焊接工艺对S32205双相不锈钢组织和性能的影响
2022-10-26杨延丽李进章段世新李利霞胡寒婷
杨延丽,李进章,段世新,李利霞,魏 琪,胡寒婷
(中信重工机械股份有限公司,河南 洛阳 471003)
S32205是一种典型的含氮铁素体-奥氏体双相不锈钢[1]。作为第二代双相不锈钢的典型代表兼有铁素体不锈钢的强度和奥氏体不锈钢的良好韧塑性[2-3],广泛应用于石油化工、造纸机械和海水处理等工业领域[4]。在焊接构件的生产中,构件的承载能力是人们普遍关注的问题,其中坡口形式是影响焊接性能的重要工艺参数之一[5]。在工程应用中多以V形坡口和K形坡口最为常见[6],近年来对SUS304、Q235和Q345等坡口形式的研究较多,但坡口形式对S32205双相不锈钢的研究较少。本文以S32205双相不锈钢为研究对象,对X形和K形坡口试样在不同焊接工艺下的机械性能和微观组织进行检测和观察,以期为改善S32205双相不锈钢焊接工艺提供技术依据。
1 试验材料及制备
试样钢为固溶态S32205双相不锈钢,化学成分满足标准ASTM A240/A240 M-05要求;焊材型号为ER2209,化学成分满足标准AWS A5.9要求,具体化学成分检测结果见表1。对接焊的坡口形式按标准GB/T 985.1—2008进行加工,试样规格为2150 mm×6750 mm×40 mm。焊剂Sandvik15 W,电极直流反接(DCEP),采用埋弧焊、气保焊和手工电弧焊进行焊接,焊接工艺条件和坡口形式见表2。金相试样经王水(HNO3:HCl=1:3)腐蚀后,采用光学显微镜观察金相组织。

表1 母材S32205和焊材ER2209的化学成分(质量分数,%)
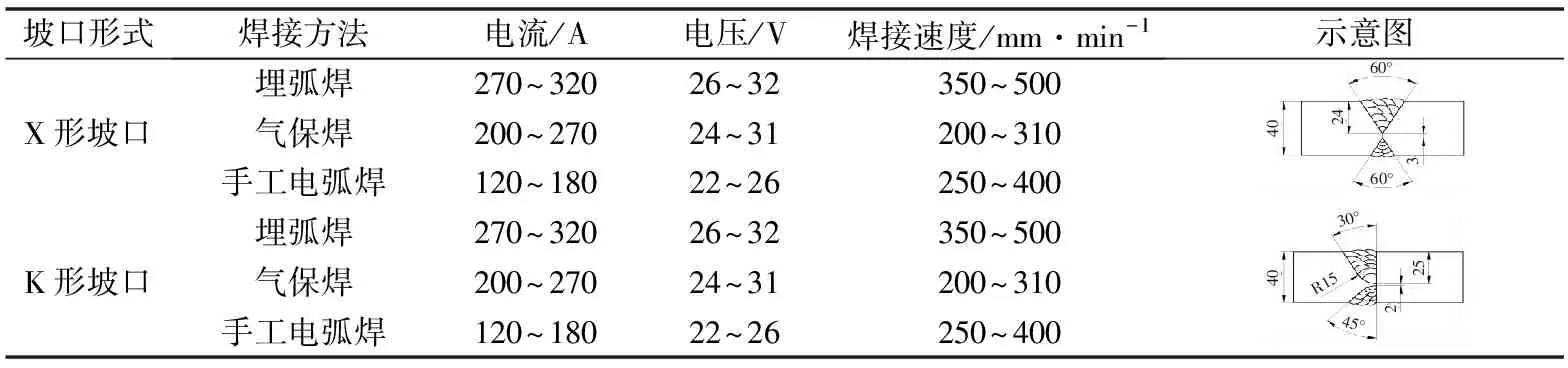
表2 焊接工艺条件
2 试验结果与分析
2.1 硬度分析
按照标准ANSI/AWS B4.0M—2007进行布氏硬度测试,焊接前母材硬度为241 HBW,测试点位置和测试结果如图1所示。结果表明:X形坡口和K形坡口试样在三种焊接方法下的焊缝区和热影响区硬度均大于母材;X形坡口试样埋弧焊后不同区域的硬度略低于气保焊和电弧焊;除X形坡口试样的G位置以外,母材区硬度基本保持不变;X形坡口试样不同区域的硬度波动较大,K形坡口试样不同区域的硬度比较均匀。

(a)X形坡口;(b)K形坡口
2.2 冲击韧性分析
对X形和K形坡口试样的焊缝区、热影响区分别进行冲击试验,实验温度20 ℃,试验结果见表3。由表3可知,坡口形式和焊接方法对热影响区冲击功的影响不明显,冲击功在180 J左右;坡口形式对焊缝区冲击功的影响也不明显,埋弧焊、手工电弧焊和气保焊接试样的冲击功分别约为80、45和29 J。在室温条件下,试样冲击韧性大小依次为埋弧焊、手工电弧焊、气保焊。

表3 冲击试验结果
2.3 机械性能分析
试样焊缝区的低倍组织观察未见气孔、未熔合、夹渣、裂纹等缺陷,热影响区无晶间腐蚀裂纹,如图2所示。母材抗拉强度为753 MPa,屈服强度为505 MPa,伸长率为39%,两种坡口试样的断裂位置均在母材处。按照标准AWS D1.6—2017在20 ℃条件下进行拉伸测试,本次拉伸试验的合格指标为:抗拉强度≥623 MPa,屈服强度≥450 MPa,伸长率≥25%,延伸率≥25%。表4为不同焊接试样的机械性能检测结果。由表4可知,采用埋弧焊时,K形坡口试样的机械性能略高于X形坡口,两种坡口形式均满足工艺评定要求;采用气保焊时,K形坡口试样的伸长率<25%;采用手工电弧焊时,两种坡口形式的试样的性能均符合要求。
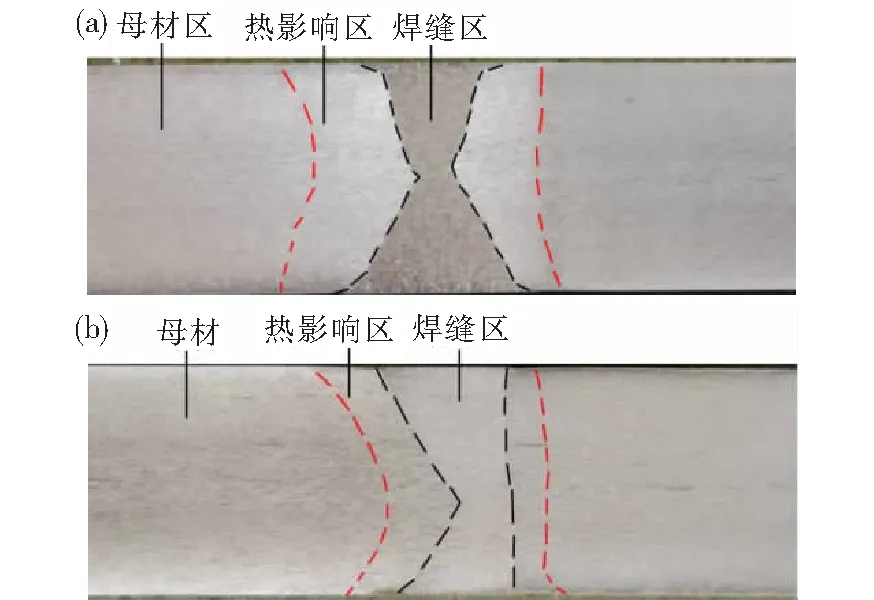
(a)X形坡口;(b)K形坡口

表4 不同焊接试样的机械性能
2.4 金相组织观察
对不同试样的焊缝区进行金相组织观察,白色为奥氏体组织,黑色为铁素体组织,如图3所示。由图3可知,母材组织沿轧制方向分布,奥氏体呈长条状分布在铁素体基体中。采用埋弧焊时,X形和K形坡口试样的焊缝区均有明显的熔合区,奥氏体和铁素体均占50%,X形坡口试样中的奥氏体组织以块状和链条状分布在铁素体基体中,K形坡口试样中得奥氏体组织主要以针状和链条状分布在铁素体基体中,组织细密均匀分布,见图3(a)和图3(d)。采用气保焊时,X形坡口试样的奥氏体含量为60%,奥氏体形貌为呈聚集性块状和少量链条状分布在铁素体基体中,见图3(b);K形坡口试样的奥氏体含量为55%,奥氏体形貌主要以针状为主,见图3(e)。采用手工电弧焊时,X形坡口试样的奥氏体含量为55%,奥氏体形貌主要以细长的链条状为主,较K形坡口试样组织要细小,见图3(c);K形坡口试样的奥氏体含量为50%,奥氏体主要以块状和粗大链条状为主,见图3(f)。由此可见,K形坡口试样埋弧焊和 X形坡口试样手工电弧焊后的组织最优,X形坡口试样气保焊后的组织最差。
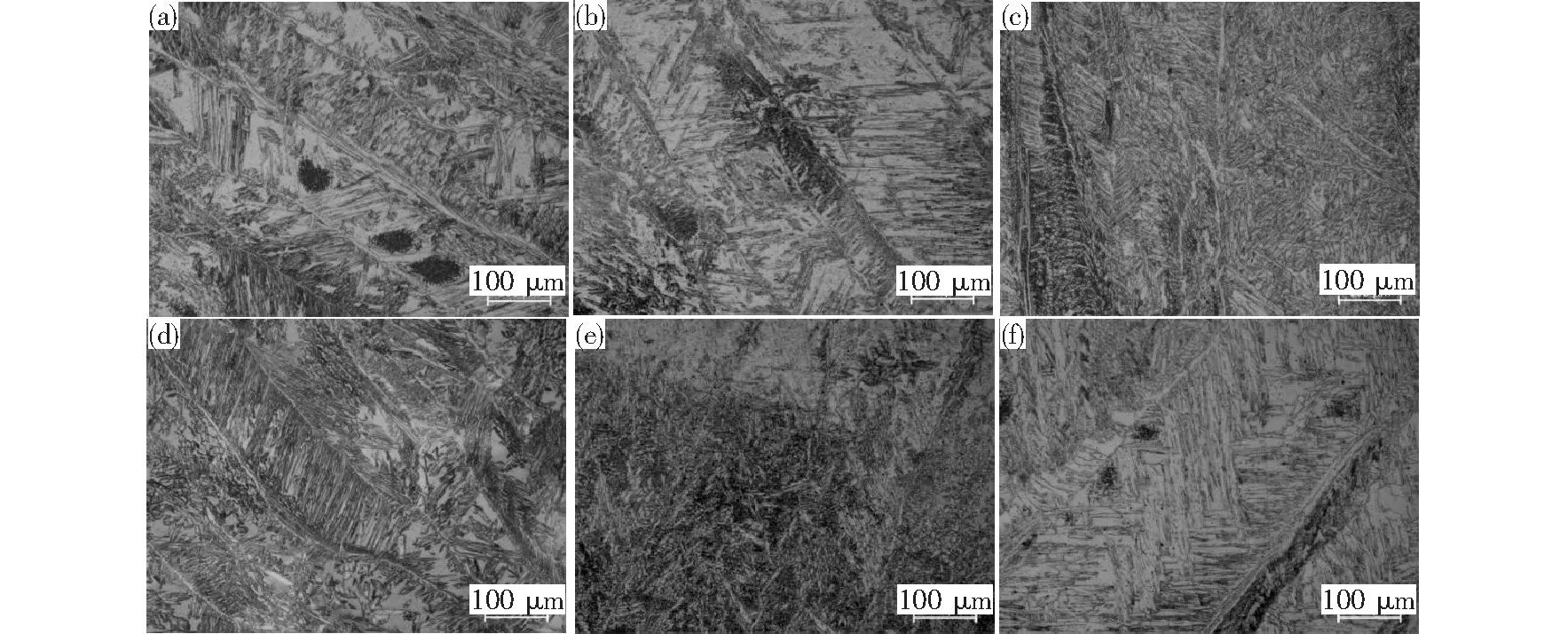
(a)X形坡口,埋弧焊;(b)X形坡口,气保焊;(c)X形坡口,手工电弧焊;(d)K形坡口,埋弧焊;(e)K形坡口,气保焊;(f)K形坡口,手工电弧焊
3 结论
1)对于X形坡口试样,埋弧焊后不同区域的硬度略低于气保焊和手工电弧焊;除X形坡口试样的G区以外,母材区硬度基本保持不变;X形坡口试样不同区域的硬度波动较大,K形坡口试样不同区域的硬度比较均匀;
2)在室温条件下,试样冲击韧性大小依次为埋弧焊、手工电弧焊、气保焊;K形坡口试样采用手工电弧焊后伸长率和延伸率较好,抗拉强度和屈服强度均符合要求;
3)K形坡口试样采用埋弧焊和 X形坡口试样采用手工电弧焊后组织最优,X形坡口采用气保焊后组织最差。
