低速柴油机曲柄热处理变形控制研究
2022-02-12毛雪芹王国栋马晓兵
毛雪芹 祁 波 王国栋 马晓兵 康 兵
(武汉重工铸锻有限责任公司,湖北430084)
曲柄是柴油机运动机构的关键部件,其形状特殊,机械加工部位较多,在热处理过程中极易发生变形,以致无法满足产品后续加工要求。在曲柄的各个加工部位中,内档部位的加工最为复杂,在热处理过程中变形问题也最为突出。有效控制热处理过程中曲柄内档尺寸的变化,是曲柄热处理变形控制的重点和难点,也是热处理专业技术人员长期研究和探索的重要课题。
低速柴油机曲柄最常用的材质有M60.6和S34MnV两种,热处理方式为正火+正火+回火。分别选用三组材质为S34MnV的某机型曲柄,以不同的装炉方式进行热处理,通过对比曲柄在不同装炉方式下热处理后内档尺寸的变化,来确定最为合适的装炉方式和变形控制措施。
1 试验过程及试验方法
1.1 曲柄装炉方式为竖立式
曲柄的工艺路线为:炼钢→锻造→粗加工→热处理→精加工。
所选用的某机型曲柄,其粗加工图内档基本尺寸为179 mm,颈部总厚度基本尺寸为769 mm,如图1所示。按照我公司曲柄热处理和机械加工相关要求,热处理前内档尺寸需控制在179 mm±5 mm范围内;热处理后内档变形需控制在±10 mm范围内,即内档张大和缩小尺寸均不超过10 mm,方可满足后续精加工要求。首先选用六件曲柄(分别记为①、②、③、④、⑤、⑥)在台车炉进行正火+正火+回火热处理,然后对它们的内档尺寸进行测量,统计数据见表1。
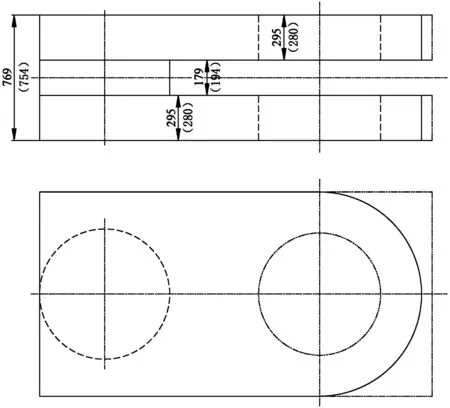
图1 曲柄粗加工示意图Figure 1 Schematic diagram of rough machining for crank
由表1中数据可以看出,曲柄在采用竖立式装炉进行热处理后,其内档尺寸明显增大,其张开尺寸范围为14~21 mm。六件曲柄热处理后内档变形均超出控制范围,无法满足后续精加工要求。因此,只有对该六件产品重新进炉加热后进行校正,以使内档尺寸符合加工要求。这样不仅增加了生产成本,也延缓了产品流转速度。
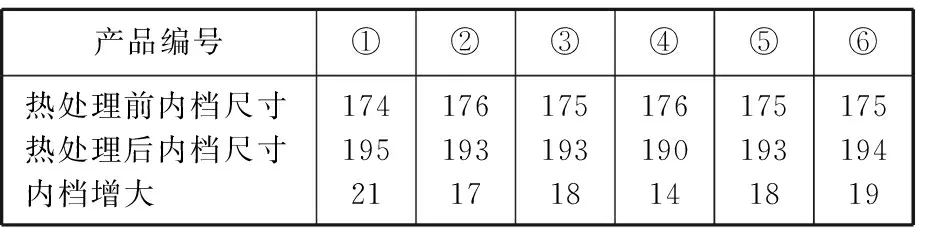
表1 竖立式装炉时曲柄的热处理变形情况Table 1 Heat deformation situations of crank under charging in vertical type 单位:mm
1.2 曲柄装炉方式为平装式
同样地,选用另外六件S34MnV曲柄(分别记为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ)进行平装式装炉,热处理工艺仍为正火+正火+回火。然后测量六件曲柄内档尺寸,统计数据如表2所示。
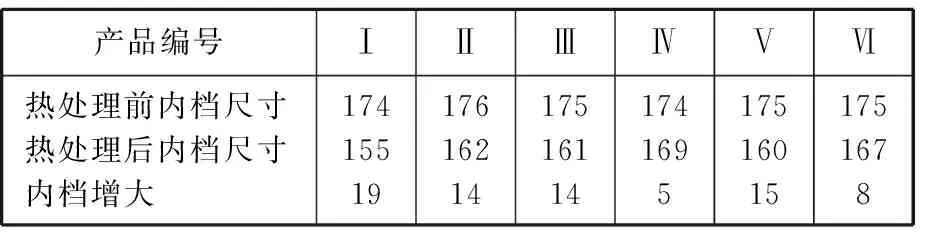
表2 平装式装炉时曲柄的热处理变形情况Table 2 Heat deformation situations of crank under charging in horizontal type 单位:mm
由表2可见,采用平装式装炉时,由于产品自身重力的作用,热处理后内档明显收缩,缩小尺寸范围为5~19 mm。其中Ⅰ、Ⅱ、Ⅲ和Ⅴ号曲柄内档缩小尺寸超出控制范围,无法满足精加工要求。其余两件曲柄内档虽亦有缩小,但满足加工要求。
1.3 曲柄装炉方式优化(平装且内档塞入垫铁和楔铁)
对比表1、表2的数据,对装炉方式进行优化,即采用平装式装炉且在曲柄内档处塞入垫铁和楔铁。如图2所示,先在曲柄下面放入垫铁,再在垫铁上塞入相应规格的楔铁,并控制好垫铁和楔铁放置方向,将楔铁塞紧。曲柄第一次正火后,曲柄内档会张大,在第二次正火入炉前重新调整楔铁高度,略微下降5~10 mm,这样经第二次正火后,曲柄内档尺寸与热处理前基本保持不变,在回火后恰好达到工艺控制要求范围。
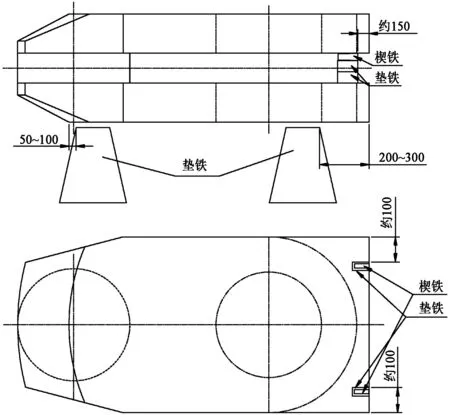
图2 曲柄装炉优化示意图Figure 2 Schematic drawing of improved charging for the crank
按照图2所示装炉,又进行了其他六件曲柄(分别记为(1)、(2)、(3)、(4)、(5)、(6))的热处理,然后测量六件曲柄的内档尺寸,如表3所示。
由表3可知,曲柄平装式装炉且在内档处塞入垫铁和楔铁,待热处理完毕后,其内档尺寸变化控制在4~6 mm,完全满足后续精加工要求。

表3 优化装炉后曲柄的热处理变形情况Table 3 Heat deformation situations of crank after improved charging 单位:mm
2 分析讨论
通过对比曲柄在不同装炉方式下进行热处理内档尺寸的变化,分析如下:
(1)当采用竖立式装炉,曲柄在加热时随着温度的不断升高,工件内部应力逐渐增大,而在后续正火出炉冷却过程中,因工件表层和心部的冷却速度不一致,导致体积收缩不均而产生热应力。在热应力的作用下,由于表层冷却速度比心部快得多,表层要收缩,而中心温度尚高阻止表层收缩,对表层产生拉应力,心部则产生压应力。随着冷却过程的继续进行,由于工件心部最后冷却,体积收缩不能自由进行而使表层受压应力、心部受拉应力,即在热应力的作用下最终使工件表层受压而心部受拉。这种现象受到冷却速度、热处理工艺参数等因素的影响。冷却速度愈快,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,内档张开愈严重。
(2)当采用平装式装炉,内档未塞入垫铁和楔铁时,曲柄在加热时随着温度不断升高,其屈服强度不断降低,同时在工件内部存在残余应力(机加应力、锻造应力等),当温度上升到一定程度时,工件各部位屈服强度的变化就会引起不均匀的塑性变形而造成其形状改变。若上档支撑不严,处于悬臂状态时,在长时间的高温过程中,由于重力作用产生高温蠕变,而使上档下坠。在两次正火过程中,上档与下档间的尺寸逐渐收缩,形成产品变形。在采用了改进的装炉方式进行热处理时,由于在曲柄内档塞入了合适的垫铁和楔铁,在加热过程中,虽然也会由于工件内部产生应力(主要为热应力和组织应力),引起内档变形,但曲柄上档的变形受到垫铁和楔铁的支撑和阻挡,下坠的力度不足以使产品发生较大变形,因此内档尺寸变化可控制在较小范围。
3 结论
(1)无论平装式或竖立式装炉,曲柄在热处理过程中均会发生变形。但相比而言,采用平装式时曲柄内档变形量较小。
(2)采用平装式装炉,在曲柄内档塞入垫铁和楔铁,并在生产过程中适时加以调整,能够有效控制曲柄的内档变形,使其满足后续加工要求。
(3)低速柴油机曲柄热处理变形控制的研究,对其他类型产品热处理变形控制具有借鉴和指导意义。
