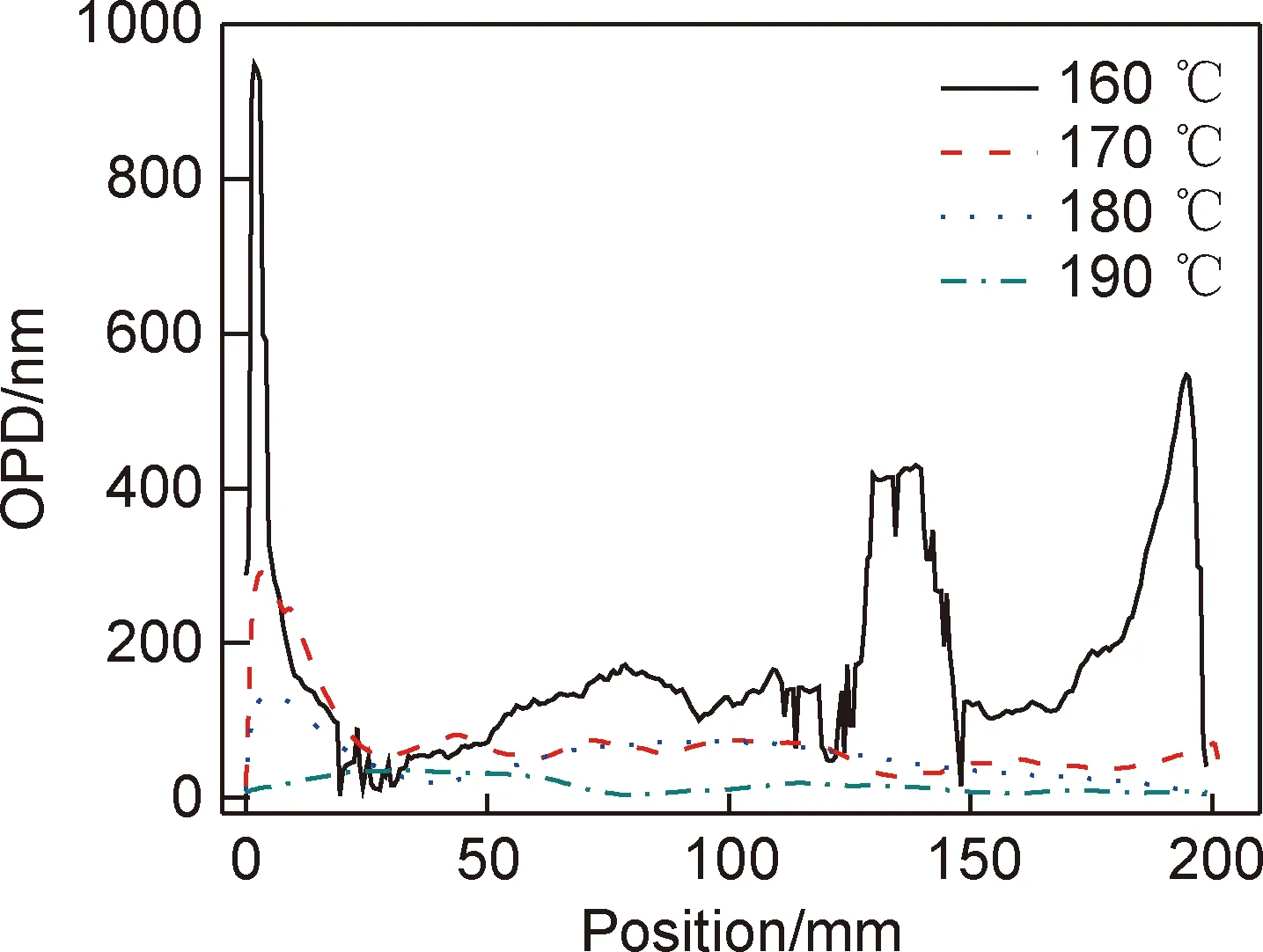
图4 制件在沿熔体流动方向中心线上的光程差分布曲线Fig.4 Optical path difference distribution curves along the centerline in flow direction of TPU parts
2.2 注射成型TPU制件截面方向上残余应力分析
为深入分析熔体温度对制件残余应力的影响规律和作用机理,按照图1所示位置在制件截面方向上分别沿PF方向和VF方向进行裁片取样,观察制件在截面上的残余应力分布,结果如图5所示。图5(a)为沿PF方向上制件截面的光程差分布图,从图中可以看出,当熔体温度为160 ℃时,样品在芯层的残余应力较大,随着熔体温度上升,样品残余应力迅速下降。图5(b)为沿VF方向上制件截面的光程差分布图,可以看出,熔体温度变化对样品VF方向上的残余应力影响不如PF方向上明显。通过对比图5(a)和图5(b)发现,当熔体温度为160 ℃时,样品芯层在PF方向上的残余应力远大于VF方向。图6显示了熔体在注射填充和冷却过程中TPU分子链段沿熔体流动方向发生取向排布[18-19],较低的熔体温度不利于链段取向的松弛,导致样品在PF和TD两个方向上微观结构产生各向异性,所以样品芯层在PF方向上残余应力较大(图6(a))。同理在VF和TD两个方向上没有明显的各向异性(图6(b)),故样品芯层在VF方向上残余应力较小。熔体温度升高有利于分子链段和分子链解取向从而使样品在PF和TD两个方向上微观结构趋向于各向同性,因此残余应力在这两个方向上的差异减小。通过上述分析发现,注射成型制件芯层的残余应力主要是由于熔体流动导致分子链和分子链段取向并被冻结所形成的,故主要归因于流动残余应力。此外,文献中对注射成型过程中热残余应力分布的仿真研究也表明,制件芯层的热残余应力较小,其主要分布在制件的皮层区域,并以厚度中性面对称分布[20-21]。
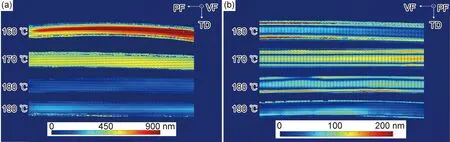
图5 不同熔体温度下注射成型制件的截面光程差分布图(a)裁样方向平行于熔体流动方向;(b)裁样方向垂直于熔体流动方向Fig.5 Optical path difference distribution of the injection molded TPU parts in cross section with different melt temperatures(a)cutting direction parallel to the direction of melt flow;(b)cutting direction perpendicular to the direction of melt flow
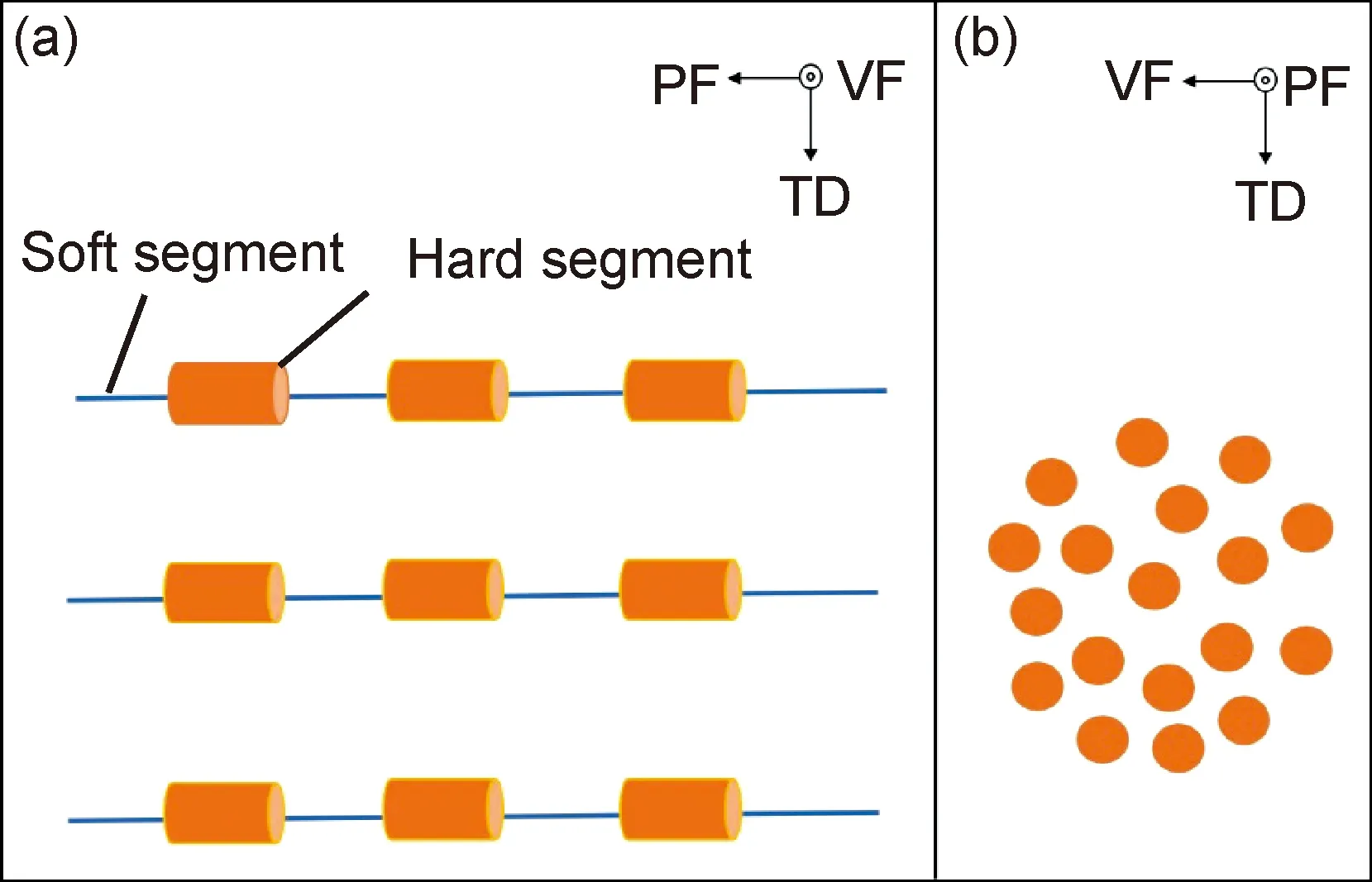
图6 熔体温度为160 ℃时制件微观结构示意图(a)PF方向;(b)VF方向Fig.6 Schematic diagrams of microstructure in TPU parts molded at 160 ℃ melt temperature(a)PF direction;(b)VF direction
对图5中的截面样品进一步分析得到了制件截面的快轴方向分布规律,如图7所示,图中的双向箭头代表了快轴的方向,即光传播速度较快的方向。如图7(a-1)~(d-1)所示,在样品芯部区域,快轴方向平行于PF方向。由于在有内应力的透明材料中,垂直于受拉主应力方向的折射率较大,平行于受拉主应力方向的折射率较小,而光在介质中的传播速度与介质的折射率成反比,即快轴方向为折射率较小的方向。因此,PF方向为受拉主应力方向。这与分子链和分子链段的取向方向一致,进一步证明了注射成型制件芯层的残余应力主要为流动残余应力。而在皮层区域,快轴的方向发生了改变,说明主应力方向发生了改变,不再与流动方向一致,说明皮层的残余应力是流动残余应力和热残余应力共同作用的结果。通过图7(a-2)~(d-2)发现,样品在VF方向上有明显的皮-芯层结构,而且芯层的快轴方向与皮层的快轴方向不同。
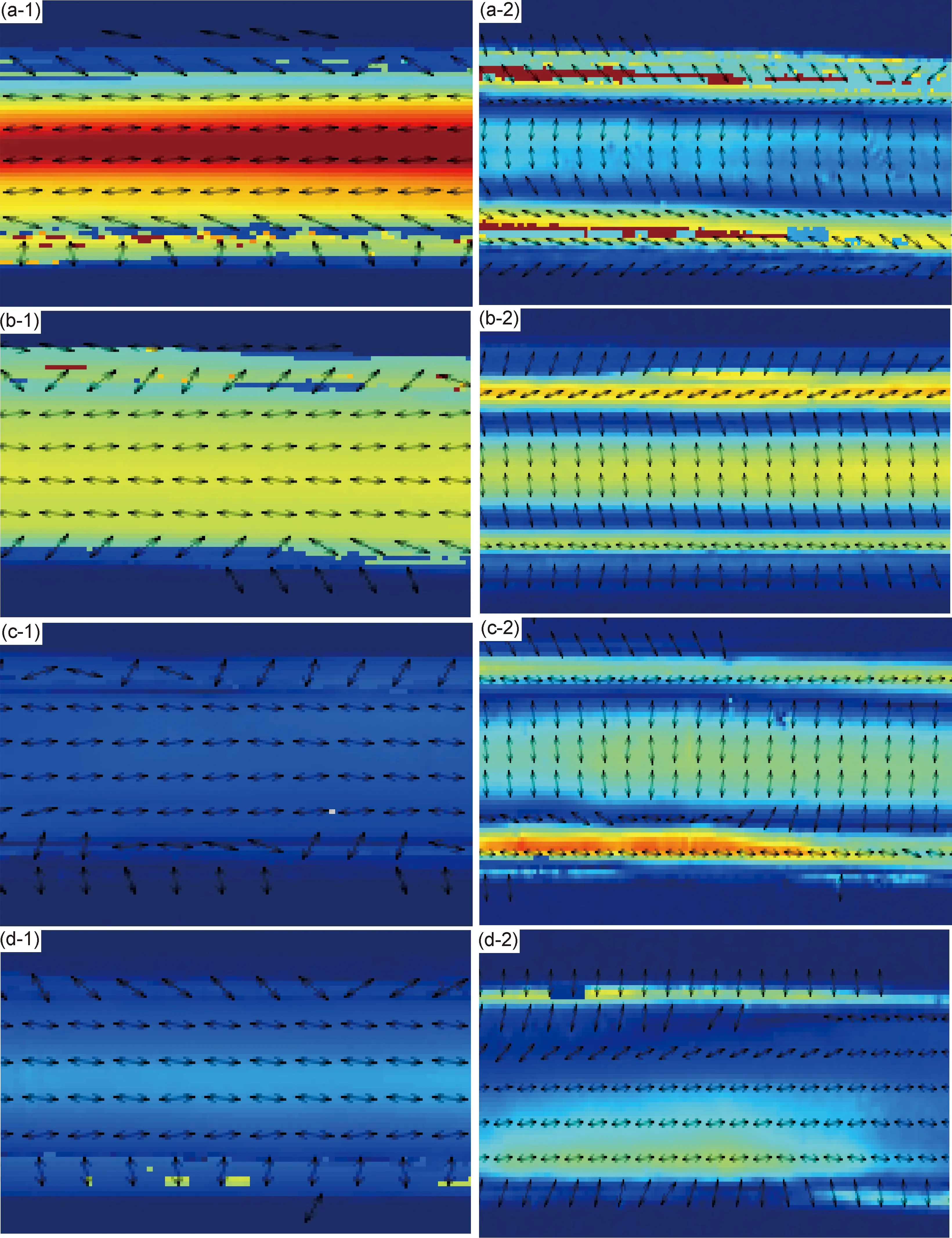
图7 不同熔体温度下注射成型制件截面的快轴方向(a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃;(1)裁样方向平行于熔体流动方向;(2)裁样方向垂直于熔体流动方向Fig.7 Direction of fast axis in cross section of slices at different melt temperatures(a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃;(1)cutting direction parallel to the direction of melt flow;(2)cutting direction perpendicular to the direction of melt flow
为进一步研究残余应力在制件截面上的分布规律,在制件截面上沿厚度方向的中心线进行光程差的定量测量,如图8所示。通过观察图8(a)中PF方向上光程差分布曲线发现,当熔体温度为160 ℃时,光程差在厚度方向上的分布曲线整体上呈现抛物线状,芯层区域残余应力最大,光程差最大值为1050 nm,并逐渐向两侧递减;当熔体温度由160 ℃上升至180 ℃时,残余应力随熔体温度上升显著下降;当熔体温度为180 ℃时,样品光程差最大值仅为150 nm。此外,从图8(a)中还可看出当熔体温度高于170 ℃时,芯层区域光程差分布曲线较为平坦。由上述研究可知,芯层主要为流动残余应力,可见当熔体温度低于180 ℃时,样品芯层的流动残余应力随熔体温度上升而显著下降,而熔体温度高于180 ℃时,样品芯层的流动残余应力对熔体温度的变化不敏感。当熔体接触到温度较低的模具表面时发生快速冷却使流动取向冻结,且壁面处的剪切应力大于芯层区域,因此皮层区域的分子取向更加明显,在该区域应出现一个残余应力极大值。但在图8(a)中未发现皮层区域出现光程差峰值,这可能是因为流动残余应力为拉应力,而皮层熔体快速冷却产生的热残余应力为压应力[21],两者主应力方向不同,从而两者相互叠加后在PF方向上皮层区域未观察到残余应力峰值。图7(a-2)~(d-2)中皮层区域快轴的方向与芯层区域的不同可以佐证这一推论。
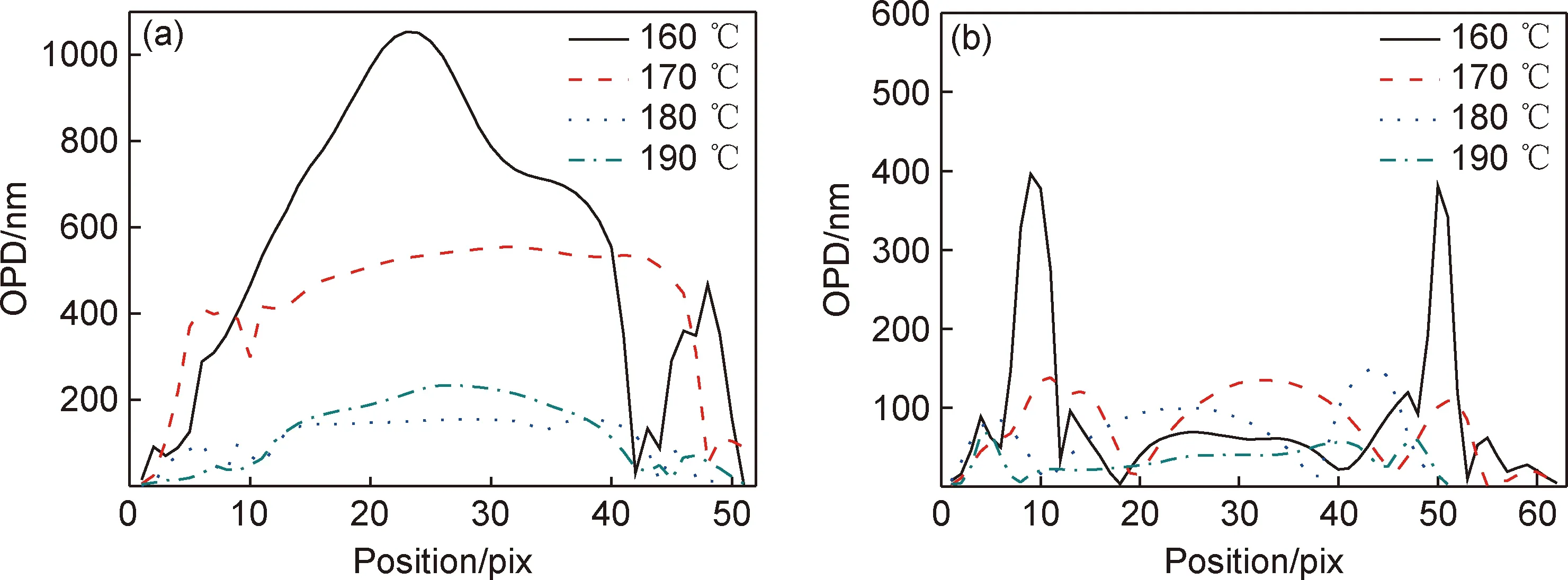
图8 制件截面在竖直中心线上的光程差分布曲线 (a)对应图5(a)中的样品;(b)对应图5(b)中的样品Fig.8 Optical path difference distribution curves on vertical center line of part section(a)corresponding to the sample of fig.5(a);(b)corresponding to the sample of fig.5(b)
从图8(b)可知,在VF方向上光程差曲线沿厚度方向上呈现对称分布,截面样品在上下两个皮层区域出现了明显的残余应力峰,芯层区域的残余应力普遍较小,当熔体温度为160 ℃时,芯层光程差仅为72 nm。在皮层和芯层之间存在残余应力急剧减小并趋于零的零应力层。上述研究得到TPU制件沿PF方向具有较大的流动残余应力,而在VF和TD两个方向上微观结构没有明显的各向异性,不能有效表征制件中流动残余应力的分布。因此,沿VF方向表征的皮层残余应力结果更大程度反映的是热残余应力。故当皮层熔体快速冷却产生热残余应力时,在图8(b)中的皮层区域观察到了明显的残余应力峰值,且皮层残余应力随熔体温度上升而下降。这是因为随着熔体温度上升,延长的冷却时间有助于熔体收缩的均匀性,可以降低热残余应力。芯层残余应力较小且对熔体温度变化不敏感,除了因为在VF方向上微观结构基本呈现各向同性外,还因为热残余应力主要分布在皮层区域,因此芯层的整体残余应力较小。
由图5(b)和图8(b)可以发现注射成型的TPU制件具有明显的皮-芯结构和零应力层,且残余应力在皮层和芯层的分布规律不同。在皮层中的残余应力是流动残余应力和热残余应力叠加的结果,而在芯层是以流动残余应力为主。有文献指出零应力层是熔体在壁面上瞬间冷却层结束的位置[18],因此可以根据零应力层之间的厚度占制件总厚度的比例来计算芯层的相对厚度。图9为芯层厚度的比例随熔体温度的变化趋势,可以发现,随着熔体温度上升,芯层的厚度占比逐渐增加。当熔体温度为160 ℃时,较低的熔体温度使瞬间冷却层结束的位置向芯层偏移从而产生了较厚的皮层,而皮层则因为骤冷产生不均匀收缩,导致了较大的热残余应力。同时由于皮层阻隔热传导的效果较好,延缓了芯层降温速度,从而内部熔体在相对较低的压力下凝固,减少了冷却收缩不均匀程度,使芯层的热残余应力较小,以流动残余应力为主导。随着熔体温度上升可以有效减缓皮层区域的瞬间冷却,所以皮层变薄,热残余应力降低。较高的熔体温度不仅可以使分子链和链段的取向松弛,降低流动残余应力,还可以有效缓解因皮层骤冷而产生的热残余应力,因此当熔体温度为190 ℃时,制件残余应力整体较低。
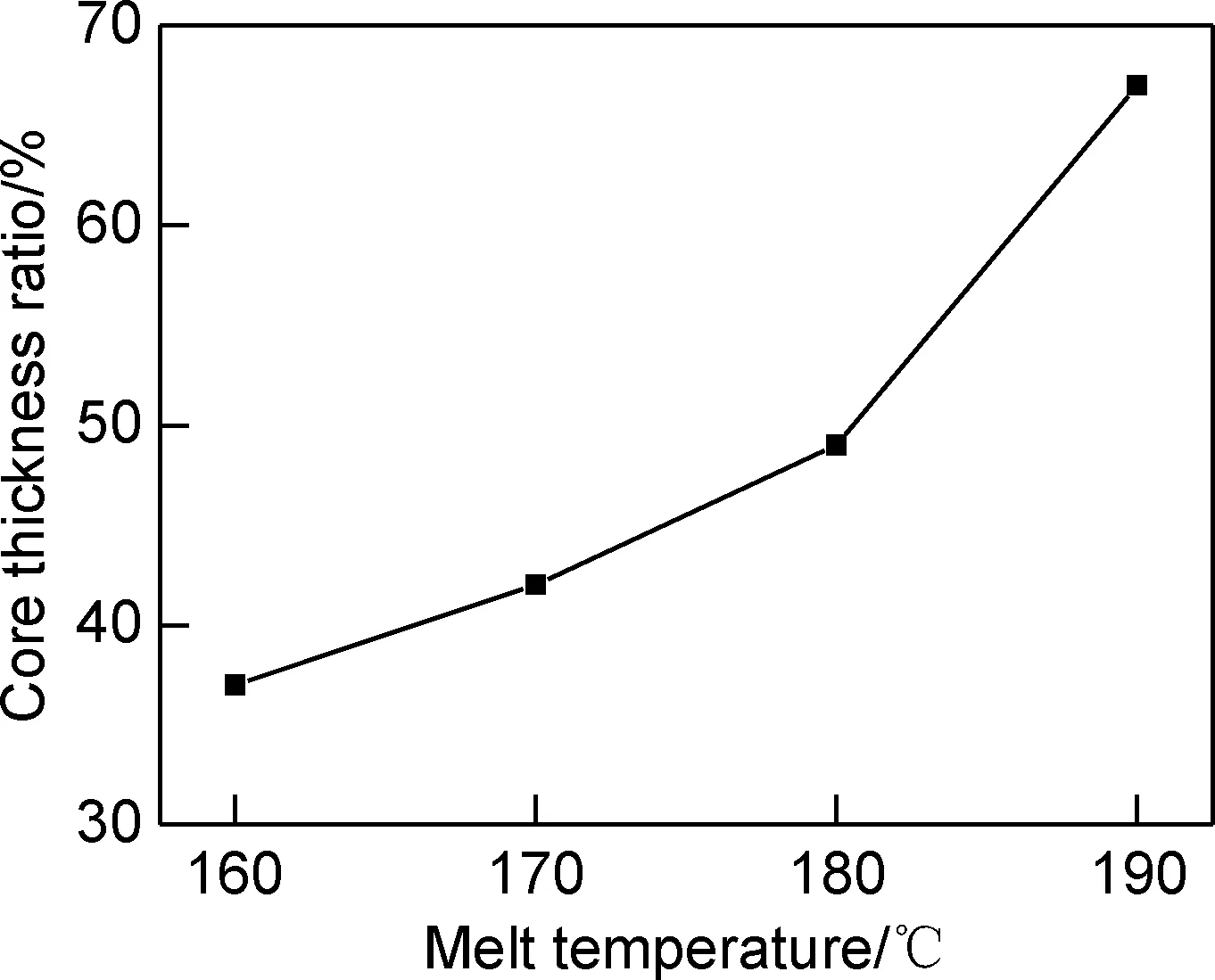
图9 制件芯层厚度随熔体温度的变化曲线Fig.9 Core thickness ratio plots of TPU parts at different melt temperatures
2.3 熔体温度对制件外形精度的影响
TPU作为一种热塑性弹性体材料,在常温下处于高弹态,所以成型后由于残余应力释放会导致较大的翘曲变形和尺寸变化。TPU制件的翘曲变形如图10所示。当熔体温度为160 ℃时,制件在近浇口区域产生了较大的翘曲变形,随着熔体温度的升高,制件的翘曲变形明显改善。通过对比制件翘曲变形的位置和制件整体残余应力分布可以发现,制件的翘曲变形量和残余应力分布呈现正相关的关系。这主要是因为制件在近浇口区域残余应力较大,随着近浇口区域残余应力的释放,制件的弹性形变发生不均匀恢复进而导致了较大的翘曲。而随着熔体温度的上升,近浇口区域的残余应力显著降低,制件的翘曲变形也得到了改善,当熔体温度上升到190 ℃后,制件的翘曲变形基本消失。
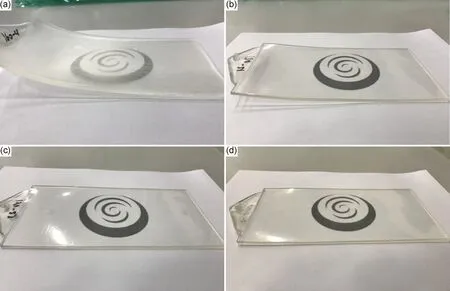
图10 不同熔体温度下注射成型制件的翘曲变形情况 (a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃Fig.10 Warpage deformation of TPU parts injection molded at different melt temperatures(a)160 ℃;(b)170 ℃;(c)180 ℃;(d)190 ℃
表3列出了制件的三维尺寸精度随熔体温度的变化规律。由表3发现,当熔体温度为160 ℃时,制件在长度方向上变形率为-15.58%,说明在长度方向上出现了明显的收缩,而在宽度和厚度方向上变形率分别为7.45%和21%,表明制件在这两个方向上发生了膨胀。同时,制件的变形率随熔体温度升高呈现明显下降的趋势,说明制件的尺寸精度显著提高,当熔体温度上升到190 ℃时,制件在长、宽、厚三个方向上的变形率分别为-0.32%,0.66%和9%,与熔体温度为160 ℃时相比,在长、宽、厚三个方向上的尺寸变形率分别下降了15.26%,6.79%和12.08%。综合分析TPU尺寸变形方向和残余应力测量结果,可以得出TPU制件的尺寸变化主要是由于流动残余应力释放导致的。当熔体温度较低时,注射成型过程使分子链段沿着流动方向进行取向,导致了较大的流动残余应力,而分子链在松弛的过程中,分子链卷曲收缩,故在长度方向上出现收缩,相应地在另外两个方向上出现膨胀。
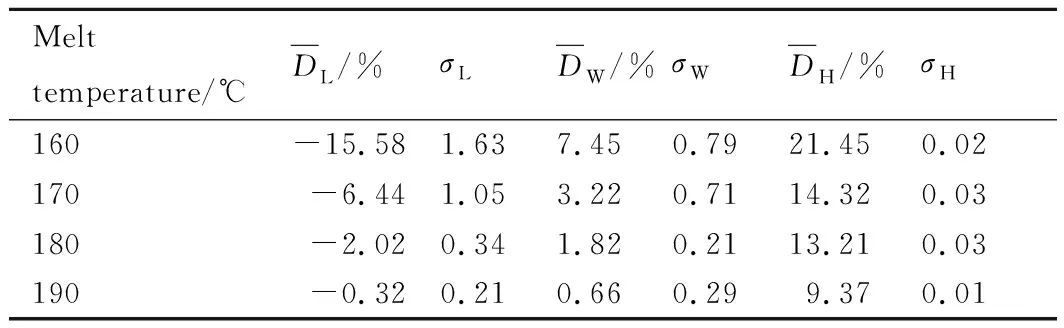
表3 熔体温度对制件尺寸精度的影响Table 3 Influence of melt temperature on dimensional accuracy of parts
TPU分子链段由硬段和软段构成,具有典型的微相分离结构,因此TPU的分子链取向主要分为硬段取向和软段取向两部分。常温下TPU处于高弹态,软段运动相对自由,故在制件后期长时间存放的过程中软段的取向基本得到松弛,而硬段的取向因相邻分子链段的长程有序结构在熔融温度以下运动受限而难以松弛[22]。此外,由于硬段取向的限制,软段在模内冷却阶段也难以充分松弛。故随着熔体温度升高,链段取向可以获得更大程度的松弛,从而提高了开模后制件的尺寸精度。
3 结论
(1)当熔体温度为160 ℃时,TPU制件整体残余应力较大,随熔体温度上升,制件残余应力下降明显,当熔体温度由160 ℃上升到190 ℃时,光程差最大值由945 nm下降到30.7 nm,且主要分布在近浇口区域。
(2)注射成型TPU制件具有明显的皮-芯结构和零应力层;芯层区域以流动残余应力为主,皮层区域的残余应力为流动残余应力和热残余应力叠加的结果。随熔体温度升高,芯层区域在平行于熔体流动方向上流动残余应力显著降低,垂直于熔体流动方向上变化不明显,皮层区域残余应力峰值降低。
(3)TPU制件的翘曲变形主要发生在近浇口区域,与高残余应力分布位置相对应,升高熔体温度可以有效降低制件的翘曲变形,制件的尺寸改变主要是由于流动残余应力释放导致的,当熔体温度由160 ℃升高到190 ℃时,制件在长、宽、厚三个方向上的尺寸变形率分别下降了15.26%,6.79%和12.08%。
