压气机转子叶片掉块失效机理分析
2022-02-06王全王寅超佟文伟翟贤超李青
王全,王寅超,佟文伟,翟贤超,李青
(中国航发沈阳发动机研究所,沈阳 110015)
0 引言
压气机用于为发动机正常工作、座舱增压、涡轮散热、发动机起动等提供压缩空气[1]。压气机转子叶片是压气机的重要零件之一,直接影响压气机的气动性能、工作可靠性、质量及成本等[2-3]。在工作过程中不仅承受较大的离心负荷、气动负荷、大气温差负荷及振动的交变负荷,还要经受发动机进气道外来物的冲击及风沙、潮湿的侵蚀等,故压气机转子叶片的故障率比其他零部件的高很多[4-6],其常见失效模式主要包括外来物打伤、共振、强度裕度不足、材质缺陷、异常碰摩等。
国内外专家针对压气机转子叶片的故障检测分析及设计加工改进等方面开展了诸多研究。Kermanpur等[7]分析了TC4钛合金压气机叶片的断裂失效机理,认为在叶根位置的疲劳断裂是因叶根和燕尾槽接触异常以及叶根耐磨性差造成的;高志坤等[8]对燃气轮机压气机转子叶片进行了断裂分析,认为叶片产生疲劳断裂与叶尖和机匣的碰摩及原始加工刀痕有关;李小丽等[9]通过设计专用传感器,采用概率正态分布和线性回归方法分析试验数据,成功地对压气机叶片进行了裂纹原位检测;Suzuki等[10]利用模拟计算分析沙粒进入压气机对叶片性能的影响,表明叶片前缘的磨损比尾缘的更为严重;Turner等[11]开展仿真分析模拟了发动机叶片叶尖碰摩瞬态的振动模型,并通过试验验证了理论分析的正确性;陈亚莉等[12]通过采用新型数控铣加工技术,实现了压气机叶片型面和进、排气边缘的精密铣削加工,提高了压气机的气动效率。
某高压压气机转子叶片采用优质TA11钛合金锻造而成,主要加工工序包括模锻、机械加工、表面喷丸和振动光饰。本文针对该高压压气机转子叶片进气边产生掉块的故障以及压气机各级部分转、静子叶片存在不同程度打伤的状况,开展了宏观检查、断口分析、材质分析和有限元仿真分析。
1 故障叶片检查与分析
1.1 宏观检查
故障高压压气机转子叶片宏观形貌如图1所示。从图中可见,靠近加强筋侧的弦向断口为A断口,靠近叶尖侧的弦向断口为B断口,二者之间的径向断口为C断口。C断口存在明显的由叶背侧向叶盆侧的塑性变形,A、B断口整体未见明显塑性变形。掉块位于叶片进气边侧的加强筋与叶尖端面之间区域,近似呈方型;掉块上边缘距叶尖端面约为11.1 mm,下边缘距加强筋约为1.6 mm。放大观察,对掉块部位尺寸进行测量,靠近加强筋侧约为9.48 mm,靠近叶尖侧约为6.52 mm,进气边开口约为8.89 mm,掉块面积约为66.2 mm2。掉块部位叶盆侧和叶背侧均可见氧化变色现象。如图2所示。
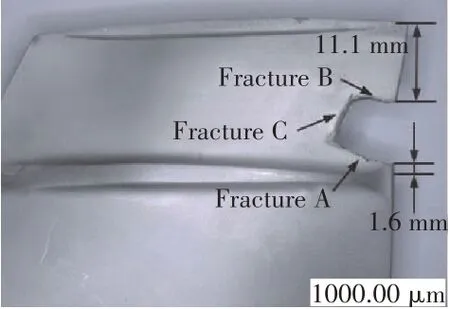
图1 故障叶片宏观形貌
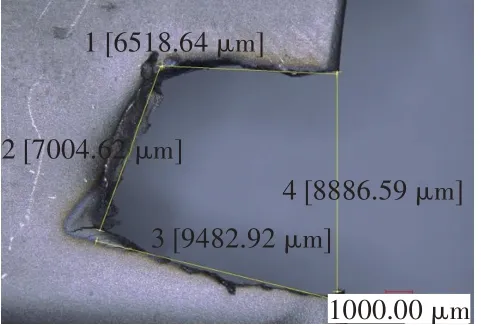
图2 叶片掉块部位翻边和叶盆侧及叶背侧氧化变色形貌
对掉块各断口表面及其附近区域,以及其余转、静子叶片被打伤部位进行能谱分析,均为叶片基体元素,未发现其他异常元素;且掉块A、B断口均无明显塑性变形,可以排除外来物打伤导致叶片掉块的可能性。
1.2 断口分析
A断口宏观形貌如图3所示。从图中可见,断口表面严重磨损,可观察到沿叶片厚度方向的磨损痕迹,局部区域可见氧化变色现象。
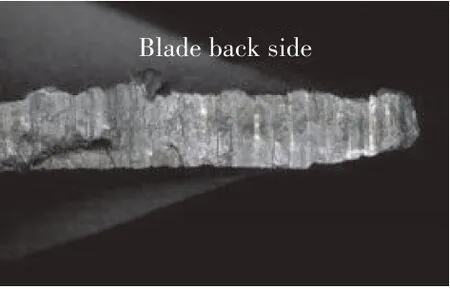
图3 A断口宏观形貌
在扫描电镜中观察,A断口微观形貌如图4所示。从图中可见,大部分区域已严重磨损,无法观察到原始断裂形貌特征。在靠近叶盆侧磨损较轻区域可见少量放射棱线形貌,如图5所示。
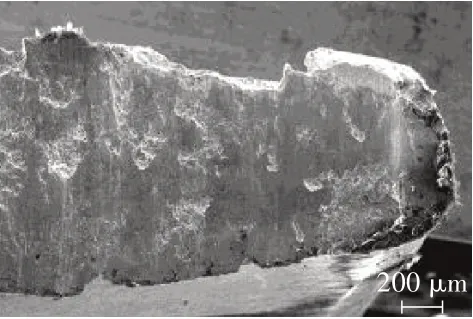
图4 A断口微观形貌(50倍)

图5 A断口放射棱线形貌(200倍)
B断口宏观形貌如图6所示。从图中可见,与A断口的基本一致,大部分区域已严重磨损,无法观察到原始形貌特征,可观察到明显的沿叶片厚度方向的磨损痕迹,断口大部分表面发生明显氧化变色。靠近C断口交界处叶盆侧存在1处弧形区域。
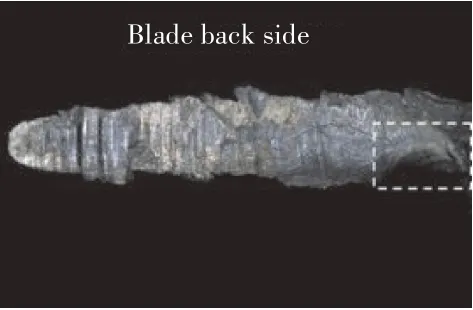
图6 B断口宏观形貌
B断口微观形貌如图7所示。从图中可见,大部分区域原始断裂形貌已磨损破坏。放大观察弧形区域主要为带状花样形貌特征,表明该区域是在多次挤压磨损作用下形成的。
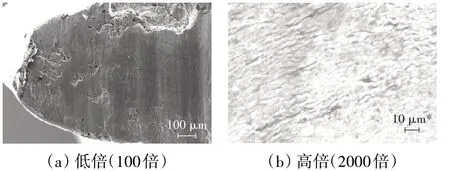
图7 B断口微观形貌
A、B断口与C断口交界处宏观形貌如图8所示,从图中可见,叶盆侧和叶背侧表面均存在明显的氧化变色区域,且在该区域内存在多条小裂纹。根据主裂纹判断的“T”型法则,在通常情况下,横贯裂纹先形成为主裂纹,阻止随后裂纹的扩展[13]。因此,由小裂纹的扩展方向可以判断A、B断口均产生于C断口之前。

图8 A、B断口与C断口交界处宏观形貌
C断口宏、微观形貌如图9所示。从图中可见,断口表面存在宏观可见的磨损痕迹,在扫描电镜中放大观察,在未磨损区域可见典型的韧窝形貌。结合3处断口的断裂顺序,可知C断口为掉块的最后瞬时断裂区域。
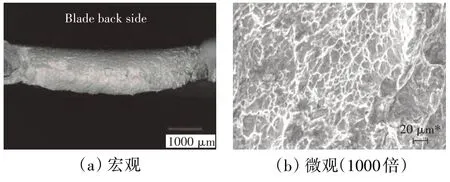
图9 C断口形貌
在微观观察过程中发现,叶片叶盆侧在B断口附近区域存在多条与A、B断口扩展方向一致的弦向微裂纹,裂纹位于距B断口表面约为0.6~2.9 mm内,较长的2条微裂纹在叶盆侧扩展长度分别约为3.68、3.32 mm,裂纹并未贯穿至叶背侧表面,形貌如图10所示。

图10 微裂纹微观形貌(50倍)
将其中1条微裂纹打开,断口微观形貌如图11所示。从图中可见,断口表面较平坦,可见清晰的疲劳弧线和放射棱线形貌特征,表明该微裂纹性质为疲劳;根据放射棱线的汇聚方向判断,疲劳起源于叶盆侧表面,呈线源特征,裂纹向叶背侧扩展,深度约为0.35 mm。疲劳源区未见明显的冶金缺陷,疲劳扩展区可见细密的疲劳条带形貌,断口呈高周疲劳特征。
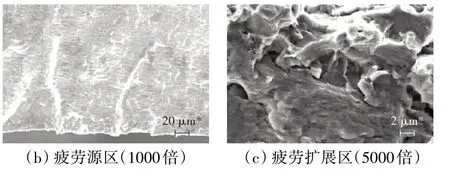
图11 微裂纹断口微观形貌
根据上述断口分析结果,A、B断口与弦向微裂纹扩展方向一致,且在断口表面局部未磨损区域存在疲劳形貌特征,由此推断A、B断口与弦向微裂纹性质相同,均为高周疲劳开裂。在扩展过程中,断口表面在振动应力和离心载荷往复作用下产生较重磨损,最终在C断口处瞬时断裂,形成掉块。
1.3 叶尖端面检查
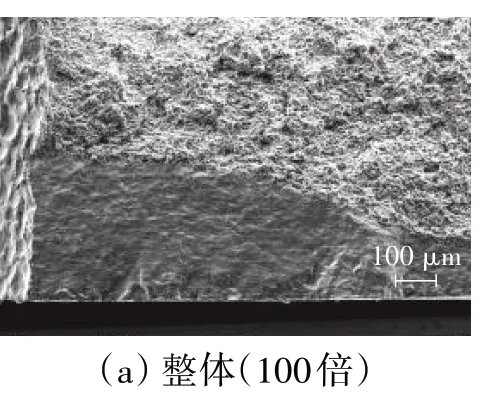
故障叶片叶尖端面不同区域的宏观形貌如图12所示。从图中可见,在靠近进气边区域有明显的磨损痕迹,且存在叶盆侧向叶背侧的磨损塑性变形;在远离进气边区域磨损较轻。对叶尖端面磨损较重区域进行能谱分析,结果见表1。从表中可见,除叶片基体材料(TA11钛合金)成分外,还含有较多的Al和Si元素。上述检查结果表明,在发动机工作过程中,故障压气机转子叶片与机匣铝硅氮化硼封严涂层产生了较重的磨损。
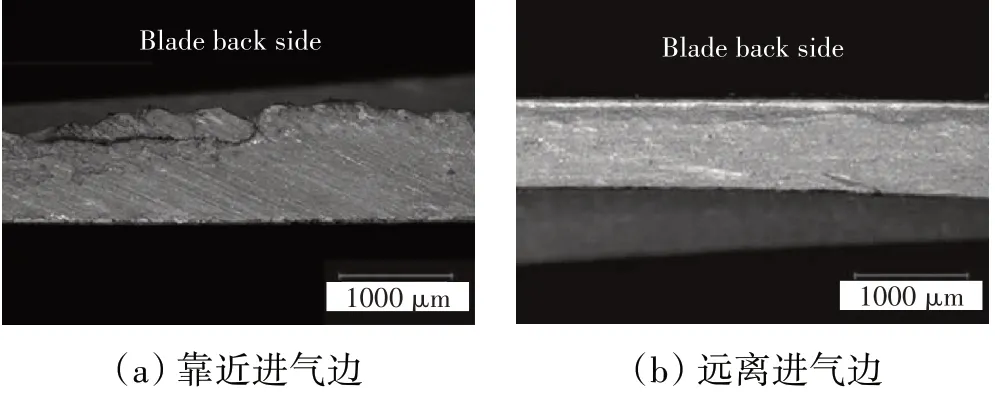
图12 故障叶片叶尖端面不同区域的宏观形貌

表1 叶尖端面磨损较重区域能谱分析结果 wt/%
1.4 成分分析
对故障叶片掉块附近基体进行能谱分析,结果见表2。从表中可见,主要合金元素质量分数与TA11合金标准成分基本相符。
表2 故障叶片掉块附近基体能谱分析结果wt/%
1.5 组织检查
在故障叶片掉块附近基体取样进行金相组织检查,其组织形貌如图13所示。从图中可见,其组织主要为等轴α相和拉长α相组织,未见明显的异常现象。
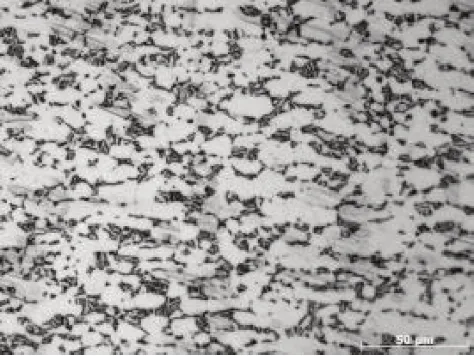
图13 故障叶片掉块附近基体组织形貌
1.6 力学性能测试
对故障叶片掉块附近基体进行布氏硬度测量,结果(见表3)满足设计要求。

表3 故障叶片掉块附近基体布氏硬度测量结果
在故障叶片榫头处取样,进行室温拉伸性能测试,结果(见表4)满足技术标准要求。
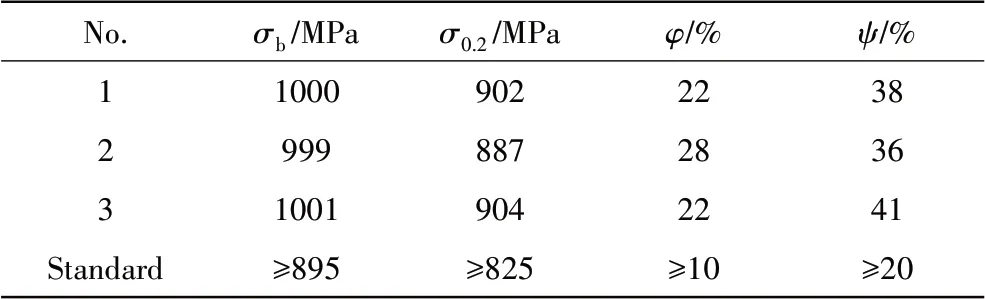
表4 故障叶片榫头室温拉伸性能测试结果
2 有限元分析
根据宏观检查和断口分析结果,故障叶片叶尖和加强筋之间区域在进气边侧产生了多条弦向疲劳裂纹,裂纹扩展进而造成掉块,且在叶尖靠近进气边的端面与机匣封严涂层之间存在较重的碰摩。
为明确碰摩对叶片受力的影响,利用Abaqus有限元分析软件进行仿真模拟分析。叶片有限元模型及载荷加载方式如图14所示。采用C3D10单元类型进行网格自动划分,共划分6420个单元,3214个节点。
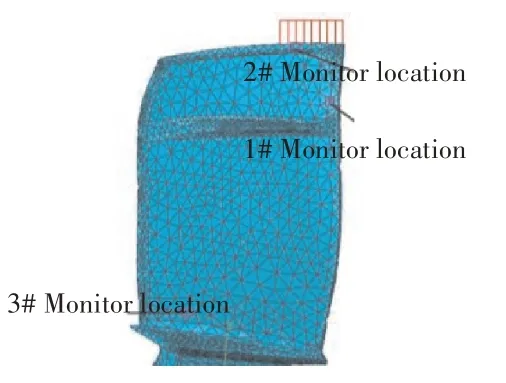
图14 叶片有限元模型及载荷加载方式
根据故障叶片叶尖端面磨损情况,进气边一侧碰摩明显重于排气边一侧的,因此推断碰摩力主要作用在叶尖进气边侧区域。在叶尖靠近进气边区域施加切向阶跃脉冲激振力,作用方向由叶盆指向叶背,与碰摩力方向一致,激振力随时间变化曲线如图15所示。脉冲激振力设定为100 N,周期为故障叶片旋转1周所用时间。并分别在进气边侧靠近加强筋区域(监测点1)、叶尖靠近进气边区域(监测点2)、叶身根部(监测点3)选取监测点,在碰摩力作用下叶片监测点应力时域曲线如图16所示。
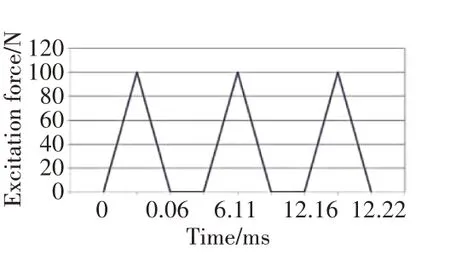
图15 激振力随时间变化曲线
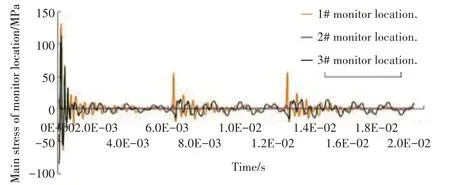
图16 在碰摩力作用下叶片监测点应力时域曲线
根据上述有限元仿真分析结果可知,当机匣封严涂层与叶片之间的碰摩主要作用在靠近进气边侧的叶尖时,在各监测点中叶身前缘加强筋区域的应力响应明显高于其他部位的。
故障压气机叶片的瞬时应力分布如图17所示。从图中可见,在碰摩力作用下,由于叶身上部加强筋的影响,叶身前缘叶尖与加强筋之间的区域产生明显的应力集中,应力集中部位与故障叶片产生疲劳裂纹及掉块区域基本吻合。
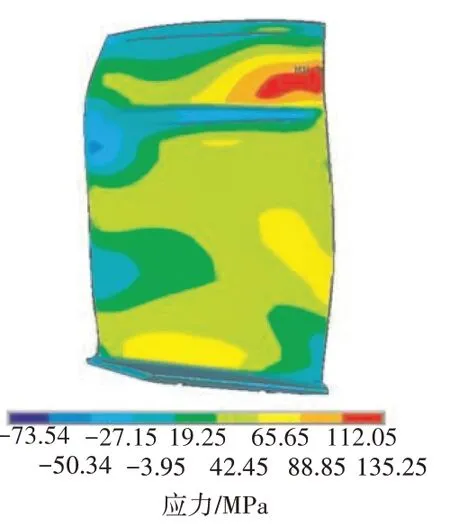
图17 碰摩力作用下故障叶片瞬时应力分布
3 分析与讨论
对故障压气机转子叶片掉块区域,及其转、静子叶片被打伤部位进行能谱分析,均未发现除叶片基体成分之外的其他异常元素,且A和B掉块2处断口均未产生明显塑性变形,由此排除外来物打伤造成故障叶片产生掉块的可能性。
由断口分析结果可知,在故障压气机转子叶片叶尖与加强筋之间的前缘区域存在多条与掉块扩展方向相同的微裂纹,裂纹断口表面可见清晰的疲劳弧线和放射棱线形貌特征,放射棱线汇聚于叶盆侧表面,在扩展区存在细密的疲劳条带特征,表明裂纹性质为线性起源于叶盆侧表面的高周疲劳裂纹[14-15]。在掉块断口表面局部未磨损区域可观察到疲劳形貌特征,因此推断故障掉块区域最初在叶片前缘区域萌生A、B断口对应的疲劳裂纹及扩展,断口表面在振动应力和碰摩力等外在因素作用下发生较重磨损,最终在C断口处发生瞬时径向断裂,造成掉块。
TA11合金为近α型钛合金,适用在450℃以下长时期工作,在国内外有比较成熟的应用经验[16-17]。故障叶片成分符合技术标准要求,金相组织未见异常,所用材料的力学性能也符合标准要求。且对微裂纹断口疲劳源区背侧散射观察可知,在疲劳源区未见明显的冶金缺陷。以上结果表明故障叶片萌生疲劳裂纹发生掉块与叶片的材质和冶金缺陷没有直接关系。
在不考虑实际加工尺寸和装配等因素影响的理想状态下,高压压气机转子叶片不会与机匣发生碰摩。但在发动机的实际工作中,压气机转子叶片叶尖难免与机匣发生相互摩擦,因此需要在发动机机匣转子外环块表面喷涂带有铝硅氮化硼可磨耗的封严涂层(Metco320NS)。该涂层是近年来国外广泛应用的具有良好性能的中温封严涂层材料,用于降低转子叶片的磨损,能有效地减小叶尖与机匣之间的间隙,从而提高压气机的效率[18-19]。在故障叶片叶尖靠近进气边区域存在较重的磨损痕迹,而在远离进气边区域磨损较轻,且存在叶盆侧向叶背侧的磨损塑性变形,说明故障叶片在高速旋转过程中与机匣封严涂层发生了较重的非均匀碰摩[20]。
结合有限元仿真分析结果,当叶片叶尖进气边区域存在与机匣封严涂层之间由叶盆侧向叶背侧方向周期性碰摩时,在叶身进气边侧的叶尖与加强筋之间区域产生明显的应力集中,与故障叶片萌生疲劳裂纹及掉块区域基本一致。此时叶盆侧受拉应力,叶背侧受压应力,而叶片微裂纹疲劳起源于叶盆侧表面,二者相一致,说明碰摩带来的附加应力确实对叶片产生疲劳开裂起到了直接作用。当对同台份的叶片进行装配状态尺寸复查时发现,故障叶片叶高尺寸偏大,已达到设计上限值,使其距机匣的间隙偏小,在工作过程中更容易与机匣发生严重碰摩,受到的切向碰摩力更大,因此较先于其他叶片萌生裂纹[21]。
综上所述,故障压气机转子叶片在工作过程中,叶尖与机匣封严涂层发生较重的非均匀碰摩,使前缘加强筋附近区域产生明显应力集中,并且在振动应力和离心载荷等因素的共同作用下,导致叶片萌生多条疲劳裂纹,进而产生掉块。
4 结论
(1)故障压气机转子叶片掉块A、B断口性质均为起源于叶尖与加强筋之间前缘区域叶盆侧表面的疲劳裂纹,扩展至C断口处时发生瞬时断裂,最终形成掉块;
(2)叶尖与机匣封严涂层发生较重的非均匀碰摩是导致叶片掉块的主要原因;
(3)故障叶片过早萌生疲劳裂纹并产生掉块与叶片材质和冶金缺陷无关。
在不影响压气机效率情况下,适当地加大转子叶片与机匣的径向间隙,并且严格控制装配质量和机匣封严涂层尺寸,可有效地降低该类故障的发生率。