三线插针护套注射模设计
2022-01-25年宝鹏马卫忠王伍省
年宝鹏,马卫忠,王伍省
(天海汽车电子集团股份有限公司(天海集团),河南鹤壁 458030)
1 塑件分析
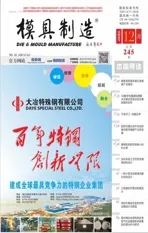
图1所示塑件是某车型辅助驾驶系统连接器项目中三线插针护套,塑件材料PA66-GF33,收缩率0.5%。此塑件中有3个L型插针需要在注塑过程中放入模具作为嵌件成型,塑件分型面选在I处所在平面,塑件的外形需要D、E、F 3个方向侧抽成型。初步确定此塑件模具1模2腔。
2 模具结构设计
2.1 浇口位置的选择
根据图1所示塑件,由于有3个方向需要侧抽成型,从结构方面优先考虑浇口设置在不需要侧抽的一侧,方便一模两腔的型腔布局。通过应用MoldFlow进行模流分析(见图2),对设定的浇口位置进行验证分析,从流动方面观察没有发现明显的不足,所以暂定此浇口位置合理可用。
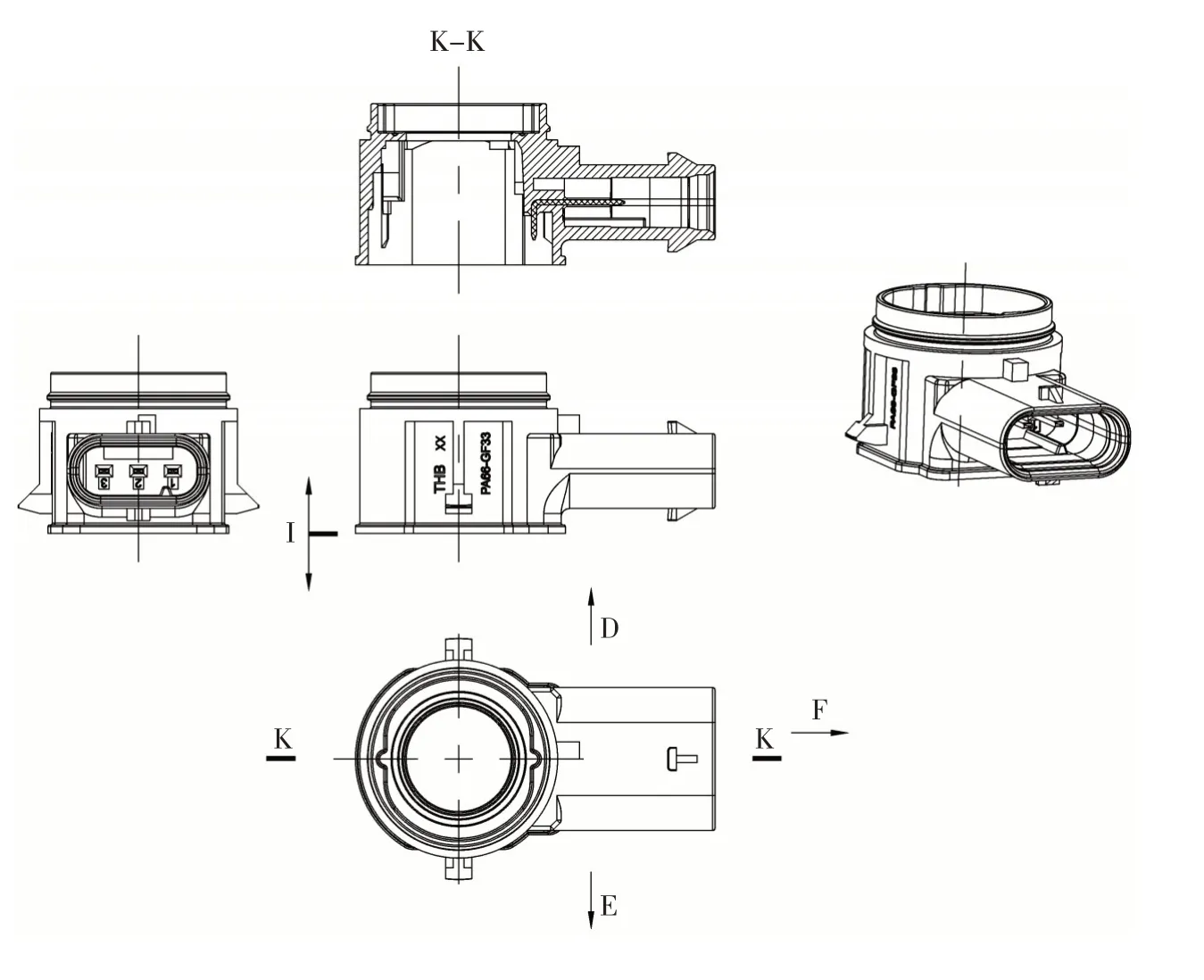
图1 三线插针护套

图2 充填分析
分析确定设置浇口的位置位于圆柱面上,根据经验,潜伏式浇口当设定在圆弧面上时,脱模后浇口有残余留在塑件上,影响塑件美观和性能。通过和塑件工程师与客户的沟通,在设置浇口的位置,在不影响塑件性能的前提下在增加一个直面平台,如图3所示。优化后的浇口结构如图4所示。
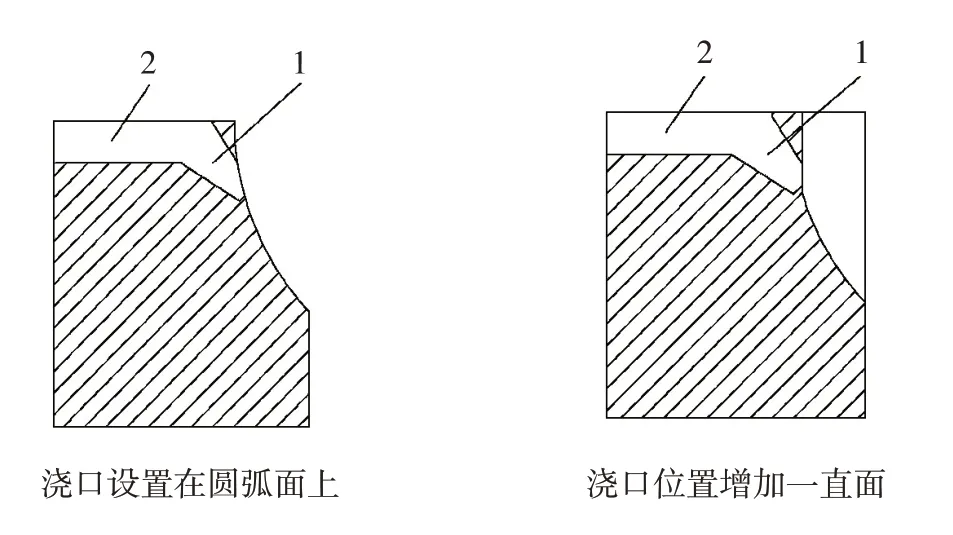
图3 浇口位置塑件优化1.潜伏式浇口 2.分流道
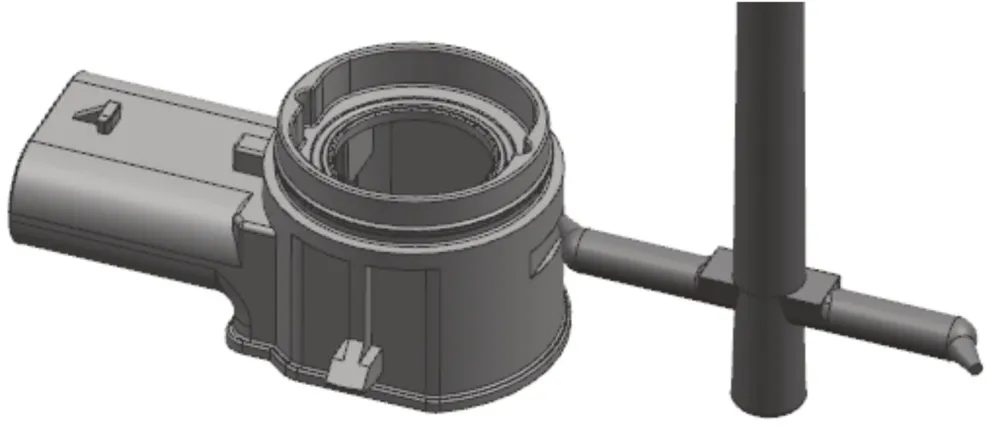
图4 优化后的浇口结构
2.2 模具结构
模架采用二板模模架,侧抽使用弯销结构。两腔结构,模具4个方向都有侧抽,天侧滑块安装限位螺钉12,保证生产过程中,模具开模后天侧滑块位置不变。模具装配图如图5所示。
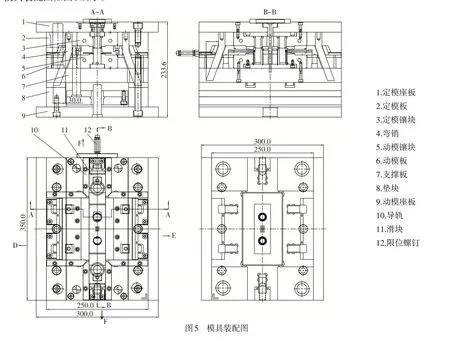
图5 模具装配图
2.3 侧抽结构
F方向的侧抽结构如图6、图7所示,成型塑件内孔的侧抽型芯5脱模斜度单边0.1°。
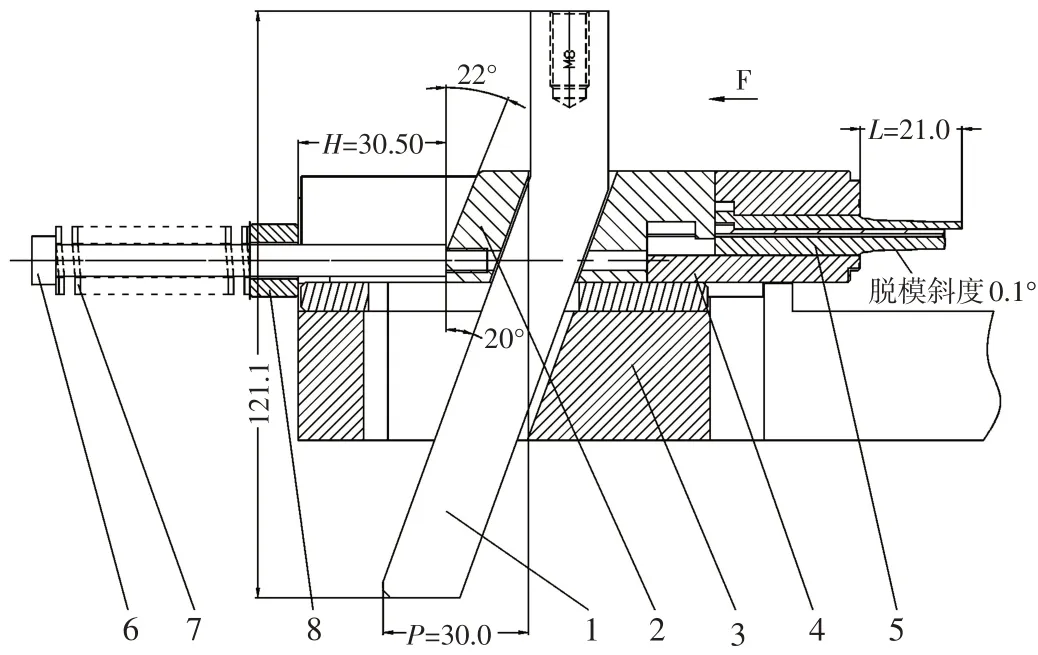
图6 F方向的天侧侧抽结构1.弯销 2.滑块 3.动模板 4.侧镶块5.侧抽型芯 6.定距螺栓 7.弹簧 8.挡块
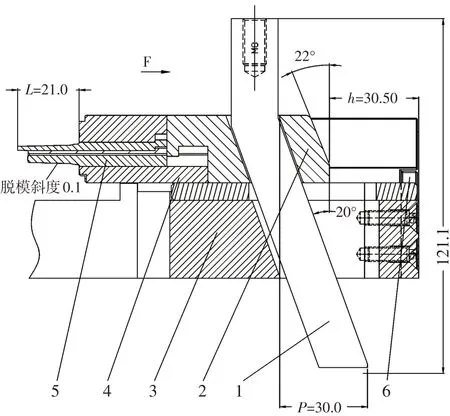
图7 F方向的地侧侧抽结构1.弯销 2.滑块 3.动模板 4.侧镶块 5.侧抽型芯 6.挡块
侧抽距离P=成型长度L+安全距离Q
其中:成型长度L=21.0mm,由于生产中考虑到需用人工或者机械手安装插针,安全距离Q取9.0mm。弯销侧抽距离P=30.0mm。侧抽的定位在天侧采用定位螺栓定位,地侧采用挡块定位。
定位距离H=侧抽距离P+弯销与滑块单边间隙(0.5)=30.5mm
图1中所示,该塑件有3个方向需要侧抽,其中D、E方向侧抽外形,F方向侧抽内孔,从图1中可以看出F方向的侧抽塑件对模具侧抽型芯的包裹力比较大,塑件开模后如果3个方向同时侧抽,没有了D、E方向侧抽对塑件的包裹,F方向的侧抽可能会拉坏塑件,导致塑件变形。所以D、E方向延时侧抽有利于塑件的脱模。
D、E方向侧抽延时通过弯销实现。由于F方向侧抽型芯成型部位有脱模斜度,所以当F方向侧抽型芯脱离塑件2~3mm,塑件对型芯的包裹里就会减小,如图8所示,D、E方向侧抽延时G=2.35mm。D、E方向侧抽距离P0:
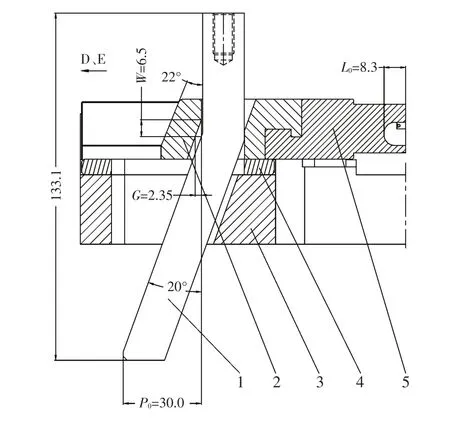
图8 D和E方向侧抽结构1.弯销 2.滑块 3.动模板 4.耐磨板 5.侧镶块
侧抽距离P0=成型长度L0+安全距离Q0
其中成型长度L0=8.3mm,为方便安装插针,安全距离Q0>20mm,取Q0=21.7mm,侧抽距离P0=30mm。
2.4 插针安装位置模具结构
L型插针短边装入动模型芯,合模后长边插入侧抽型芯。插针在安装中,短边仅有2.79mm固定在动模中,长边悬空10.85mm,插针镶件装入动模后,定位不可靠,存在长边下垂的风险,插针在合模穿进侧抽型芯时可能会出问题,所以在模具上M处增加一个支撑凸台(见图9),增加插针镶件在模具中的定位。
插针在冲模成形后,插针棱边都是直角,所以模具中安装插针的型芯劈开为宜,劈开后可以避免慢丝圆角,槽可以由平面磨床磨出,清角R0.03mm。如图9所示,安装插针孔由动模型芯3和动模型芯4组合而成,侧抽型芯也是一样。

图9 插针位置模具结构1.动模镶块 2.动模型芯 3.动模型芯 4.动模型芯 5.插针
2.5 模具排气
在注射成型中,注射时熔融的塑胶急速地填充型腔,驱赶空气,如果空气不能有效地排出,瘀积于流动的末端,则会导致产生包风、烧焦等缺陷。常见的排气种类有:分型面排气,镶件排气,顶出结构排气,排气阀排气等。模具的排气需要注意两点:
(1)设置合理的排气槽深度,在保证满足排气功能的前提下,尽可能不出飞边或者因排气槽导致的飞边要在品质允许范围之内。
开设一级排气槽时务必要考虑装配间隙,因装配间隙等影响的位置可以先开设二级排气,由装配间隙充当一级排气,试模后根据塑件生产情况再确定是否有必要开设一级排气。
(2)排气槽排出的气体需要通过开设排气道排到大气中,这样的排气槽才能有效的排气。
根据模具设计之初MoldFlow流动分析的排气结果(见图10),在模具必要位置设计排气槽。图11中列举了侧抽镶块的排气和侧抽型芯的排气。
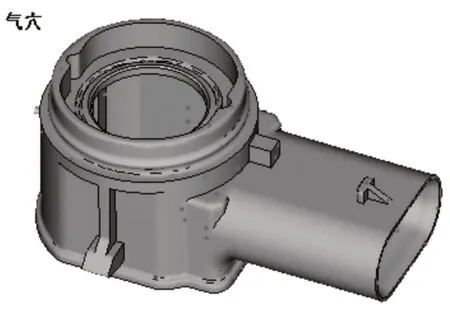
图10 MoldFlow流动分析的排气结果
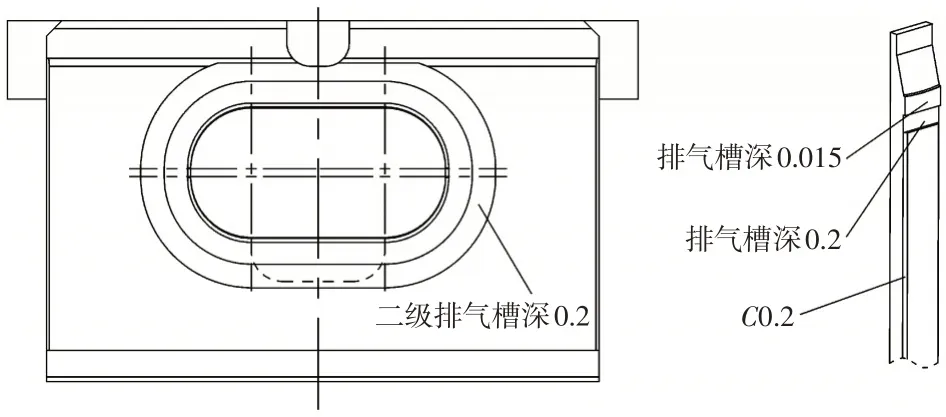
图11 侧抽镶块和侧抽型芯的排气
3 试模生产
根据以上设计思路,模具设计完成后由加工车间进行各零部件的加工,装配完成后上车试模生产,为了方便安装插针镶件,模具安装在立式注塑机生产,生产过程顺利,生产样件如图12所示。

图12 生产样件
4 结束语
本文通过三线插针护套汽车连接器塑件的模具设计实例,详细阐述了模具设计中,潜伏式浇口在塑件圆柱面上时的改进建议,弯销侧抽结构中的注意事项,排气设计注意事项等内容,通过成功试模验证,以上经验有许多可取之处,可供各位同行参考。