钢结构对接焊缝数值模拟及参数分析
2022-02-02胡峰强钱辉刘祺
胡峰强,钱辉,刘祺
(1.南昌大学工程建设学院,江西 南昌 330031;2.中国瑞林工程技术股份有限公司,江西 南昌 330031)
钢结构焊接在桥梁等领域有着广泛的运用,但焊接产生的残余应力和变形会影响结构的正常使用。目前,有许多学者开展了关于焊接参数对残余应力影响的研究:余昌莲等[1]基于有限元软件对不同厚度钢板进行了残余应力、残余变形相关分析;王若林等[2]模拟出了钢箱梁的残余应力分布情况;王犇[3]从不同路径对U肋板焊接残余应力进行了数值分析;李祖臣等[4]通过有限元软件建立Q345R钢板焊接模型,成功模拟出不同坡口形状的焊接残余应力场;黄本生等[5]基于SYSWELD软件对Q345异种钢进行数值分析,发现异种钢焊接温度场为不对称分布,其最大残余应力一般位于焊缝的中部位置;金俊[6]利用ANSYS对5种不同坡口角度下的薄板进行数值模拟,得到了在不同坡口角度下焊接残余应力的分布特点;王俊胜等[7]研究了预热温度对Q370R钢板的焊接残余应力影响;马勇[8]研究了正交异性钢桥面板U肋焊接残余应力的分布规律,发现其残余应力分布有极强的局部性。以上研究大多是对单一参数进行分析,而对多参数优化方面的很少。本文建立了Q345钢板对接焊缝有限元模型,并对对接焊缝的坡口形状、X型坡口多层焊的焊接顺序、焊件厚度、焊接速度以及同一道焊的不同施焊方向等数值模拟,并进行参数优化分析。
1 焊接数值模拟
1.1 焊接有限元模型
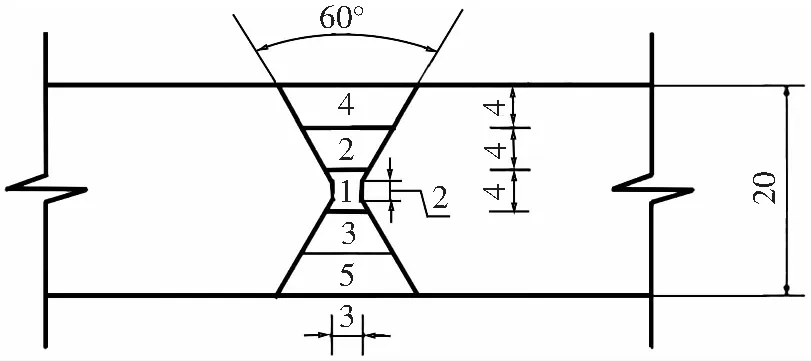
焊接模型为2块长200 mm×宽100 mm×高10 mm的Q345钢板,焊接坡口采用V型带钝边,坡口形式如图1所示,其中数字1,2,3表示焊道顺序。考虑结构的对称性,对1块钢板进行扫掠式网格划分,并分成远离焊缝区、热影响区以及焊缝区域这3块区域,在焊缝和热影响区的长度方向划分2 mm左右的网格,在温度梯度较小的远离焊缝区域的网格大小划分为8 mm,中间采用四面体网格过渡,如图2、图3。
温度场的计算单元选用具有8个节点并且每个节点上只有一个温度自由度的六面体单元,应力场计算单元选用与温度场相对应六面体单元。

图1 试件坡口尺寸示意图Fig.1 Schematic diagram of groove size of test piece

图2 整体模型Fig.2 Overall model
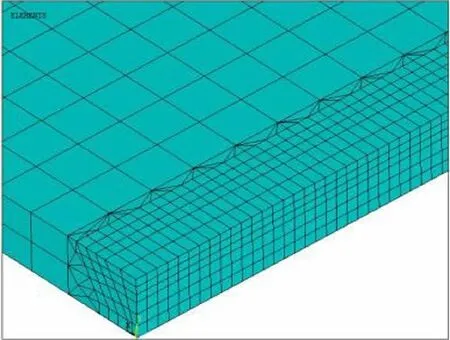
图3 局部详图Fig.3 Partial details
1.2 材料有关参数
Q345钢材焊接过程中钢材温度分布在25~2 400 ℃范围,其对应参数见表1。

表1 不同温度下Q345钢材热物理、力学参数表[9-11]Tab.1 The rmophysical and mechanical parameters of Q345 steel at different temperatures
1.3 焊接热源模型
不同的焊接方法需选用合适的热源模型,常见的热源模型有高斯分布热源、椭球热源和双椭球热源[12]。本研究采用Goldak提出的双椭球热源模型对焊接热输入的分布情况进行数值模拟,前、后半球能量分数分别为f1=0.6,f2=1.4[13-14]。焊接热源的移动使用生死单元法进行模拟。
1.4 边界条件
采用间接法进行热力耦合计算,焊件受力不影响温度场的分析。环境温度及母材初始温度设为室温25 ℃,热流密度梯度无固定值,对流换热系数设为30。焊件的位移边界条件,在远离焊缝区域的一个底角施加沿焊缝方向和厚度方向的固定约束,另外一个底角施加厚度方向固定约束,在对称面节点施加正向对称约束。
2 模拟验证
为了验证双椭球体热源模型加载模拟焊接残余应力的适用性,将有限元模拟得到的数据同周游[15]的实验结果进行验证。
试验中纵向残余应力实测值分别为375,405,22,2 MPa,横向残余应力实测值分别为80,247,112,40 MPa,对比如图4、图5所示。

s/mm图4 横向残余应力对比Fig.4 Comparison of transverse residual stress
从图4、图5中可以看出,有限元和实验数据纵横向残余应力的分布规律大致相同,说明本文使用双椭球体热源模型加载模拟焊接残余应力合理。因此可用此数值模型来讨论不同参数下钢板焊接残余应力的大小及分布。
3 对接焊缝参数分析
3.1 不同坡口形状对残余应力的影响
研究U型坡口、V型坡口、X型坡口3种坡口形状下的焊接残余应力的大小及分布。其各自构造如图6、图7。

s/mm图5 纵向残余应力对比Fig.5 Comparison of longitudinal residual stress

(a) U形坡口
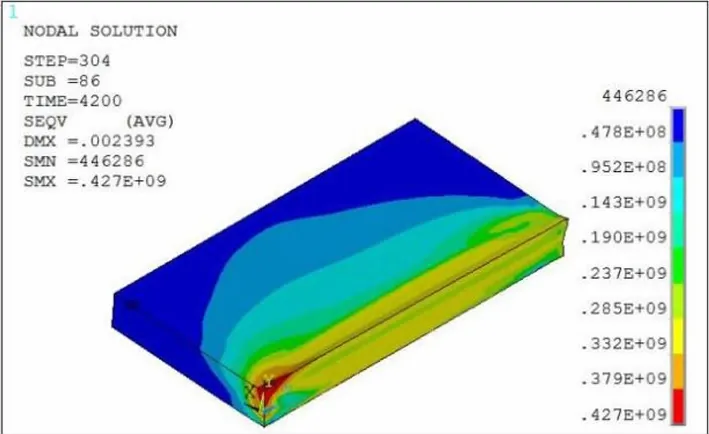
从表2可以看出,X型坡口焊接产生等效残余应力最小为372 MPa,V型坡口焊接产生的等效残余应力为427 MPa,U型坡口焊接产生等效残余应力最大为451 MPa,分别高于屈服强度10.72%,13.07%,23.77%。由此来看使用X型坡口进行焊接可以有效地减少残余应力的产生。
(a) V型坡口
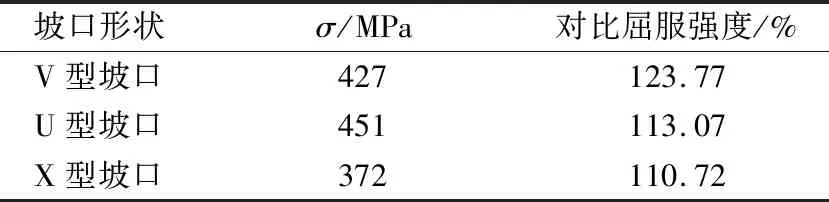
表2 不同坡口形状等效残余应力Tab.2 Equivalent residual stress of different groove shapes
3.2 X型坡口不同焊道顺序对残余应力的影响
以5层焊为例,研究焊接焊道顺序对残余应力的大小的影响,图8为X型坡口5层焊不同焊层顺序示意图。并在焊件表面选取分别为位于焊缝中心处且沿焊缝方向上L1和垂直于焊缝方向上L2进行分析。图9为路径布置图。
(a) 对称焊
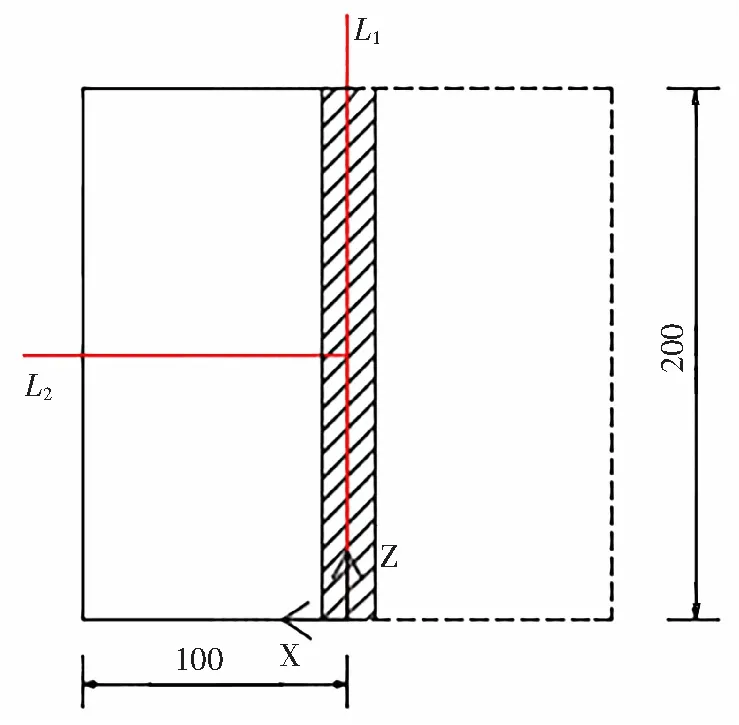
图9 焊件上表面路径线Fig.9 Surface path line of weldment
图10为X型坡口L1路径分析图,s表示沿着焊缝的距离,此路径下横纵残余应力都是以焊缝中心对称分布,在焊缝的两端纵向残余应力几乎不存在,而横向残余应力为压应力。图11为X型坡口L2路径分析图,s表示垂直焊缝的距离,可以看出在离焊缝中心10 mm的位置2种残余应力都达到最大值,但应力值随后急速下降,纵向残余应力在距离焊缝中心20~100 mm处变为压应力,横向残余应力在距离焊缝中心100 mm处残余应力趋近于0。对称焊与非对称焊所产生的残余应力分布大小都相差较小,可见分层焊不同焊道顺序对残余应力的大小影响不是很大。

s/m(a) 纵向残余应力

s/m(a) 纵向残余应力
3.3 基于不同板厚对残余应力的影响
研究板厚分别为10,14,18 mm的钢板在焊缝中线处沿焊缝方向的L1、垂直于焊缝方向L22种路径下焊接残余应力分布情况。
图12对比了不同板厚在路径L1上横纵残余应力的大小,可以看出板越厚,焊接产生的纵、横向残余应力越少。可以看到当板厚增加到18 mm时,横向残余应力由拉应力变成压应力。图12(b)中14 mm板厚与18 mm板厚产生的纵向残余应力大致一样,说明当板厚达到一定大时,对减少焊接残余应力的产生影响不大。图13对比了不同板厚在路径L2上横、纵残余应力的大小。可知增加板的厚度会使近焊缝区域的残余应力减少,在离焊缝中心线10 mm左右处纵向残余应力最大。图13(b)中垂直于焊缝方向从焊缝中心区域到焊件端部横向残余应力表现为先上升到拉应力峰值后下降到接近于0,且板越厚产生的横向残余应力越少。

s/m(a) 横向残余应力

s/m(a) 纵向残余应力
3.4 基于不同焊接速度对残余应力的影响
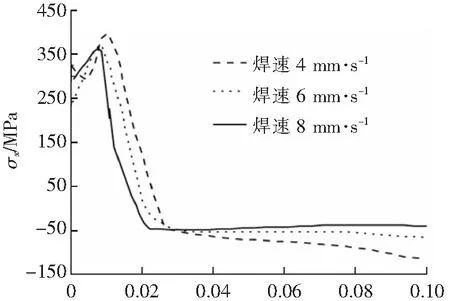
为探究焊速对焊件残余应力的影响,分别选取4,6,8 mm·s-1的焊接速度对Q345钢板进行焊接模拟,路径选取沿焊缝方向的路径L1和垂直于焊缝方向的路径L2,得到其残余应力如图14所示。

s/m(a) 纵向残余应力
可看出,当焊接速度为4 mm·s-1时产生的横向、纵向残余应力都是最大的,焊速增加到6,8 mm·s-1时,焊接残余应力都有所减少,但焊接横向残余应力减少的幅度有所降低,分析原因可能是速度加快热输入量减少,残余应力随之有所降低。图15(a)中焊接速度的增加使得纵向残余应力的峰值离焊缝中心更近。由此可以说明:焊接速度的增加会使得焊缝区域影响范围变窄。从图15(b)看出,横向残余应力的峰值位置受焊接速度的影响不大,但离焊缝中心越远残余应力越小,且横向残余应力会随着焊速的增加而减少。综上,为减少焊接所产生残余应力,可以适当地增加焊接时的速度。
s/m(a) 纵向残余应力
3.5 基于不同坡口角度对残余应力的影响
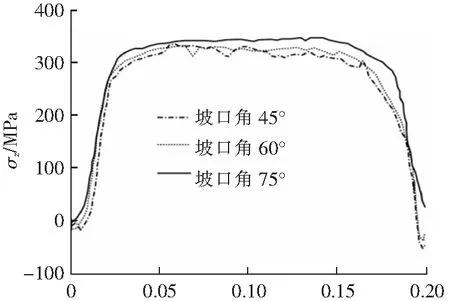
在坡口角度分别为45°、60°、75°的条件下进行模拟,路径选取为焊件上表面焊缝中心处沿焊缝方向上,图16为3种坡口角度的横、纵残余应力对比图。
由图16可以得出:对于不同的坡口角度而言,焊接纵向残余应力大体上均随着坡口角度的增大而呈现增大的趋势。且随坡口角度的增加,其残余应力的增加幅度变大。这是因为坡口角度越大,所需要的焊缝区域的填充材料就越多,材料越多熔化产生的热量就越大,导致残余应力也相应加大。横向残余应力受坡口角度的变化的影响较小。因此在焊接时应尽量选择较小坡口角度进行焊接。
s/m(a) 纵向残余应力
3.6 基于不同焊接方向对残余应力的影响
模拟分中对称焊、分中段退焊法2种方法下的对接焊,焊缝长度为200 mm,焊件厚度为6 mm,如图17所示。

(a) 分中对称焊法
图18为2种焊接方向残余应力对比图,由图可以看到两者残余应力峰值主要分布在焊缝起终点以及中部区域,这是因为两者皆是无论从两端向中间焊或是中间向两端焊,其焊缝两端和中部区域皆是起终点,而起终点的残余应力较高。分中段退焊的纵、横向残余应力峰值比分中对称焊的纵、横向残余应力峰值小,但残余应力分布情况大体相同。因此可知,分中段退焊相比于分中对称焊更有利于减少残余应力的产生。

s/m(a) 纵向残余应力
4 结论
本文基于ANSYS有限元软件,建立了对接焊缝有限元模型,分析了对接焊缝在坡口形状、X型坡口多层焊的焊接顺序、焊接厚度、焊件速度、焊接坡口角度以及焊枪的施焊方向等焊接参数影响下残余应力的变化情况。得到以下结论:
(1) 此焊接有限元模型是可靠的,可以用于钢结构焊接温度场应力场模拟,进行焊接的参数优化分析。
(2) 采用焊缝类型为X型坡口、焊接方向为分中段退焊,并且在一定范围内增加板的厚度、焊接的速度以及减小焊接坡口角度都能够有效减少焊接残余应力的产生。
