微纳系统微区感应加热技术的研究进展
2022-01-24吴德志海振银王凌云赵立波
吴德志 陈 卓 海振银 陈 亮 叶 坤 王凌云 赵立波
1.厦门大学机电工程系,厦门,3610052.航空工业自控所惯性技术航空科技重点实验室,西安,710065 3.西安交通大学机械工程学院,西安,710049
0 引言
微机电系统(MEMS)具有微型化、集成化的特征,是现代高端智能传感的核心器件[1-3]。微流控芯片利用微通道网络将不同功能模块相互连接,通过微流体的驱动与控制,实现环境监测、医学诊断、药物合成与筛选、细胞分析[4-7]。MEMS和微流控芯片作为典型的微纳系统,其制造和应用涉及的封装键合与热驱动对加热技术的清洁性、经济性和可靠性等要求日益提高。传统的电阻丝、高温炉等全局加热装备的加热范围难以控制,不适合内部含有大量对温度敏感结构的微纳系统,因此亟需选择一种适宜的加热技术来消除高温对器件性能的影响,保证器件不被损坏。
电磁感应加热是一种利用感应涡流克服导体内部电阻产生焦耳热的加热技术,自19世纪末以来,主要用于冶金、热处理、密封、电子等传统工业领域[8-10]。随着电力电子技术[11-12]、控制算法[13-14]、磁性元件设计[15]的发展,高频、射频感应加热设备的成本降低且逐渐商业化。
作为电磁感应加热的延伸,微区感应加热(micro-area induction heating, MIH)具有局部加热的特性,已在微纳系统领域广泛应用。这种加热方式温度可控、热效率高,不仅能实现微小区域的快速升温和冷却,避免对非目标位置的热损伤,减小全局热应力,还大幅度降低对加热环境的要求,促进微纳系统向小型化、集成化方向发展。本文简要介绍微区电磁感应加热的基本原理,重点阐述其在微纳系统的研究进展,提出待解决的关键问题,最后总结微区感应加热在微纳系统中的应用优势并展望发展趋势。
1 微区感应加热的基本原理
如图1所示,典型MIH系统主要包括加热电源、线圈和加热样品,其中,加热电源为系统提供高频交流电场,线圈将电源输出的能量耦合到加热样品预设的微小区域上。由电磁感应理论[16]可知,当感应线圈通入频率为f的交变电流I后,线圈内部会产生交变磁场,被加热的导电样品受交变磁通量Φ(随感应线圈中的交变电流I和样品材料的磁导率μr增大而增大)作用产生感应电动势E:
E=-NdΦ/dt
(1)
式中,N为线圈匝数。
进而产生感应电流If。

图1 微区感应加热系统Fig.1 MIH system
感应电流If在导电样品内形成回路,通过焦耳效应产生热流热量Q。If大小取决于感应电动势E和涡流回路的阻抗z,满足
If=Ef/z
(2)
其中,Ef为感应电动势的有效值。由式(2)可知,被感应加热导体的阻抗较小时,可在样品表面诱导产生明显的涡电流,且升温快。
导体中有交流电或交变电磁场时,导体内部的电流分布不均匀,电流主要集中在导体表面薄层的现象称为趋肤效应[17]。受趋肤效应的影响,导体中某点的电流密度J随该点与导体表面的距离x呈指数减小,满足
J(x)=J0exp(-x/δ)
(3)
其中,J0为导体表面的电流密度;δ为趋肤深度,即电流密度为0.37J0的点到物体表面的距离。在趋肤深度区域内,86%的电能转化为热量。趋肤深度δ与电源频率f的关系为[18]
(4)
式中,μ0为真空磁导率;ρ为材料电阻率。
可见,趋肤深度取决于加热样品的材料参数和系统参数,通过选择具有不同电阻率和磁导率的材料以及电源频率,可调控加热样品的温升特性。对于相同电磁环境中具有不同磁导率的物体,图2a展示了微区感应加热的区域选择特性,磁导率较大的加热区可在短时间被加热,磁导率较小的非加热区升温很慢或几乎不被加热。对于单个加热样品,利用趋肤深度与电源频率的可调控关系(图2b),在给定期望加热深度后,由式(4)计算得到基准频率f0。电源频率大于基准频率时,实际加热深度小于期望深度;电源频率小于基准频率时,实际加热深度大于期望深度。微区感应加热电源频率常为中频(50 Hz~10 kHz)、高频(10~500 kHz)和射频(500 kHz以上),加热尺度可聚焦在微米/纳米级。

(a)微区感应加热选择性加热
2 微区感应加热的研究进展
如表1[18-31]所示,MIH在微纳系统中应用广泛且优势明显,按照主要研究场景可分为在MEMS、微流控系统、微纳材料以及电子器件中的应用。

表1 MIH在微纳系统中的应用及特点
2.1 MEMS系统的微区感应加热应用研究
可靠的封装键合是保证MEMS器件高性能的重要环节,其成本一般约占器件总成本的75%[32]。常见的MEMS键合主要采用全局高温加热方式,包括熔融键合[33]、阳极键合[34]、共晶键合[35]等,但它们都存在一定的缺陷,如硅-硅熔融键合温度超过1000 ℃,会直接破坏器件;阳极键合需要置于高压电场下,极易发生离子污染;硅-金共晶键合对温度和时间的控制要求较高。一些低温键合方法如等离子体活化键合[36]可实现晶圆的室温直接键合,但在键合面易形成空洞,键合强度低,密封性差。微区加热可将温升范围限制在目标区域内,从而实现MEMS器件选区加热键合[37]。与微波加热[38]、激光加热[39]相比,MIH兼具响应快、温度可控和键合强度高等优点,是最具潜力的一种MEMS标准化封装方法。
2.1.1器件级键合
MEMS器件级的感应加热键合已有深入研究。SOSNOWCHIK等[40]利用MIH键合谐振式应变传感器,采用该方法键合的器件灵敏度较利用环氧树脂粘接的传感器提高5.4倍。CHEN等[41]提出MIH低温硅-玻璃阳极键合工艺,在350 ℃、600 V条件下获得的键合界面拉伸强度达10.42 MPa。陈明祥[19]、LIU等[42]采用高频MIH系统对陀螺仪陶瓷壳体进行封装,键合过程中可伐盖板边缘温度达320 ℃,但陶瓷管壳底部温度仅有130 ℃,可有效防止底部芯片被高温破坏,加热4.5 s后,键合完成,器件的平均键合强度达13.96 MPa,未出现气孔和裂纹,气密性良好。
MIH还能减小全局加热封装对非键合区域的热损伤,提高器件性能。SOSNOWCHIK等[43]利用MIH在3~5 s内将附有低温共晶焊料的硅片键合在弹簧钢表面,键合过程中的最高加热温度为230 ℃,键合完成后,钢材表面热损伤极小。PENG等[44]针对全局加热封装后的深紫外发光二极管(DUV-LED)热损伤和热应力明显、器件的伏安特性显著改变的问题,利用MIH封装DUV-LED玻璃帽和陶瓷壳体,如图3a所示。由图3b可以看出,相比于全局加热,利用感应加热键合的器件性能几乎不受加热影响,伏安特性与封装前一致,线性度良好。
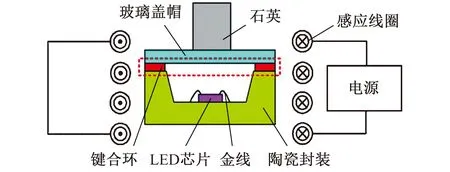
(a)DUV-LED封装系统
2.1.2晶圆级键合
晶圆级键合可避免单个器件划片、分片带来的污染和损坏问题,键合的成品率和可靠性高。THOMPSON等[45]在5 min内完成4对晶圆的直接键合,首次展示了MIH用于晶圆级键合的潜力。随后,YANG等[20]采用MIH实现4英寸晶圆的硅-硅键合。实验表明,电源频率100 kHz、电流25 A时,焊料可在1 min内回流,器件的键合强度高于18 MPa,温度敏感器件在键合过程中的最高温度仅为110 ℃。LIU等[46-49]从感应加热系统设计、有限元建模、PCB键合试验等方面系统研究感应加热MEMS晶圆的键合,发现电源频率13.56 MHz、功率700 W下的玻璃圆片键合只需20 s。HOFMANN等[18]利用感应加热Cu-Sn合金焊料完成了6英寸硅-玻璃晶圆级键合,如图4所示,金属框架升温冷却时间少于 6 s,键合过程在120 s内完成,基板界面仅受轻微热应力,比传统Cu-Sn键合时间缩短了约60%~90%,硅-玻璃晶圆级键合率大于93%。

(a)硅-玻璃晶圆级键合加热系统
2.2 微流控系统的微区感应加热应用研究
集成和密封是微流控系统制备的关键,MIH不仅能避免传统热压封装聚合物基微流控芯片时造成的管道热变形,还可实现大面积微流控芯片元件和多层微流体结构的封装[21,50]。此外,微泵、微阀、细胞芯片等大多采用加热进行系统驱动和控制,而传统的电阻丝加热需要复杂的电气引线,存在器件体积大、制作困难的问题,阻碍了系统的微型化和集成化。MIH具有无线化的特点,能显著减小器件尺寸,仅改变微线圈/加热板的结构就使能量集中于需要较高功率密度的地方,升温快,能量效率及经济效益高。
2.2.1微流道热气体驱动
目前,基于MIH的微流道热气体驱动主要有两种形式:热气泡驱动和加热化学反应气体驱动。热气泡驱动起源于气泡喷墨打印,通过加热微流道液体、蒸发溶液产生微型气泡,利用热气泡冲击来实现驱动。HOU等[22]利用MIH进行热气泡驱动,当通入1.0 A的高频电流时,微腔内部只需0.3 s即可产生热气泡,系统响应迅速。该课题组还基于该加热方式做了一系列工作:开发了图5a所示的微喷头,当施加0.60~0.65 A、100 kHz的交流电时,该微喷头可喷出总体积18.84~49.87 nL的连续液滴[51];以平板电磁线圈为加热器,研制出的微泵最大流量为102.25 μL/min[52],如图5b所示;设计出的微助推器最大推力为970 μN[53],如图5c所示。

(a)热气泡微喷头[51]
与高温加热、使液体气化生成热气泡不同,加热诱导腔内化学反应、生成气体可减少系统对微流道推进剂和液体环境的依赖。JO等[23]提出一种基于高频感应加热的无线驱动给药系统。如图5d所示,该系统腔内集成直径5~6 mm、厚度100 μm的半圆形铜盘加热元件,在160 μT磁感应强度下,利用感应加热偶氮二异丁腈(AIBN)生成的氮气进行压力驱动来释放药物,药物的释放流量可达6 μL/s。
2.2.2微阀流量控制
用于流量调节的微阀是微流控系统的重要组成部分。BAEK等[24]基于MIH设计出一种无线多微阀系统,通过顺序开阀控制微流体的流量。该系统以铜/镍为加热材料,将石蜡制作的流动塞集成在微流体通道中,利用不同厚度金属元件热响应的差异,实现短间隙和长间隙的微阀开启控制。实验结果显示,分别使用两套加热元件(100 μm厚铜盘和50 μm厚镍盘, 200 μm厚铜盘和100 μm厚镍盘),在电源频率312 kHz、磁场强度80~168 μT下实现了短间隔(1~5 s)和长间隔(15~23 s)的阀门开启动作。这种利用无线感应加热的多微阀系统不仅具有制造工艺简单的特点,还可以方便地集成到片上实验室,实现可编程流量控制,缺点是只能实现开操作,无法重复连续开关动作。为解决这一问题,LIU等[25,54]设计出一种可重复开关的MIH多微阀系统。该系统采用一层较薄的柔性薄膜将填充有石蜡复合材料的驱动腔与流体通道分离,石蜡加热熔融后体积膨胀,关闭微通道;激励线圈电源关闭后石蜡受柔性薄膜弹性力的挤压然后冷却收缩成固态,膜片恢复到原来的状态,从而打开微通道,实现重复开关和顺序控制。该实验结果显示,该微腔可在8~10 s内关闭,且阀门关闭后可承受高达40 kPa的进口压力而不泄漏。
2.2.3微流控芯片无线感应加热
细胞生物学研究中,细胞裂解是物质提取和分析的第一道工序,其质量影响后续的细胞分析[55]。传统的机械裂解法、化学裂解法、欧姆加热法等局限大、操作困难。BAEK等[26]研制的微区感应加热微流控芯片有3个用于细胞样品裂解的微腔,可从大肠杆菌中提取DNA和RNA。芯片微腔内埋有厚度0.1 mm的镍加热元件,热元件表面厚度20 μm的聚二甲基硅氧烷保护层可避免热元件与细胞直接接触。实验中,感应线圈置于加热元件正下方,磁场强度为0.1 mT时,加热8 s后,细胞全部失活。该加热方式用于微流控芯片细胞裂解不仅具有裂解快、易于制造的特点,而且与超声细胞裂解的结果基本一致。便携式核酸热循环芯片在临床诊断领域具有重要的应用价值[56]。PAL等[57]设计出一种基于MIH的微芯片热循环器,通过优化加热器尺寸和电源频率,加热、冷却的速率分别达到6.5 ℃/s和4.2 ℃/s,加热的温度误差可控制在±0.2 ℃以内。此外,MIH非接触式加热的特征克服了传统加热器需要精确定位的缺陷。
2.3 微纳材料的微区感应加热应用研究
2.3.1微纳材料生长
微区感应加热结合物理气相沉积(PVD)、化学气相沉积(CVD)等工艺可实现材料的快速生长。2006年,CHEN等[58]在感应加热炉中用物理蒸汽输运法(PVT)生长碳化硅块状晶体,随后YOSHIKAWA等[59]利用感应加热法加热溶液生长SiC(生长速率达90~260 μm/h)。SOSNOWCHIK等[60]将薄层钛蒸发到悬浮的MEMS结构上,利用MIH系统在MEMS表面生长形状独特的单晶纳米结构,以用作纳米开关、纳米杠杆和纳米探针等。此外,MIH还可在10 s内快速制备呈现二维结构、比表面积大的CuO纳米薄片[27]。
碳纳米管(CNTs)等纳米材料具有优异的力学、导电和传热性能而备受青睐。研究表明,通过MIH制备的这类材料产量高、缺陷少,可减少能源消耗、缩短总反应时间[61]。OKAMOTO等[62]首次使用基于射频MIH的冷壁反应器,以Fe/Co为催化剂,在大气环境下配合催化醇气相沉积法(CCAVD)在沸石粉体上合成了单壁碳纳米管(SWCNTs)。该系统充分利用MIH的快速加热特性,使催化剂可在短时间内有效活化而不会发生聚集。结果显示,该反应器在900 ℃、1000 ℃下制备的SWCNTs直径分别为0.9~1.8 nm和1.2~2.2 nm,拉曼光谱G/D值约为25,这表明制备的SWCNTs杂质少、纯度高。LI等[63]利用高频MIH快速合成纯度约95%的高质量SWCNTs(直径0.8~1.0 nm,长度达10 μm)。BIRIS等[64-65]对比全局加热和射频MIH制备的多壁碳纳米管(MWCNTs)发现,利用射频MIH制备的MWCNTs具有较小的外径,外径与内径比为2.0~2.5。SOSNOWCHIK等[66]在室温环境下使用MIH技术分别在图案化MEMS微结构和硅片上批量合成CNTs(图6a),结果显示,CNTs生长速率达0.2 mm/min,平均直径为6.8 nm。
2.3.2微纳材料形态控制
观察石墨烯生长过程及形态演变需要准确中止石墨烯的成核和生长。中断石墨烯生长的传统方式是快速切断碳源气体和直接冷却,但上述方法分别存在控制效率低、降温慢的缺陷,导致难以快速停止石墨烯生长。MIH配合CVD不仅能大规模制造1~5层的高质量石墨烯[67],还能利用这种工艺快速升降温的淬火特性准确中断石墨烯的成长过程,获得不同的生长结构。WU等[28]利用MIH-CVD系统制备了可控的枝状、六角形和圆形的石墨烯结构(图6b)。实验显示,当高频电流作用于该系统的钨丝时,铜箔被选择性地快速加热。电源切断后,铜箔在不到5 s内从1050 ℃降至700 ℃,具有极高的冷却速度,从而控制不同形状单晶石墨烯的成形。
2.3.3微纳材料与金属互连
纳米结构和金属结构之间可靠接触的关键是形成机械强键和大接触面积。纳米沉积、超声焊接能诱导形成良好连接,但是极易破坏其他结构。CHEN等[29]利用射频MIH连接CNTs与金属电极。由图6c可以看到,感应加热后,电极表面的CNTs被金属覆盖,未发生热熔,金属通过选择性加热而局部熔化,完成CNTs在电极上的互连,接触电阻由1 MΩ降为10 kΩ,这表明熔融金属浸湿了碳纳米管接触区域的表面,形成了碳和金属原子之间的牢固连接;接触面积的增大增强了电子在接触界面的传输能力,使界面电阻减小。可见,感应涡流诱导的表面电荷可以改善金属原子与碳纳米管表面的润湿性能,建立可靠的连接。

(a)在MEMS上生长CNTs[66]
2.4 微区感应加热在电子器件封装应用的研究
目前,电子器件封装如球栅阵列(BGA)封装为了施加高温、使无铅焊料回流,常采用多区热风对流、红外烘箱加热等手段,但是这类全局高温加热方式普遍存在易使印刷电路板翘曲、电子元件损伤的风险。此外,加热不均匀还导致元件一端焊料熔融良好浸润、另一端未完全熔融的“立碑”现象[68]。MIH可以使焊料快速回流,减小封装热应力,为电子器件封装带来了新的思路。OH等[30]在聚醚砜(PES)基板上对比了MIH和全局加热两种方式加热回流Sn3.5Ag焊锡膏。MIH系统结构如图7a所示。由图7b可以看到,在加热温度250 ℃、加热时间120 s的情况下,加热板上的PES基板发生翘曲,感应加热的PES基板却几乎没有变化。文献[69-71]通过理论分析、有限元仿真和实验验证了高频(300 kHz)电磁感应加热直接用于BGA封装的可行性,探究了电磁场频率对焊点形状控制的影响。图7c为感应加热BGA封装的示意图,电流为27 A、焊球直径为0.76 mm时,升温速率约为200 ℃/s,焊锡球与环氧玻璃布层压板(FR4)间的冷却速率约为50 ℃/s,这种快速升降温环境有利于晶粒细化和化学性能的提高。此外,加热过程中,还观察到焊接头外部被融化而内部未受影响的局部熔融现象,并且随着加热频率增高,这种现象更明显。这种由MIH带来的加热温度梯度特性可用于控制焊接头的形状,获得寿命更长的沙漏形焊接头。
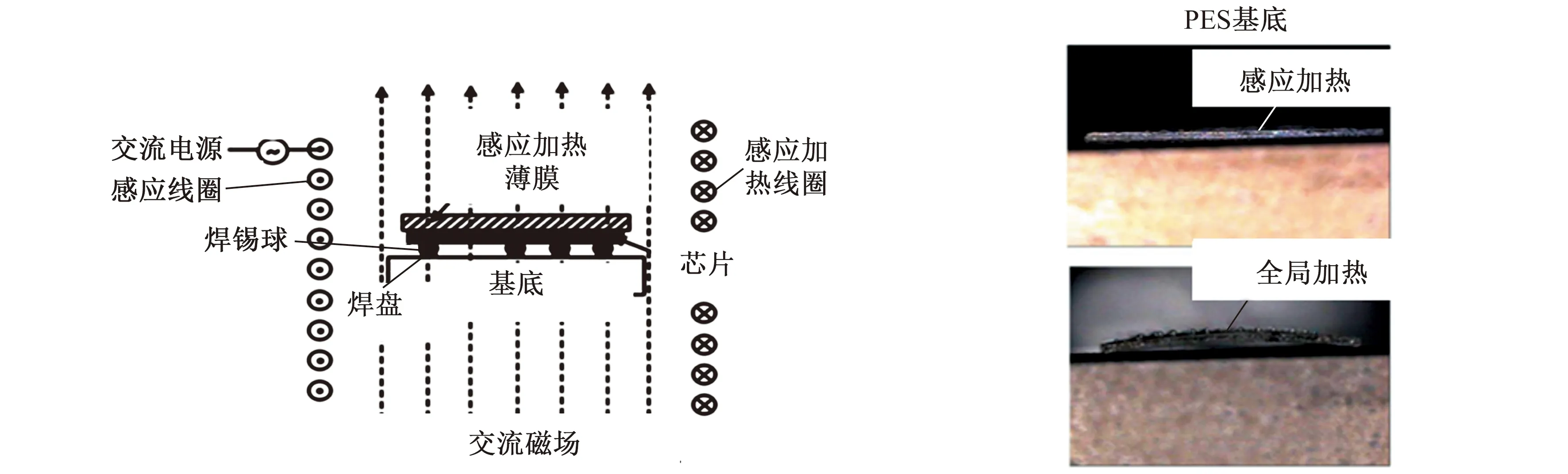
(a)感应加热倒装芯片[30](b)PES基板分别被感应加热和全局加热[30]
微区感应加热BGA封装的关键是焊锡球的涡流功率。涡流功率与焊锡球直径和焊锡粉在焊膏中掺杂量有关。直径小于50 μm或掺杂量太小时,涡流功率损失太小,不能引起回流。为此,HABIB等[72]提出一种在交流磁场中使用焊料-磁颗粒复合材料回流焊的新方法。该方法将FeCo磁性纳米颗粒(MNPs)与Sn30Ag5Cu无铅锡膏机械混合,得到焊料-磁颗粒复合材料。频率280kHz的交流磁场作用下,无掺杂磁颗粒的锡膏温度没有明显上升,锡膏-MNPs复合材料中磁颗粒浓度为2%或更大时,温度明显上升且能发生回流。因此,通过改变磁性颗粒的浓度或直径有望控制焊锡膏的回流时间和升温速率。
3 待解决的关键问题
3.1 加热系统结构影响温度均匀性
目前,MIH线圈大多来源于工业加热线圈或螺线管线圈、圆盘形线圈、锥形线圈等特殊线圈[73],这些线圈受几何特性影响,存在磁感线分布不均匀的问题,如圆柱螺旋管线圈磁感线从线圈中心到边沿的密度增大。磁感线分布不均会使大面积加热应用如MEMS晶圆级键合、BGA封装等加热线圈内部各个位置的加热温度不一致、加热样品表面存在温度梯度的缺陷。这种缺陷导致加热区域内某些焊料由于温度低于期望温度,使得内部的合金组织不能转化为热力学更稳定的化合物[18],键合强度无法保证,影响同一批次不同位置器件的封装一致性和可靠性,甚至出现“立碑”现象。
近年来,国外学者通过有限元仿真[74]、数值分析[75-76]等方法优化线圈,利用控制算法动态控制加热参数等手段改善温度分布均匀性。PLESHIVTSEVA等[77]基于AGDEMO进化算法和最优控制理论的参数优化交替方法,并结合有限元进行电磁温度耦合场的优化,优化后温度偏差只有2 ℃。如图8a所示,TOOLS等[78]研制的五绕组曲流线圈通过2个不同的绕组节距,使内外磁场适应晶圆金属框架的布局,利用该线圈加热2 s后,6英寸玻璃圆片Cu-Sn框架的平均升温速率为160 K/s,温度梯度最大为55 K(图8b)。NISHA等[79]利用区域控制感应加热方法设计出一种用于半导体加工的多线圈感应加热系统。该系统首先通过控制60°的相位差顺序激励每个工作线圈产生行波磁场,然后控制电流幅值以实现对石墨感受器的均匀加热。

(a)五绕组曲流线圈感应加热装置[78]
国内研究人员探究了加热系统结构的影响因素,通过调整加热元件的布局来改善感应加热过程中的温度分布。MEI等[80]通过研究MIH高温外延生长系统,发现在晶圆片下方增大气隙可提高晶圆片的温度均匀性,气隙半径为35 mm时,4英寸晶圆片的最小温差为14.5 ℃。LI等[81]优化了利用电磁感应加热的金属有机化学气相沉积(MOCVD)反应器,设计出的感受器具有环形槽结构(图8c),可以改变内部热传导的方向。图8d显示,优化后,晶圆边缘之外部分的温度波动小于1 ℃,温度分布标准差从12.8 ℃降到1.3 ℃,均匀性明显提高。随后,他们通过分析线圈匝数、线圈与感受器的距离,以及感受器高度对晶圆温度分布的影响,发现把线圈布置在基座下可以改善晶圆温度分布[82]。这种能使晶圆温度分布均匀的感应加热反应器,适合加热单个甚至多个大尺寸晶圆,对于提高薄膜生长质量具有重要意义。
3.2 样品结构尺寸影响温升特性
MEMS器件、微流道、纳米材料的尺寸可小至微米/纳米级,感应加热时,与感应磁场正交的不同加热样品的微图案形状、厚度、线宽、面积等因素主导微尺度的磁通量,显著影响涡流路径和加热温度。
YANG等[83-84]首先研究了薄膜微结构在MIH中的结构尺寸效应。由图9a可以看出,相同磁场下,表面积(20.25 mm2)、厚度(10 μm)相同但形状不同的3种图案在感应加热90 s后,温度分别为115 ℃(圆形)、111 ℃(矩形)和108 ℃(三角形),其中,圆形的温度最高、升温最快,三角形的温度最低。相同加热环境下,厚度10 μm的字符“2005”温度为161.71 ℃,厚度34 μm的字符“TRANSDUCERS”温度为172.47 ℃,如图9b所示,可见,相同加热环境下,不同厚度和形状的金属图案表现出不同的温升特性。
刘胜课题组对MEMS封装微金属图案做了类似的研究,磁感应强度相同的情况下,随着被加热金属环的外环线宽、直径和厚度的增大,金属环温度升高[17,85-86]。如图9c所示,不同金属图案的加热效果差异明显,这是由于圆环上的涡电流沿边缘分布均匀,三角形和矩形边角处的涡电流较小,边角处温度略低于各边中部区域,U形图案是开环结构,磁通量和涡电流远小于其他三种闭合图形。此外,金属环的外环直径d越大,环边缘与环中央的温度梯度越大(图9d)。总之,感应加热图案对微尺度下的温升影响很大,如对温度控制要求高,则需对微结构进行精确设计。反之,也可利用微区感应加热的尺度效应,通过设计不同加热图案结构尺寸,在同一磁场中实现差异化加热,以满足不同的加热需求。

(a)同一磁场下不同形状金属图案温升曲线[84]
3.3 焊接头形貌演变影响封装可靠性
微区感应加热用于BGA封装,升降温快,得到的焊接头界面形貌与传统加热方式的焊接头界面形貌有显著差异,因此研究封装界面焊接头热疲劳失效机理和界面形貌、组织结构演变行为对封装强度和可靠性极为重要。ZHANG等[31]发现,利用MIH加热Sn3Ag0.5Cu(SAC305)焊料回流时,焊料与铜盘接触界面形成的金属间化合物(IMC)形貌与传统加热方式得到的IMC形貌明显不同。传统回流焊后,IMC内形成了典型的扇贝状Cu6Sn5层;而经过MIH后,在IMC内发现了棒状层。图10a展示了不同等温时效时间后的焊接接头高剪切速率冲击测试的结果,可见在未经过时效处理的情况下,感应加热焊接头的最大冲击强度优于传统加热焊接头,原因是其IMC层较薄。随时效时间的延长,两种加热方法处理的焊接后的IMC层均增厚,焊接头脆性增大,冲击强度降低。CHEN等[87-88]研究了感应加热快速热循环下SAC305-Cu焊接头内IMC组织的演变和生长特征,发现随着加热温度升高和循环时间延长,热量不能快速从焊接头耗散,IMC呈锯齿状生长(图10b),疲劳裂纹沿IMC边界扩散,导致焊接头失效。此外,该团队还揭示了影响焊点热疲劳失效的三个重要因素:焊料与基底的热膨胀系数不匹配、加热温度和时间。通过匹配焊料和连接面的热膨胀系数,可减小焊接头与基板边界的集中剪切应力,有效消除SAC305焊接头的热疲劳失效。文献[89-90]研究了感应加热回流焊中Sn3.5Ag焊接头剪切强度的时效演化规律,发现抗剪强度初始平均值为10.55 N,时效16天后变为9.61 N,降低约9%。YANG等[91]研究分段感应加热Sn3.5AgCu焊料时发现,随着反应时间的延长,Cu6Sn5晶粒在焊料基体中大量析出并有规律地分布,较小厚度的IMC具有抑制剪切过程中位错和裂纹支撑的能力,使焊点的剪切强度显著提高,而IMC厚度过大以及长时间反应会造成焊接头强度明显下降。
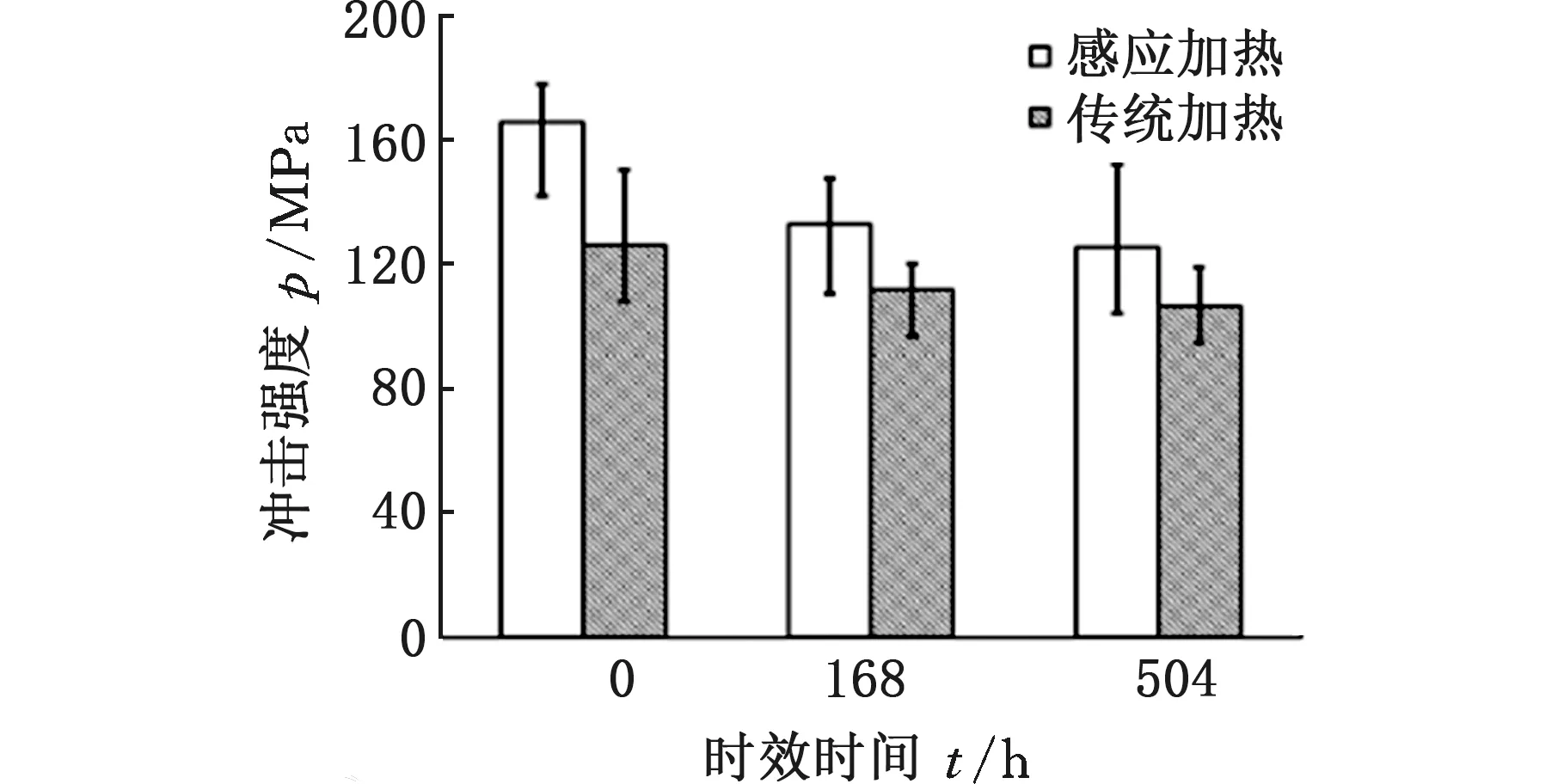
(a)冲击强度随时效时间的变化[86]
4 结论和展望
MIH主要有以下几大优势:
(1)非接触。MIH无需引入传统加热单元,减小了微纳系统对引线、导热元件及复杂加热环境的依赖,显著减小了器件体积,有利于促进微纳系统小型化、集成化发展。
(2)热响应快。MIH可在数秒内完成高功率密度加热,具有极高的加热效率。快速升温、冷却的淬火特性能控制微纳材料的生长及回流焊焊接头的形貌。
(3)区域选择性。通过布局加热线圈,依托不同加热材料特性和键合图案,可选择加热期望区域,保证器件内部温度敏感结构不被破坏,减小热应力和热损伤,显著提高器件性能和可靠性。
MIH发展前景广阔,随着应用领域和加热需求的不断拓展,对MIH的温度特性、控制系统以及加热系统提出更高的要求:
(1)复合材料拓展。MIH的局限主要在于仅适合加热涡流损耗高的材料,涡流损耗小的材料不会被明显加热。将来可在被加热材料中掺杂涡流损耗高的磁纳米粒子制备复合材料,从而拓展加热材料范围[72]。
(2)瞬时温度控制。MIH样品的温升特性影响因素众多,包括材料特性、几何尺寸、电源频率、电流、位置等,虽然通过优化加热系统和仿真设计可在稳态温度范围内实现对温度分布均匀性的控制,但目前仍难以在加热过程精确控制特定加热位置瞬时的升温和冷却曲线,因此有必要提出模糊控制[92],混频、时分激励等算法来实现高鲁棒性的瞬时温度控制,提高温度均匀性。
(3)精准快速温度反馈。MIH作用于局部区域、升温极快,而常用的温度测量装置,如热电偶、温度指示漆的精准度低,红外测温仪存在一定的时延。如何高效、简便地实现毫秒级的温度反馈,对精准控制MIH温度具有重要意义。
(4)微型化、模块化的感应加热系统。目前,MIH系统已朝着高频化、射频化方向发展,市场上已有的感应加热系统都存在体积大,频率、电流范围小,线圈切换困难,需要接入冷却系统,无法长时间工作等缺陷。通过引入新工艺新方法(如3D打印、MEMS技术等)来实现加热系统微型化、模块化,有望促进MIH技术多样化应用。
