工程认证背景下焊接实训可视化的教学改革探索
2022-02-13戴鸿滨姜巍郭立伟刘立君赵密
戴鸿滨 姜巍 郭立伟 刘立君 赵密

摘 要:将焊接专用摄像机和手工焊接可追溯评价系统相结合,应用到材料成型专业焊接实训教学中。以TIG电弧焊实验教学为例,在专用可视化焊接平台上进行TIG焊接方法实验教学,探讨了基于可视化可追溯的TIG焊实训課程教学改革。利用焊接可视化平台的实时性和再现性,学生通过教学过程中的教师评价、自我评价、同学互评过程,提高学生对抽象电弧焊接过程的理解和掌握,加深对焊接过程的理解,提高学生对焊接实验的兴趣和实际动手能力。
关键词:焊接实训;可视化教学;教学改革
中图分类号:G642 文献标志码:A 文章编号:2096-000X(2022)03-0141-04
Abstract: This paper combines the special welding camera and the manual welding traceable evaluation system, and applies it to the welding training teaching of the material forming major. Taking TIG arc welding experimental teaching as an example, the TIG welding method experimental teaching was carried out on a special visual welding platform, and the teaching reform of TIG Welding Training courses based on visualization and traceability was discussed. By using the real-time and reproducibility of welding visualization platform, students can improve their understanding and mastery of abstract arc welding process, deepen their understanding of welding process, and improve their interest in welding experiments and the cultivation of practical ability through the process of teacher evaluation, self-evaluation and peer evaluation in the teaching process.
Keywords: welding training; visual teaching; teaching reform
焊接实训是材料成型及控制工程专业的重要课程。焊接技术在制造业中(汽车、造船、航空航天、核电厂和结构钢行业)占有重要地位。随着经济的快速发展,我国已跻身世界最大加工制造业大国,制造业市场对高技能人才的需求越来越大,对焊接技术人才培养要求也越来越高[1-4]。
在工程认证这种背景下,焊接技术人员的培养应走向专业基础教育与工程培训相结合的道路,强化实践教学体系,提高学生工程实践应用能力。焊接是一门综合性、实践性较强的学科,目前我国高校由于实际教学学时的限制,通过增加过多实践教学学时是不现实的,只有通过优化实践教学体系,合理设置评价体系,改善实践教学手段和教学方法,使学生能在有限的实践教学时间内更好地掌握焊接专业知识和动手能力,才是提高焊接教学质量,培养全面的焊接人才最便捷的方法[5-7]。
焊接过程本身是一种用正常摄像方法难于观察记录的超强明弧物理过程,在理论教学过程中学生对理论知识的理解,很难和实际的焊接过程进行融会贯通。由于焊接质量的好坏是由实际焊接过程中焊枪的姿态、运枪的形式、电弧的长短、电弧的形态、熔池的形貌、焊丝的送进过程等一系列因素所决定的,而这一过程又是实时变化的,整个焊接过程是难于再现的,学生只能根据自己当时的操作记忆去和教师的讲解进行对比,对于没有实际工程经验的学生来说,这一过程还是一种相对抽象的讲解,对于学生在有限的实验教学时间内全部掌握和理解是非常困难的,在很多教学培训中采用虚拟实验的方法来补充焊接实际操作[8-11]。
为解决焊接实训中的这些教学问题,作者在焊接实训过程中将焊接专用摄像机和手工焊接可追溯评价系统相结合,对学生的实践掌握情况进行定量地评定和分析。利用现代数字化手段,增加学生的感性认识。使学生掌握理论知识和实际操作的效率和质量大大提高,能够更快地学习和掌握焊接操作技巧和要领,并进行融会贯通。
一、焊接可视化实验教学平台
焊接可视化实验教学平台由基本焊接操作平台、焊接熔池监视相机、计算机大屏幕显示、可追溯自动记录评价软件系统四部分组成。焊接教学过程中熔池监控相机可以观察学生、教师的操作过程,随着操作者焊枪的移动,相机全程监控焊接全过程。这样焊工学员就可以直接观察教师和自己的操作过程中的焊丝位置、熔池熔化状态、姿态等,记录并显示学生完成的焊缝。同时平台系统可以让学生离线访问视频,学生可以清楚地查看他们进行焊接的效果,并可以接收有关如何改进或从错误中学习的指导。该实验平台在哈尔滨理工大学材料成型及控制工程专业的学生TIG焊接实训过程中已得到应用。
通过焊接过程高动态范围图像,学生和教师可以清晰查看电弧、钨极、熔池及接缝处较暗的周围特征。在教师讲授过程中,学生不必总是挤在教师周围,而是可以通过大屏幕清楚地看到焊接过程的所有特征,提供更好的焊接指导体验,而无需讲师重新启动或重复焊接过程,如果学生错过了部分教学内容可回看录像。通过在远程屏幕上显示捕获的焊接视频,可以极大地改善学生的学习体验,提高学习成功率,焊接教师不仅实现了提高学习成功率的目标,也不必担心教室空间和学生接近焊接演示台。
二、可追溯焊接评价系统
焊接评价系统在SharePoint Designer软件平台下进行设计,根据焊接实训过程中的教师示范录像,学生操作录像,利用成像软件Weld Studio软件对焊接特征值进行提取处理。通过教师讲授模块、学生操作模块、教师评定模块、学生自评模块、学生互评模块、标准焊接与学生焊接对比模块、综合评价模块、实验报告模块来完成整个电弧焊接实训评价和追溯,将整个焊接操作过程和评价全程记录,以满足工程认证过程中的实训过程评价。图1为哈尔滨理工大学材料成型及控制工程专业焊接实训网页界面截图。
教师和学生可以通过焊接现场大屏幕,通过评价系统链接进行即时在线评价,也可以离线观看同学的焊接操作录像,同时也可以点击老师标准的焊接操作录像链接,观看教师的标准焊接操作。学生根据标准的焊接操作录像对比自己的操作录像进行自我评价,同时可以看到教师评价、同学互评、系统自动评价的内容。学生可以根据自己的焊接操作录像进行自我评价,老师也可根据学生的焊接操作进行评价并给出分数。系统会生成电子版实验报告,在需要纸质版报告时可以直接将其打印出来,同时生成影像评价记录版实验报告,来完成焊接实训的记录和可追溯数据。
在传统实训中通常采用教师操作、学生拿着焊帽围观、学员自行操作几个环节的讲授方式。焊接时,学生是无法仔细观察到教师的每个操作细节以及对应的焊接效果的,只能靠学生自己在实际操作时认真体会和摸索。学生多半都是跟着老师的节拍,模仿老师的样子进行车间焊接。其结果往往是模仿性的,实际教学毕竟无法展示其实际的理论根据,实际操作步骤得不到贯穿,容易将步骤混淆,无法精益求精。最终可能会导致培训时间增加,材料使用量增加,导致教学效果有一定的折扣。
通过焊接实训全过程可视化焊接评价系统的记录,学生在整个焊接实训过程中全员参与进来。由于可视化的优点,将焊接抽象的电弧理论和实际操作有机结合起来,使学生更加感性地认识焊接电弧,了解焊接电弧特点掌握焊接电弧操作要领。通过自评和同学互评环节,将实验课堂进行有效翻转,弥补在传统的电弧焊方面操作实训中的不足和缺点。学生作为实验的主导者和计划者,教师只起到指导者的作用,将所学的知识和具体的实践结合起来,发挥主观能动性,完成实验的全过程,提升教学的质量和效果。图2为评价记录版实验报告截图。
三、手工TIG焊接实训项目设计
项目针对2.5 mm铝板进行手工TIG焊接实训,确定钨极直径、电流种类及大小、保护气流量、脉冲频率、基值峰值电流、制定平板表面堆焊工艺。
(一)实训实验讲授阶段
教师讲授回顾TIG基础理论知识和实验安全注意事项,让学生熟悉焊接设备和焊接参数设置。针对手工TIG焊接工艺要点,进行起弧、行弧、收弧、焊缝外观各工艺点的实际焊接示范,通过实时大屏幕视频对抽象概念进行逐项量化讲解,此阶段通过视频中操作讲解提升学生对工艺要点的感性认识,加深对焊接操作的认识和了解,体现出可视化教学比传统教学方法的优势,过程如下:
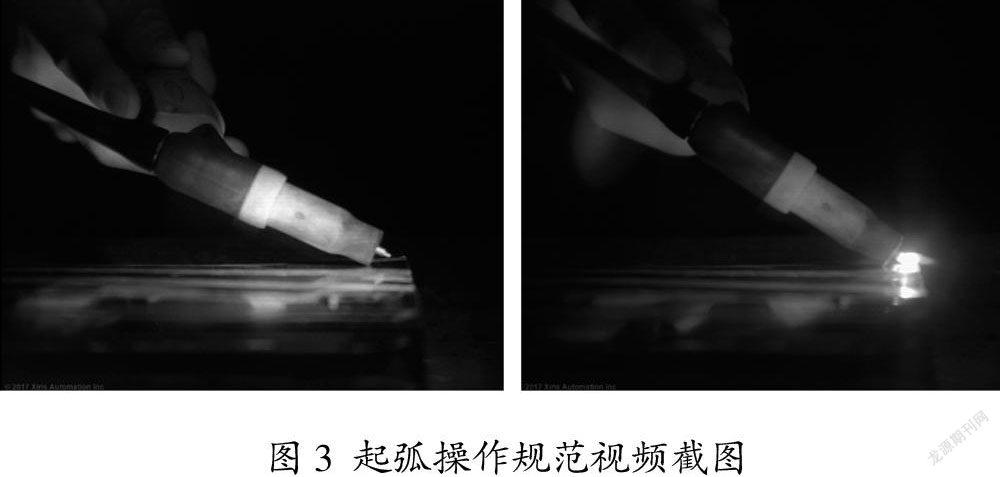
1. 起弧操作规范:钨极距离工件2~3 mm,钨极中心线与母材表面夹角20°~30°为最佳角度。角度调整好后按下启动按钮,就会在焊枪电极尖端产生电弧,不能让电极工件表面接触起弧。然后提起焊枪调整电弧长度和焊枪角度。如图3所示。
工艺点:角度不能过大或过小,不能接触起弧,提起焊枪后弧长保持在6~10 mm。调整后焊枪角度60°~80°。调整时间2~3 s。图3为起弧操作规范视频截图。
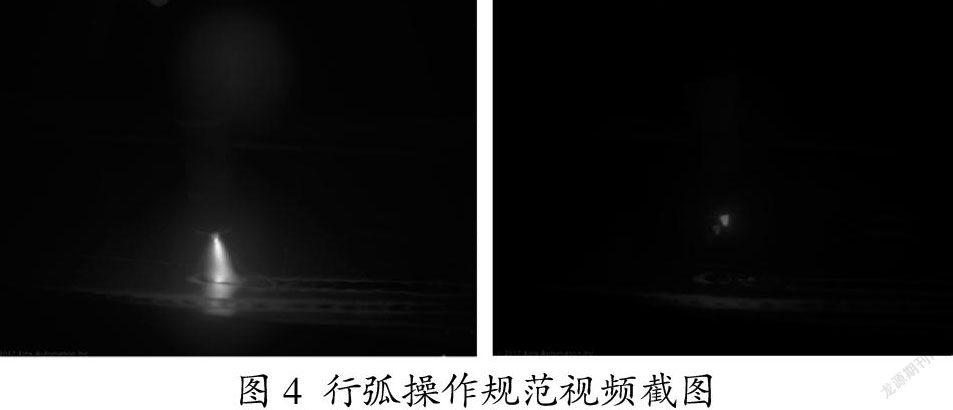
2. 行弧操作规范:在进行直焊道的焊接时,通常采用左焊法,保证焊接电弧和气流的稳定。焊接全程钨极尖端距离工件表面6~10 mm,焊枪与工件表面成70°~85°。保持焊枪匀速行弧,速度为10 cm/min。图4为行弧操作规范视频截图。
工艺点:钨极尖端距工件表面距离严格把控,焊枪不得上下大幅度跳跃。焊枪与工件表面夹角不能偏大或偏小。行弧过程要求速度均匀平稳,不得跳跃式行进。行弧过程中要求平稳,焊枪不得大幅度抖动。
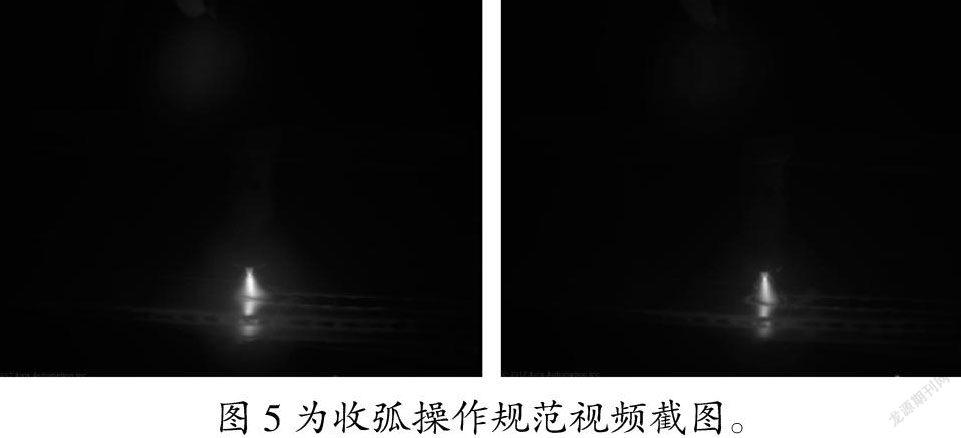
3. 收弧操作规范:在焊接终止时,焊枪移动速度稍加快。直到焊接终止点。
工艺点:收弧讲究干净利落,在焊接终止点及时关闭焊枪收弧,长时间停留会导致母材烧穿,停留时间:1~2 s。图5为收弧操作规范视频截图。
4. 焊缝外观:焊缝应该平整,无未融合,未焊透、烧穿等。
工艺点:焊缝宏观缺陷。
(二)学生实际焊接训练教师讲评、学生自评、学生互评阶段
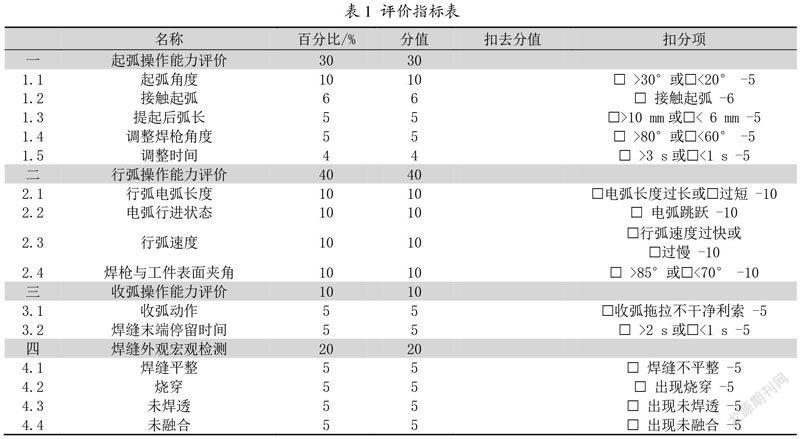
学生根据对实验讲授阶段的理解,动手实际焊接,通过对自己的焊接视频进行教师讲评、学生自评、学生互评进行课堂翻转,由学生身份转为讲解评价身份,加深对焊接工艺要点的理解,通过讲评提高焊接技能掌握效率和质量。学生依照评价指标表可以系统、全面、精确到每一个工艺点对操作人员做出评价。评价指标表见表1。
(三)针对性练习考核阶段
学生通过可追溯视频和互动评价,针对薄弱环节进行练习。对比标准焊接操作完成训练,进行最终考核并生成实验报告。通过焊接可视化实验教学平台进行的实训,使得焊工对于焊接质量有了更加直观地理解,而这是目前虚拟焊工培训器无法提供的。因为,熔池狀态随着姿态等参数的变化也是在动态变化的,普通软件无法模拟到熔池那么精细的变化。焊接可视化实验教学平台能够起到事半功倍的效果,同时系统的录像功能还能够对焊工的操作过程进行实时记录和追溯。
四、结束语
将焊接可视化教学手段引入到焊接实训课程中,其意义重大,使学生掌握理论知识和实际操作的效率和质量大大提高,增加学生的感性认识,将所学的知识和具体的实践结合起来,发挥主观能动性,完成实验的全过程。相对减少教师抽象讲解时间,提高学生的理解程度,增加学生动手操作的时间,减少材料的使用量,培养工程毕业生“复杂问题解决”能力,实现专业知识、专业技能和经验基础的有机结与和综合运用。
参考文献:
[1]张友权,周云芳.从世界技能大赛看国内外焊接技能竞赛与培训的差异及发展趋势[C]//工程焊:2011年第3期(总第15期),2011:21-25+29.
[2]尹立孟,周进,王刚,等.谈材料成型及控制工程专业焊接实践教学[J].重庆科技学院学报,2010(12):170-171.
[3]常维亚,邢鹏,赵莉.探索建立研究型大学本科实践教学模式[J].中国高等教育,2014(9):26-27.
[4]薛勇.焊接实习教学与工厂实际生产有机结合[J].智库时代,2017(13):129.
[5]李嘉宁,刘鹏,袁兴栋.应用创新型焊接专业教学改革与实践[J].电焊机,2016,46(8):119-121.
[6]徐义库,王红波,陈永楠,等.材料成型及控制工程专业实验教学工作的改革与探索[J].教育教学论坛,2017(4):271-272.
[7]杨林丰.焊接实践教学模式探讨[J].焊接技术,2010,39(1):71-72.
[8]申文竹,王斌,易锋,等.材料成型数字化虚拟实验教学探索[J].实验科学与技术,2017,15(6):155-158.
[9]郭吉刚.焊接专业整体化教学中的问题和解决措施[J].焊接技术,2007,36(3):79-80.
[10]宋联美.焊接专业人才培养模式改革的研究与实践[J].机械,2011(12):32-35.
[11]甄舒,刘伟红.虚拟现实焊接培训模拟系统在焊工培训中的应用[J].焊接,2015(1):64-67.
