船舶管系锌钙系中温磷化质量过程控制
2022-02-14蔡建峰
蔡建峰
(上海长兴金属处理有限公司,上海 201913)
船舶管系磷化作为主要的表面处理形式之一,不仅要满足内壁数个月后磷化防腐依然能满足管路系统较高的投油清洁度要求,又要满足外部涂装前处理的底层表面处理粗糙度的要求,以保证涂层与基体的结合力与防腐能力。磷酸转化膜如果过厚,虽然内壁防锈能力增强但磷化结晶体产生的浮灰增多,不利于内壁清洁度要求,外壁的后续涂装结合力也会下降,甚至产生油漆脱落的现象;反之,磷化膜过薄,对于外壁涂装影响不大,但内壁防锈能力将大幅下降。在船舶制造较长的一段时间中内壁的防锈是检验的重要环节之一。传统防锈的方法是通过内壁磷化增强磷化膜再喷洒防锈油,在外壁进行抛丸冲砂处理进行油漆,该方法不仅生产工序繁琐、周期及成本大幅增加,而且冲砂后内壁砂砾残留仍然导致内壁锈蚀问题屡屡发生,给造船生产带来了诸多质量问题。追求既能满足外壁涂装前处理,又能满足内壁磷化膜防锈规范,还能最大限度降低工艺难度和生产成本,成为企业重点突破的技术攻关方向。
为了满足船舶建造中管系对内外壁不同磷化功能的要求,笔者通过对不同磷化液成分的选型与实验比较,以及完善后续的工艺过程管控体系,改变了以往磷化后外壁抛丸冲砂再处理的繁琐、高成本工序,使磷化实现一次性前处理,内壁磷化防锈及外壁涂装结合力都满足了客户严格的质量管控要求。
1 船用管系磷酸磷化处理性能的适用性选择
磷化处理[1]是金属零件在酸洗后,在酸性磷酸盐溶液的浸泡过程中按照执行的规范工艺使之形成磷酸盐化学转化膜的过程。综合磷化膜的适用性,笔者通过长期的实践与对比选择了锌钙系防锈磷化工艺处理[2]。锌锰磷化要求温度高,转化膜过粗导致内壁清洁度不够,与外部涂装结合力不足,适用性较差;锌铁系磷化效率不高,转化膜耐腐蚀时间短,也不适用船舶管系表面处理长时间复杂环境存放的生产要求。与此相比,锌钙系中温磷化的溶液温度在50~70℃,其温度范围的实现控制较为成熟;锌钙系中温磷化处理后的转化膜结晶细致,灰黑色的膜层与碳钢管壁结合力较好,通过辅助热水清洗及封闭流程,抗腐蚀、防锈性能大幅提高,在黄梅雨季潮湿的气候条件下依然保证了较长时间的防腐性能,为后期连续进行涂装生产,并在长时间的船舶管系合拢建造后保证了较好的耐腐蚀性与内壁的清洁性。
对锌钙系中温磷化液的选择,笔者通过多年、多品种的试制和批量生产,通过对磷酸二氢锌、硝酸锌、硝酸钙、亚硝酸钠、多聚磷酸钠等指标的对比,结合实际使用效果,选择应用了综合性能相对较好的XH-13D和HY-3两个品牌磷化液。通过不断强化磷化前处理过程关键点的管控,对上述磷化的实际运行情况进行了比对实验,采取更为有效的产品质量选取,实现船舶、主机等关键管系内壁磷化、外壁涂装一体化磷化处理。
2 实验
2.1 磷化液成分及工艺参数
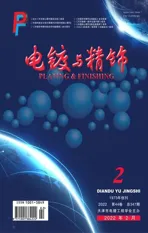
选用φ34 mm×3 mm的GB/T8163无缝碳钢管材,取一段200 mm长作为实验材质试片,分别采用XH-13D和HY-3两个品牌的锌钙系中温磷化工艺进行表面处理,并进行相关实验。所用两个品牌的磷化液的主要成分及参数,见表1所示。
表1 中游离酸是用来表示磷化液的游离酸度含量的参数。游离酸的高低表示磷化液对钢铁的浸蚀强度。游离酸高,则铁溶解快,易形成磷化膜的晶核,使磷化膜结晶细致;但过高则生成的膜易溶解,表现在膜生成速度慢、膜粗且多孔;游离酸如果低,则成膜慢,甚至不成膜。总酸是用来表示磷化液中磷酸二氢盐和游离酸含量之和的参数,其高低反映磷化液动力值的大小。总酸大,磷化成膜速度快,低则成膜慢;但过高易产生泥渣,磷化膜上形成白色附着物。
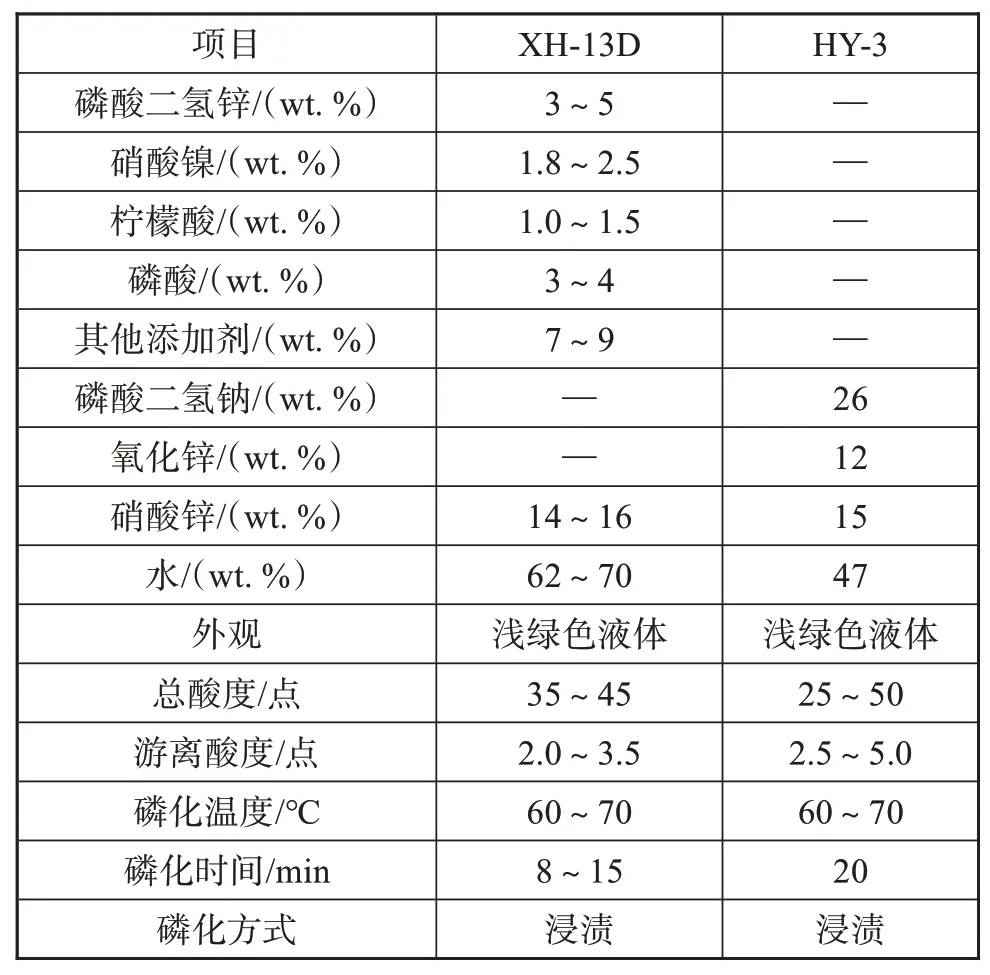
表1 XH-13D与HY-3磷化液成分对比Tab.1 Comparison of composition of XH-13D and HY-3 phosphating solution
酸比是总酸度与游离酸度的比值,一般情况下酸比在10∶1~13∶1之间,磷化效果理想[3]。以1 mol氢氧化钠标准溶液滴定10 mL磷化液,以甲基橙为指示剂,所消耗的氢氧化钠溶液的毫升数,为游离酸的“点”。以1 mol氢氧化钠标准溶液滴定10 mL磷化液,以酚酞为指示剂,所消耗的氢氧化钠溶液的总毫升数,为总酸度的“点”。
2.2 测试方法
硫酸铜点滴实验按GB/T 5936-1986标准[4]。将硫酸铜溶液点在处理好的试样上,观察出现红色腐蚀点的时间(启动秒表计时)。点蚀溶液为:硫酸铜41 g/L、氯化钠35 g/L、0.l mol/L的盐酸13 mL/L(取分析纯盐酸900 mL,以蒸馏水稀释至1 L)。磷化膜耐硫酸铜溶液点蚀时间与磷化膜体系有关。
由于管子磷化表面处理后会有数个月的时间处于露天储存、船舶舾装阶段,直接暴露于复杂露天气候环境下。通过模拟存储状态,对表面的磷化防腐能力进行比较实验,具体方法为:(1)以常规室内环境模拟管子已安装于船舶总段上,实验时间1个月以上。(2)以室外露天综合性天气环境模拟管子露天储存(包括大湿度环境下内外壁防腐能力),实验时间1周以上。
参照GB/T 10125-2012/ISO 9227:2006[5],采用中性盐雾实验,将磷化后的工件,放置在盐雾实验箱中,分别进行24、48、72 h的盐雾实验并观察腐蚀现象,比较其状态变化。
划格实验参照GB/T 9286-1998[6],用百格刀在测试样片表面划10×10个(100个)小网格,应深及油漆的底层;用毛刷将测试区域的碎片刷干净,用3M600的胶纸牢牢黏住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度。用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同实验。
3 结果与分析
3.1 硫酸铜点滴实验
将硫酸铜溶液分别点在XH-13D和HY-3磷化处理好的管件试样上,观察出现红色腐蚀点的时间。XH-13D磷化试样,64 s出现红色腐蚀点;HY-3磷化试样,92 s出现红色腐蚀点。结果表明,采用XH-13D磷化液磷化后的试样具有更好的耐蚀性。
3.2 防腐实验
3.2.1普通室内环境下静态防腐实验
对两种磷化液磷化处理后的样品进行普通室内环境下静态防腐实验对比,放置时间为34 d,其现场实验照片见图1所示。可以看出,XH-13D磷化产品表面锈蚀较明显,HY-3磷化产品表面锈点较少,HY-3磷化工艺更占优势。

图1 普通室内环境静态防腐情况实验照片Fig.1 Test photos of static anticorrosion in ordinary indoor environment
3.2.2模拟室外露天良好静态防腐实验
对两种磷化液磷化处理后的样品进行模拟室外露天良好静态防腐情况实验对比,放置时间为6 d(均为晴朗天气,平均湿度在76%左右),现场实验照片见图2所示。结果表明:XH-13D磷化产品表面出现少量锈蚀,HY-3磷化产品表面基本无锈点,HY-3磷化工艺略占优势。

图2 室外良好静态环境防腐情况实验照片Fig.2 Test photos of anticorrosion in good static environment
3.2.3模拟室外露天动态防腐实验
对两种磷化液磷化处理后的样品进行模拟室外露天动态防腐情况实验对比,放置时间为8 d(6 d晴朗,1 d下雨,1 d转阴),现场实验照片见图3所示。结果表明,XH-13D磷化产品表面存在大量锈蚀,HY-3磷化产品表面出现少量锈蚀,HY-3磷化工艺明显占优势。
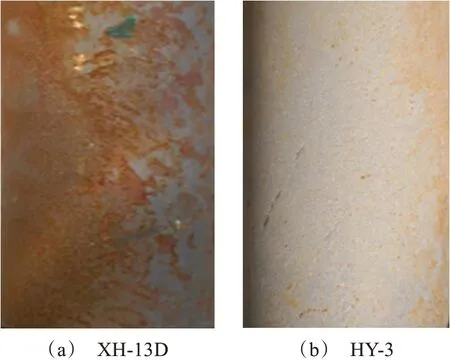
图3 室外露天动态环境防腐情况实验照片Fig.3 Test photos of anticorrosion in outdoor dynamic environment
3.3 盐雾实验
根据2.2中实验方法进行盐雾实验,观察比较不同磷化工艺对含氯环境下的耐腐蚀情况,其结果见图4~6所示。由图4可以看出,XH-13D和HY-3两种磷化产品表面均出现少量锈点,两者的差异不明显。由图5可以看出,48 h模拟盐雾后,XH-13D和HY-3两种磷化产品表面均出现较多锈蚀,两者的差异仍不明显。由图6可以看出,72 h模拟盐雾后,XH-13D和HY-3两种磷化产品表面均出现大量锈蚀。对三种实验结果进行比较,在模拟盐雾环境的腐蚀状态下两种磷化产品效果相差不大。
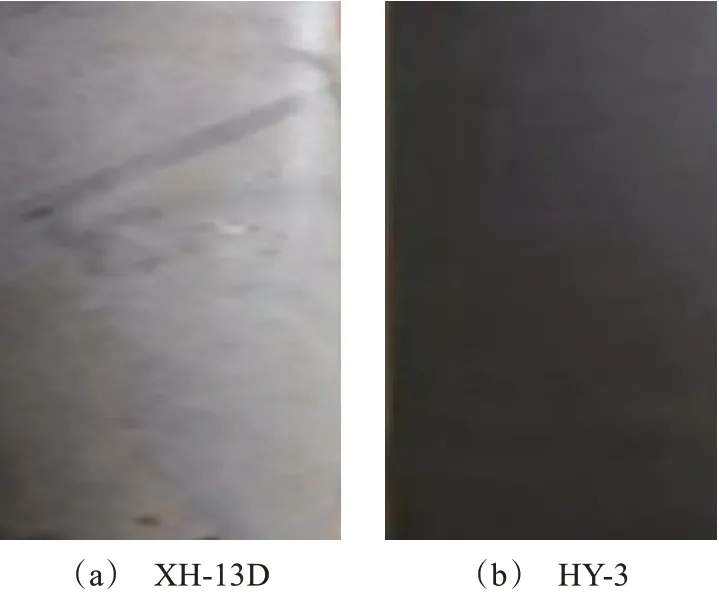
图4 24 h模拟盐雾防腐情况实验照片Fig.4 Test photos of 24 h simulated salt spray anticorrosion
图5 48 h模拟盐雾防腐情况实验照片Fig.5 Test photos of 48 h simulated salt spray anticorrosion

图6 72 h模拟盐雾防腐情况实验Fig.6 Test photos of 72 h simulated salt spray anticorrosion
3.4 涂层划格实验
根据2.2中所述划格实验方法,对耐腐蚀方面都相对较好的HY-3磷化液产品试板同一位置进行2次漆膜划格实验,其结果见图7所示。经检测,漆膜的划格实验导致切口处少许涂层脱落,但受影响的交叉切割面积明显小于5%,实验结果良好。经过其磷酸转化膜前处理后涂装的结合力完全符合相关规范要求。

图7 HY-3磷化板管漆膜的划格实验照片Fig.7 Cross-cut test photos of HY-3 phosphating tube paint film
4 船用管系磷化处理的特殊工艺流程及控制特点
一艘万吨以上的船舶及中低速大型主机拥有大量需要磷化处理的管路系统,其主要的原材料一般为GB/T 8163标准的流体碳钢无缝钢管,外径规格从φ12 mm到φ1016 mm。一艘船上万根的磷化涂装需求的管系形状,都是根据船舶及主机结构尺寸而定型,对于磷化处理的工艺要求必须按照产品特点进行量身打造。而船舶建造过程中表面处理周期紧,急件多,船东监造组质量要求严格,磷化工艺能否高质量管控并确保达标是实现船舶建造计划有序推进的重要环节。
笔者在选用更适用船舶管系磷化的磷酸液的同时,还通过优化磷化工艺关键控制点管控,建立了适合船舶管系磷化的工艺流程,具体如下:
码料→脱脂→水洗→酸洗→冲洗→二次酸洗→水洗→二次水洗→中和→表调→磷化→热水洗→钝化→涂装
结合每一道流程,又区别于常规的磷化工艺流程,对其进行标准化管控。
(1)码料
与常规企业磷化生产流程不同,笔者在磷化处理中非常注重船舶管系特点的码料环节。通过定制的处理框将单批次的不同形状的管系通过合理码料避免内壁藏碱、藏酸、藏水以及窝气等盲区缺陷,确保管系的全位置磷化到位。
(2)脱脂
生产中必须强化磷化前的除油工序[7]。脱脂工艺槽过程采用了常规氢氧化钠为主的配剂。采用蒸汽及板换温控系统使温度有效控制在60~65℃;定期检测总碱度,确保不低于1.5。结合管系情况,对于脱脂过程时间要根据工件本身油脂情况进行分级管控。对于常规新制碳钢管系一般30~45 min即可清除完毕,对于略沾染有油脂的工件则需要1~2 h的脱脂过程,若是已经过投油的返回清洗管一般需要2~3 h的脱脂过程(投油是船舶重要管路在安装完毕后,整系统地注入清洁油品并对其管路运行一定时间后其内部油品中杂质情况进行的过滤化验。投油是判定管路系统清洁度的一种检验方式,主要用于燃油输送、主机滑油、艉管滑油、锚机液压等重要管路);而对于修船等重油工况下的管系还得经过预处理,并经过3 h以上的强力脱脂过程;脱脂过程中一般每30 min至少要进行1次上下串动,提高管系内壁脱脂的有效性。对于完成脱脂的工件要进行目视检验,确保油脂清除达标方可进入下一步骤。对于工艺槽,一般最多3个月要进行一次倒槽清洁,对于沉淀物及时进行清洁,避免二次污染槽液后沾染在管体内外壁。
(3)水洗
脱脂后水洗,主要目的是尽可能降低碱性,降低对盐酸的中和。
(4)酸洗
酸洗使用常规盐酸酸洗工艺,HCL质量浓度一般应控制在150~200 g/L,技术人员每周对工艺槽进行定期检测,关注铁离子的浓度应保持在120 g/L以下;在盐酸浓度低于40 g/L以下且铁离子浓度超过200 g/L的情况下,一般考虑调整或更换槽液。酸洗时间根据工件本身锈蚀程度及工艺槽本身酸度及大气温度三者的条件状况,一般为45~180 min。酸洗过程中一般每小时需要串动1次,增加其酸洗均匀性。
(5)冲洗
冲洗是针对长期从事船舶管系表面处理生产而专门增加的控制过程,其主要目的是通过150 Pa的高压水枪将黏附于工件表面而没有完全酸洗干净的部位进行手工施压清除。
(6)二次酸洗
二次酸洗到位后确保酸洗效果,目视检查工件没有氧化皮、锈蚀物、疏松物、垃圾存在。
(7)水洗
水洗的设计原则主要是最大程度减少工件本身的盐酸残留。
(8)二次水洗
其目的是必须彻底消除工件表面的锈迹、氧化膜。
(9)中和
中和的主要目的是将工件还原到中性介质。
(10)表调
进行磷化前表调,是促进清洁表面的磷化能力,改善表面条件,为下一步形成更为细致密实和高质量的磷化结晶奠定基础。选用一定比例的正磷酸钛胶体的表面调整液中浸渍1~3 min,以弥补经酸洗对工件表面造成的缺陷,同时提高磷化的速度,获得结晶细致的膜层[8]。
(11)磷化
磷化工艺过程,是磷化膜转换的关键控制过程。一般情况下,技术质量室化验员每周对磷化工艺槽进行1~2次的化验工作,总酸度控制在25~50点之间,游离酸控制在2.5~5.0点之间,酸比控制在10~13左右。如发现相关指标超出阙值,技术质量室会及时检测,计算磷化原液的添加量后,通知班组停止生产,进行工艺槽液调整。综合配方参考及实际经验,磷化温度控制在65℃[9]。磷化时间一般在20 min左右,完成磷化后操作人员应目视检查磷化膜形成情况是否符合标准[10]。若出现转化膜不完整,应返回第6道酸洗环节,重新进行操作流程。
(12)热水洗
这道环节是磷化后水洗的再利用环节,磷化后的蒸汽泄放管排出的大量余热使得磷化后的水洗温度仍能保持在50℃及以上,在磷化后转化膜形成过程中继续保持一定温度,为后续钝化封闭工艺槽提供衔接。
(13)钝化
中温磷化后根据后续内壁防腐和外壁涂装的需求,采用70℃的钝化工艺,对磷化膜的多孔性膜层进行弱酸性的钝化封闭,使得磷化膜孔隙率大大降低,有效促成了防腐性能的提升,同时对于后期的外壁涂装后处理、改善底层磷化膜结合力与耐蚀性都能起到促进作用。
(14)涂装
由于磷化后热水洗和中温钝化处理后工件表面始终保持在40℃左右的温度,从工件运输到后处理涂装的过程已经实现了快速表干的效果,无需额外烘干环节,有助于后续工艺流程的连续开展。在涂装前应按照相应标准再次对磷化前处理质量进行检查,符合质量要求的方可进行后续涂装生产[11]。
5 结论
通过实验检验,HY磷化的防腐能力确实优于XH磷化。采用HY磷化工艺,管件质量明显提升,管子防腐能力明显提高,返工的数量明显下降,客户主机厂及船舶总装厂在重要管路系统的投油清洁度质量提交一次合格率大幅提升,也印证了该磷化工艺的成功应用。
相对于其他产品的磷化工艺,船舶管系的磷化处理工艺更为繁琐与严格,这和船舶产品长期在恶劣的海洋环境下连续作业,对安全有效的高质量稳定要求息息相关。通过船舶管系磷化优选及工艺过程的标准化管控,最大程度上提升磷化工艺质量,为船舶制造工业提供了支持与支撑。