碳化硅表面电镀厚镍工艺研究
2022-02-14李永伟周行健
李 强,雷 程*,梁 庭,李永伟,2,周行健
(1.中北大学动态测试技术国家重点实验室,山西 太原 030051;2.太原工业学院自动化系,山西 太原 030051)
传统的硅基压力传感器由于本身材料的限制,工作温度被限制在550℃以内[1],随着第三代半导体材料的发展,因碳化硅材料具有带隙宽、热导率高、机械性能良好及抗辐射能力强等优点[2],国内外学者将其广泛应用于高温压力传感器的研究中。由于碳化硅材料的Si-C键能大,在MEMS制备工艺中,通常采用干法刻蚀释放敏感膜片[3]。刻蚀过程需要使用与SiC具有高选择性的金属材料作为掩膜,常用的金属掩膜有Al、Ni、Cu,然而Al、Cu金属易造成微掩膜效应,因此多选用镍作为刻蚀SiC的掩膜材料[4]。根据碳化硅对镍的选择比1∶20计算,刻蚀350μm SiC需要约20μm的镍作为掩膜层,然而采用溅射工艺制备的镍层黏附性较差且无法达到SiC深刻蚀所需的掩膜厚度。因此本文采用电镀的方法探索在SiC表面制备厚镍掩膜工艺。
采用电镀的方法制备镍掩膜的关键是电镀速率及掩膜均匀性控制[5]。电镀镍速率过快,会导致镍掩膜表面形成金属团簇、甚至烧灼现象,镀层表面粗糙;如果电镀速率过小,掩膜制备效率低且低区镀层质量差。电镀的镍层均匀性对器件后续刻蚀工艺的稳定有重要影响,如果均匀性较差,会使敏感膜片释放过程中部分器件失效,成品率较低。因此本文通过设计多因素多指标正交试验,研究影响电镀速率及镀层均匀性的因素,优化制备镍掩膜的工艺参数,为制备碳化硅基高温压力传感器提供技术基础。
1 实验
1.1 电镀工艺
以碳化硅压阻式压力传感器感压腔结深刻蚀过程中厚镍掩膜的制备工艺为例,探索碳化硅基片表面电镀厚镍工艺,工艺流程如图1所示。首先将4HSiC基底采用标准RCA表面清洗工艺,清洗后旋涂AZ6130光刻胶,在SiC材料的C面进行光刻图形化,接着溅射Cr 20 nm、Au 100 nm作为种子层,最后通过剥离工艺去除光刻胶,将需要电镀的图形保留下来。电镀工艺以天科合达公司提供的导电型4H-SiC作为待镀件,其电阻率为0.015~0.025Ω·cm。电源采用GPS-2030C型直流电源。阳极采用纯度为99.99%的镍板。在待镀件SiC基片上加入双阴极电极,可在一定程度上提高电镀的均匀性。此外,为了防止镀层表面生成针孔和麻眼,在镀液底部加入鼓气设备,使镀件上析出的氢气及时排出。
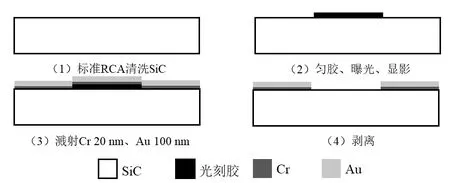
图1 工艺流程图Fig.1 Diagram of process flow
1.2 正交试验设计
在电镀镍工艺中,影响电镀速率及镀层均匀性的因素较多,主要包括镀液pH、温度、电流密度以及镀液各组分浓度等。本实验确定镀液pH(A)、电流密度(B)、镀液温度(C)作为正交试验的三个因素,依据文献报道[7]及实验经验,pH范围为3.0~5.0,温度范围为35~55℃,电流密度为10~50 mA·cm-2,在实际碳化硅电镀过程中电流密度超过30 mA·cm-2会出现脱落的现象,因此在此范围内设置三个水平条件既具有代表性水平组合又可以降低实验复杂度,每个因素三个水平不考虑交互作用,镀镍工艺正交因素水平表如表1所示。
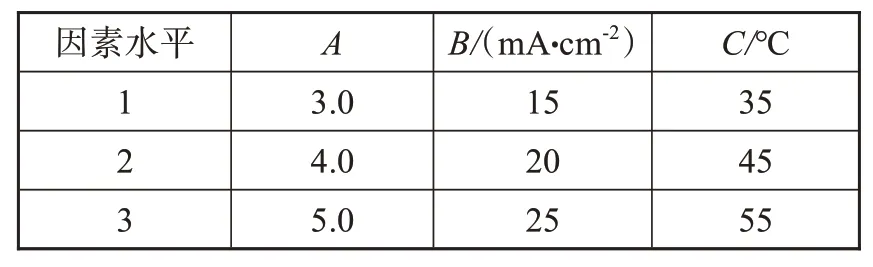
表1 镀镍工艺正交因素水平表Tab.1 Orthogonal factor level table of nickel plating process
由于镀液的组成也会影响实验结果,因此固定其他参数,确定镀液组成为:250 g/L NiSO4、40 g/L NiCl2、35 g/L硼酸、0.8 g/L糖精和1 mL/L 2-乙基已基硫酸钠。实验以镀层的电镀速率及镀层均匀性作为优化指标,采用台阶仪测量镀层的多点高度并计算得到不同电镀条件下的电镀速率及镀层均匀性。另外,采用激光共聚焦显微镜对镀层表面形貌进行表征。
2 结果与讨论
2.1 工艺因素影响的显著性分析
探索了不同镀液pH、电流密度、镀液温度三个因素对电镀速率及镀层均匀性的影响,结果如表2所示,均匀性计算如式(1)所示。对镀速和均匀性作主效应方差分析,检验结果分别如表3和表4所示。误差项均方分别为244.044、1.782,小于三个因素的均方差,表明实验设计合理。结果分析过程中,显著性水平临界值取0.05。在电镀速率指标当中,电流密度的p=0.031<0.05。因此,电流密度对镀速具有显著性影响。镀液pH的p=0.101>0.05,镀液温度的p=0.437>0.05,显然pH和温度对镀速不具有显著性影响;在均匀性指标当中,pH的p=0.038<0.05,因此,pH对均匀性具有显著性影响。电流密度的p=0.066>0.05,温度的p=0.556>0.05,显然电流密度和温度对均匀性不具有显著性影响。
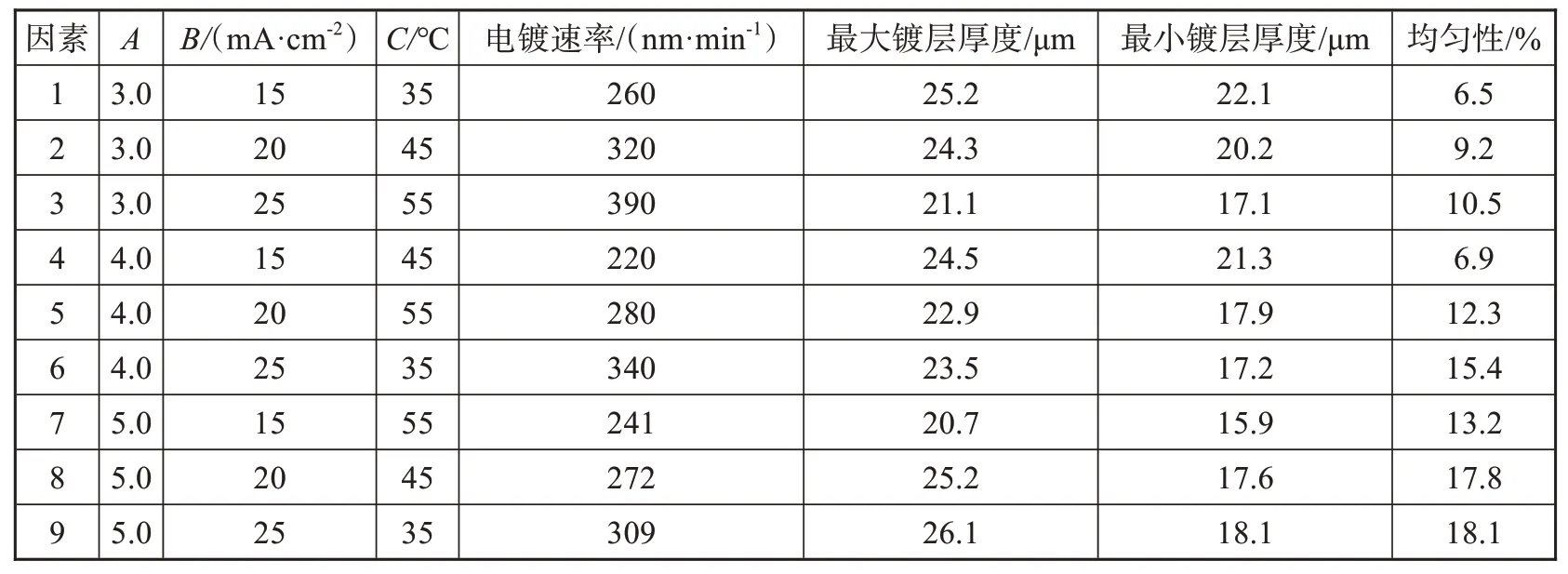
表2 不同工艺下电镀速率及均匀性结果Tab.2 Results of electroplating rate and uniformity under different processes

表3 不同工艺下电镀速率主效应方差分析Ta.3 Analysis of variance of main effect of electroplating rate under different processes

表4 不同工艺下均匀性主效应方差分析Tab.4 Analysis of variance of main effects of homogeneity under different processes

式中:∂表示均匀性,%;a表示最大镀层厚度,μm;b表示最小镀层厚度,μm。
2.2 工艺因数对实验结果影响的规律分析
对于电镀速率和均匀性,依据正交结果进行极差分析,如表5所示,极差值(Kmax-Kmin)分别为A=43.33、B=113.13、C=16.87,在该实验条件下,对电镀速率影响因素的主次顺序为:电流密度>pH>温度,最优组合水平为A1B3C3;对于均匀性来说,极差值分别为A=7.63,B=5.21,C=1.78,在该实验条件下,对均匀性影响因素的主次顺序为:pH>电流密度>温度,最优组合水平为A1B1C1。对于多指标分析采用综合平衡法,关注电镀速率的同时兼顾均匀性,由此得到最优组合水平为A1B2C3。
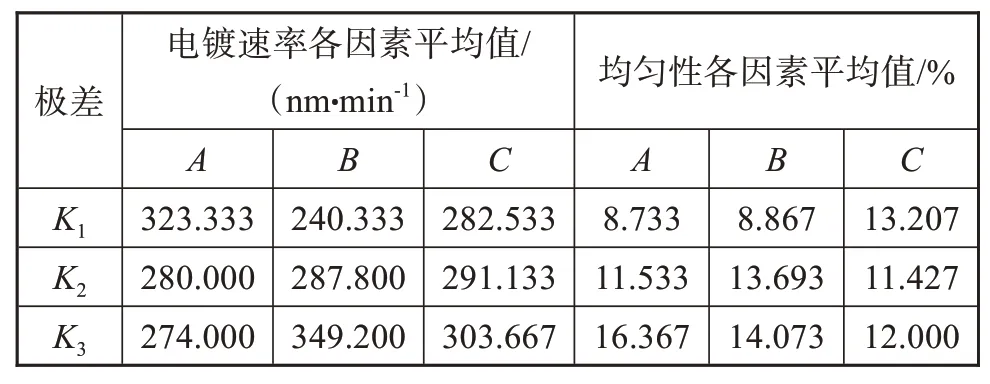
表5 极差分析表Tab.5 Table of analysis of extreme differences
2.2.1pH对实验结果的影响
镀液的pH对电镀速率及均匀性的影响趋势如图2所示。结果表明,电镀速率随着pH升高而减小,均匀性随着pH的升高而变差。pH对镀层形貌的影响如图3所示。当镀液中的pH较高时,电镀过程中会有微量的Ni(OH)2生成并沉积在镀层表面,形成微粒及针孔,如图3(b)所示;当镀液中的pH较低时,镀液的导电性和分散性提高,进一步加快电镀速率,同时形成较为均匀的镀层。综合电镀速率和镀层均匀性考虑,结合操作可行性,在实际电镀过程中应将镀液的pH控制在3.0~3.5之间。
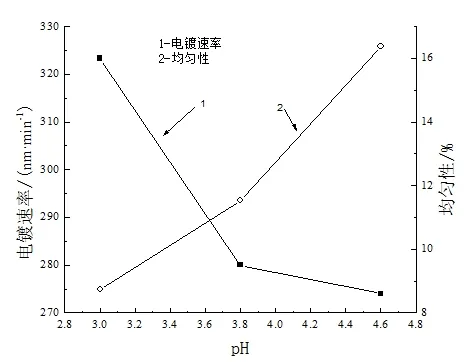
图2 p H对电镀速率和均匀性的影响Fig.2 Effect of p H on electroplating rate and uniformity

图3 p H对镀层形貌的影响Fig.3 Effect of p H on the morphology of coating
2.2.2电流密度对实验结果的影响
电流密度对电镀速率及镀层均匀性的影响趋势如图4所示。结果表明,电镀速率随着电流密度值升高而增大;镀层均匀性随着电流密度的增加先缓慢升高,当电流密度超过20 mA·cm-2时,均匀性开始急剧升高。另外,当电流密度较小时,不仅电镀速率较慢,且镀层表面会出现针孔和麻点现象,如图5(a)所示;当电流密度过大时,虽然可以显著提高电镀速率,但镀层表面会有烧灼痕迹,如图5(b)所示。这是由于电流密度过大,反应加剧所导致的结果。综合考虑电镀速率和镀层均匀性,在实际电镀过程中电流密度选择20 mA·cm-2。
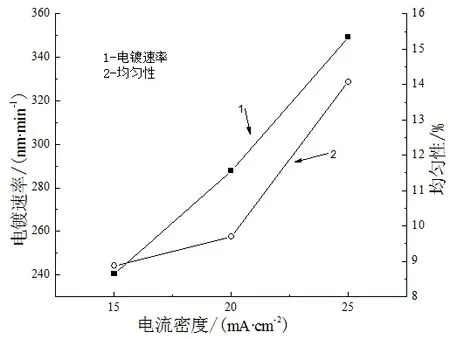
图4 电流密度对电镀速率和均匀性的影响Fig.4 Effect of current density on plating rate and uniformity
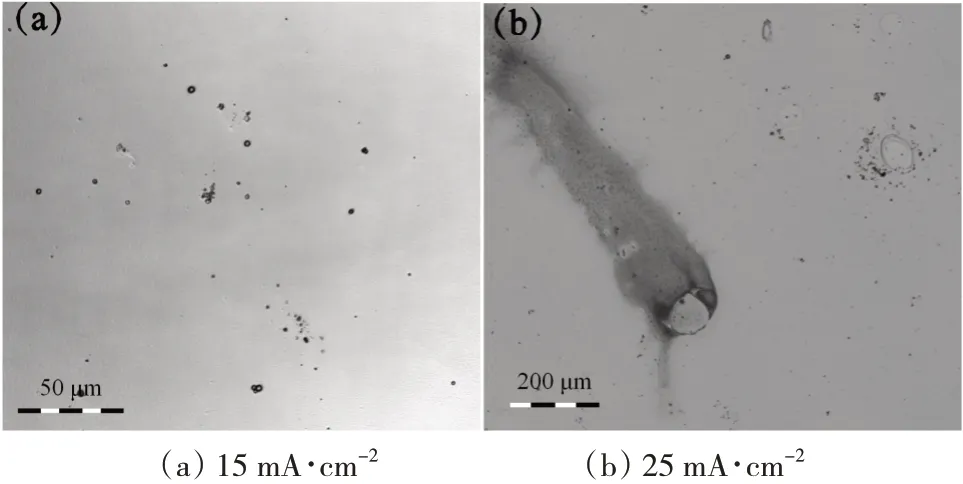
图5 电流密度对镀层形貌的影响Fig.5 Effect of current density on coating morphology
2.2.3镀液温度对实验结果的影响
镀液温度对电镀速率及镀层均匀性的影响趋势如图6所示。结果表明,电镀速率随着镀液温度升高而加快,当镀液温度为55℃时电镀速率最高,约为303 nm/min,这是由于电镀过程涉及氧化和还原反应都需要热能,温度的升高会加快化学反应,从而提高电镀速率;另外,镀层均匀性随着温度的升高先减小再缓慢增大,在45℃时达到最小,约为11.5%,与55℃时相差较小,约0.5%。此外,对不同温度条件下的镀层表面形貌进行观察分析,如图7所示,可以发现温度对镀层表面形貌影响较小,这是由于在电镀过程中采用“鼓泡”的方式搅拌镀液,保证了镀液内温度分布均匀,一定程度上避免了麻点及针孔现象的产生。综合考虑,在实际电镀过程中应将镀液温度控制在55℃。
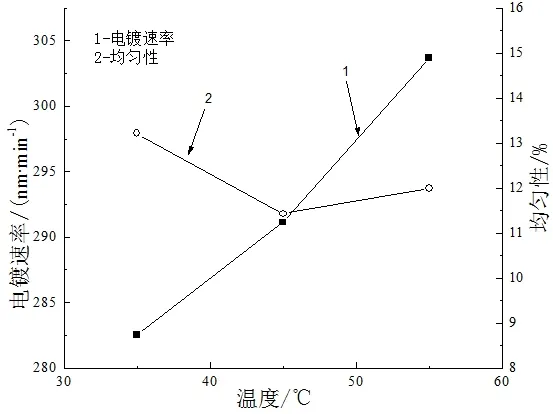
图6 温度对电镀速率和均匀性的影响Fig.6 Effect of temperature on plating rate and uniformity
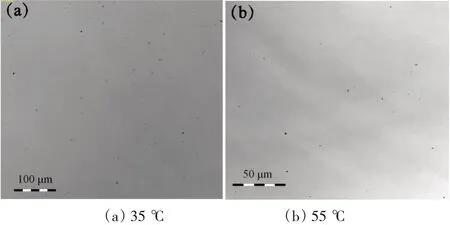
图7 温度对镀层形貌的影响Fig.7 Effect of temperature on coating morphology
3 结论
电镀厚镍工艺在碳化硅基压力传感器制备中起着关键作用,但其由于自身应力的原因,导致镀层较厚时易出现镍层脱落及刻蚀SiC过程中破损等问题,因此深入研究镀厚镍的影响因素,结合镀层表面形貌,优化电镀速率及镀层均匀性指标,进而对调控电镀厚镍工艺有重要意义。本文通过多因素正交试验分析得出以下结论:
(1)电流密度是影响电镀速率的最关键因素,pH是影响镀层均匀性的最关键因素。
(2)pH及电流密度对镀层的表层形貌具有明显的影响,pH≥5及电流密度≤15 mA·cm-2时都会造成针孔和麻点现象,因此为了得到表面质量较好的镀层需要合理控制两者的参数。
(3)优选的电镀厚镍工艺参数为:NiSO4浓度为250 g/L,NiCl2浓度为40 g/L,硼酸浓度为35 g/L,糖精浓度为0.8 g/L,2-乙基已基硫酸钠浓度为1 mL/L,pH控制在3.0~3.5之间,电流密度为20 mA·cm-2,温度为55℃。