工业垃圾制RDF成型探索试验研究
2022-01-19王栋毅陈晓峰
徐 兵,王栋毅,陈晓峰
(宝武集团环境资源科技有限公司,上海 201900)
1 概述
美国材料与试验协会(ASTM)将城市生活垃圾衍生燃料(RDF)分7类,见表1。对于RDF,美国一般指RDF-2和RDF-3,欧洲国家一般指RDF-3,亚洲如日本、韩国等一般指RDF-5[1]。此外欧洲发达国家还有2/3 水泥企业使用替代燃料,除RDF外,还包括废塑料、废轮胎、生物质燃料和污泥等[2]。RDF-5具有粒度比较均一、热值较高、占用空间小、易于堆存和运输等优点。RDF-5燃烧发电与焚烧原生垃圾发电方式比,不仅在能源利用率上得到较大的提高,而且环境污染得到有效降低[3]。中国工程热物理所与日本IHI公司合作建立了国内首条RDF-5中试线至北京阿苏卫生活垃圾综合工程建设生活垃圾衍生燃料(RDF-5)示范线[4-6],我国对生活垃圾制RDF-5进行了大量的研究和实践。同时生物质颗粒燃料也得到发展应用,2010年我国农业部发布了NY/T 1881 《生物质固体成型燃料试验方法》等系列标准。目前在我国,RDF主要用于焚烧发电和水泥窑协同处置利用,在水泥窑协同处置城市生活垃圾方面,形成了海螺CKK系统、华新HWT系统和中材国际为代表的垃圾处理技术[7]。

表1 RDF分类(美国ASTM)Table 1 RDF Classification (ASTM USA)
世界发达地区如日本钢铁企业在20世纪90年代就开始开展利用热态炉窑(如焦炉、高炉等)协同处置城市垃圾[8-9]。2014年以来,我国鼓励钢铁企业开展热态炉窑协同处置固废试点工作。刘剑平[10]等的试验研究表明:采用转炉焚烧处置废油漆涂料桶具有处置量大、焚烧温度高、有机物分解彻底等多项优点,处置过程中各项污染物排放指标均未恶化且达到相关标准;为了改善运输和投料条件,废油漆涂料桶采用打包压块等方式进行预处理。我国科技部“固废资源化”重点专项2020 年度项目申报指南就提到形成钢铁冶炼重点行业典型高温工业炉窑超洁净协同处置多源城市固废成套技术和装备。泉州闽光钢铁开展了转炉焚烧处理可燃工业垃圾研究工作[11],实践表明,转炉焚烧处理可燃物工业垃圾(除尘布袋、填充料和PVC等)具有二次污染小、无害化彻底、资源化利用程度高等特点,符合处理垃圾无害化、减量化和资源化的原则。宝武环科配合宝钢股份等在多个基地进行了转炉协同处置废弃除尘袋等工业垃圾试点工作,在试点过程中发现,由于没有对工业垃圾进行进一步的破碎、压型等预处理,相比于投入的工业垃圾质量,体积占比较大。相对于垃圾焚烧炉和水泥窑等,将可燃工业垃圾压制成RDF-5,可大幅降低工业垃圾入炉体积,有利于钢铁冶炼热态炉窑协同处置。
目前宝武宝山基地工业垃圾中品质较好的包装纸、木材、金属、塑料等分类回收工业垃圾可经预处理后资源化利用,但其余的工业垃圾混合尾料中仍有部分可燃工业垃圾。宝武宝山基地拥有全流程的热态炉窑(焦炉、烧结、高炉、转炉、电炉、转底炉、焚烧炉等),此外宝武环科正策划将宝山基地停役石灰窑(回转窑)区域改造成宝山再生资源利用中心,对于宝山基地这样典型的城市钢厂而言,利用钢厂内热态炉窑协同处置工业垃圾值得探索和研究,而将工业垃圾压制成型可为入炉创造有利条件。目前RDF-5的生产工艺流程主要包括破碎、分选、成型[12-14],因试验条件有限,宝武环科针对宝山基地工业垃圾尾料分选出的一定批次可燃工业垃圾为主的试验料进行RDF成型探索试验研究,以初步了解多种成型工艺的成型效果。
2 工业垃圾成型探索试验
2.1 工艺选择
目前垃圾成型主要有以下几种,详见图1~4。成型工艺主要分为螺旋挤压、活塞冲压和模辊挤压(含环模辊压和平模辊压)等方式。模辊挤压具有生产率高、成型率高等优点,是目前发展的重点[15-16]。针对宝山基地工业垃圾尾料,通过文献资料查阅以及国内外相关成型设备制造企业的充分交流,最终选定在成型探索试验中采用环模辊压工艺为主,活塞冲压成型工艺为辅,关注抗压强度和密度指标,以初步了解成型效果。
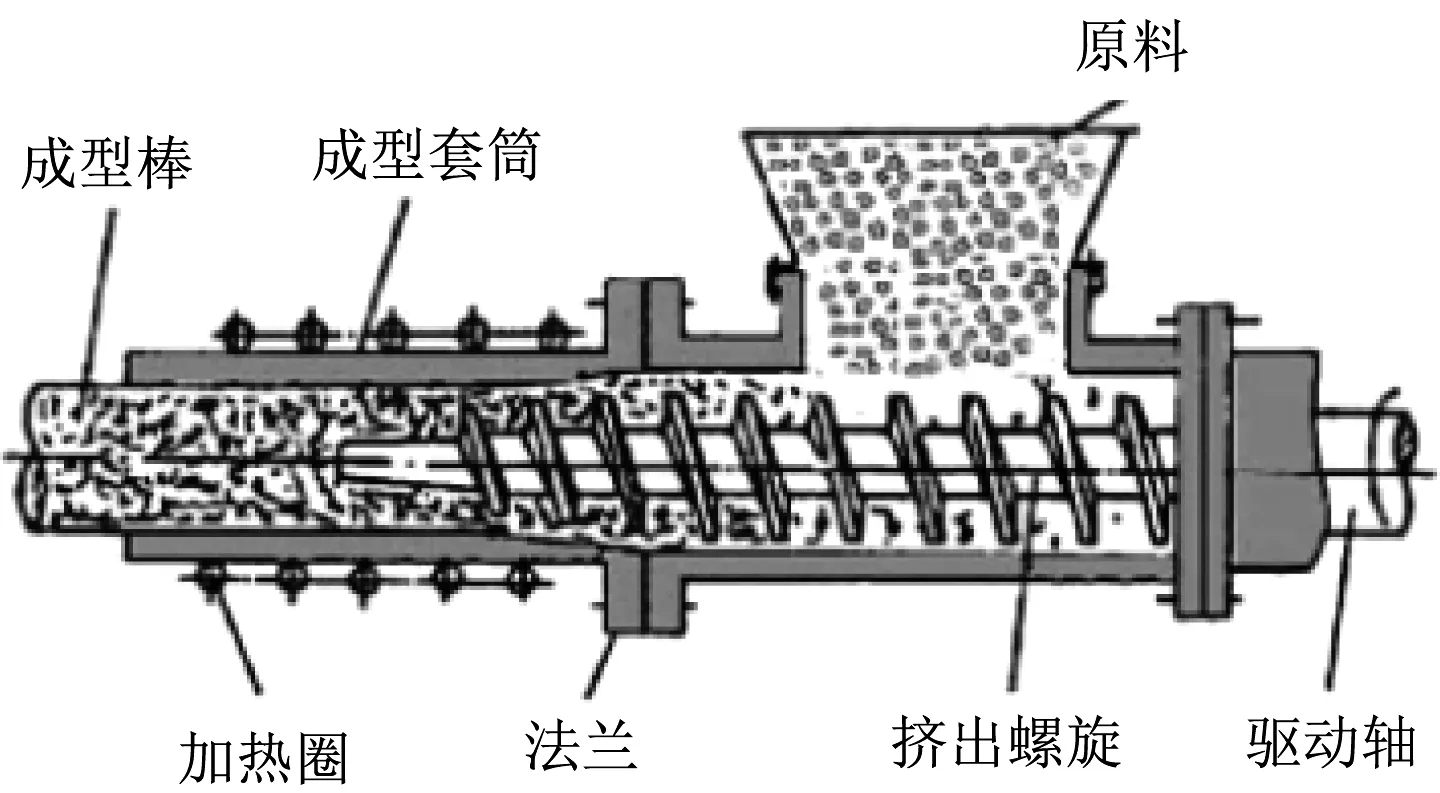
图1 螺旋挤压成型示意图Fig.1 Diagram of spiral extrusion forming

图2 活塞冲压成型示意图Fig.2 Diagram of piston stamping forming
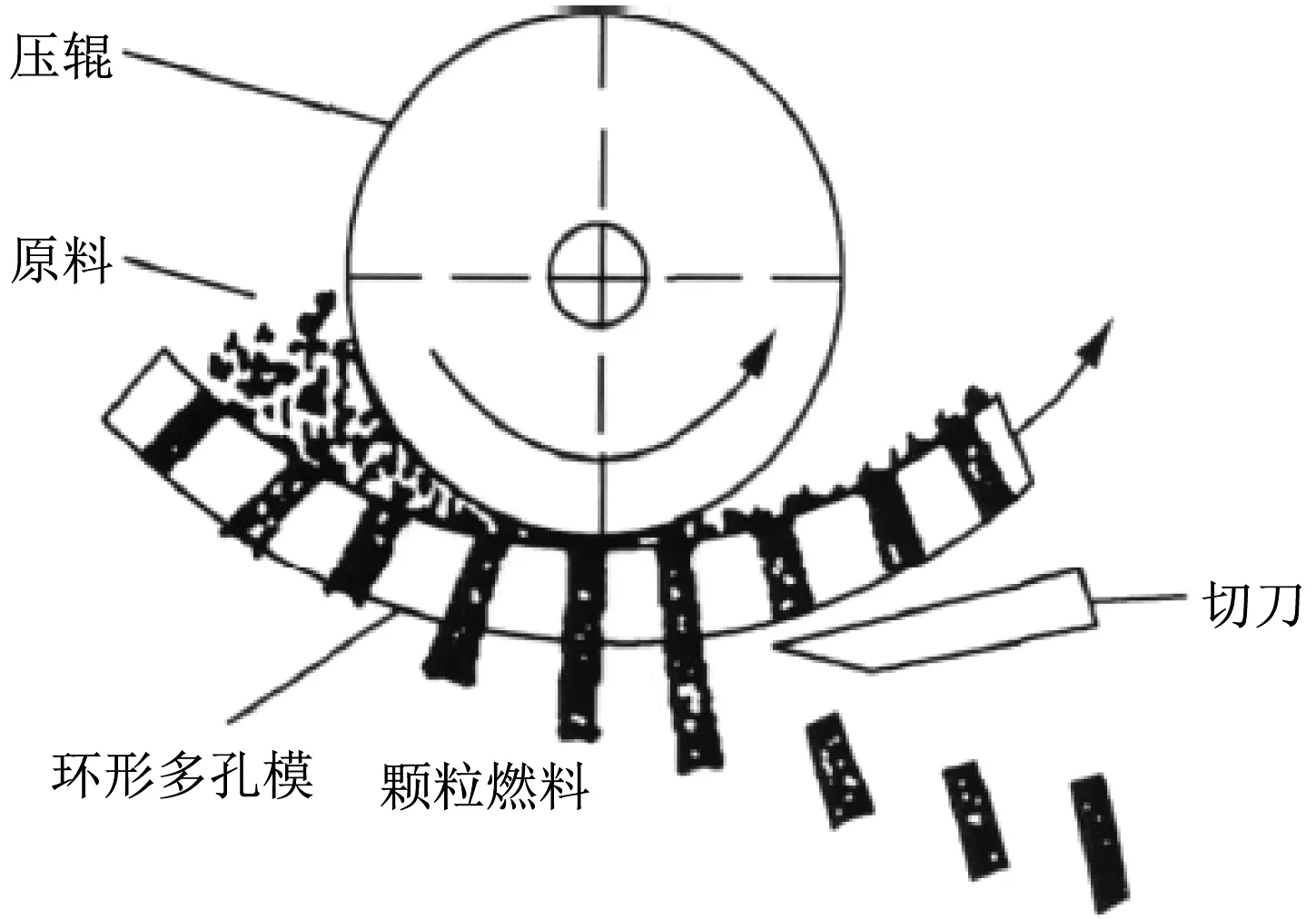
图3 环模辊压成型示意图Fig.3 Diagram of ring die roll forming

图4 平模辊压成型示意图Fig.4 Diagram of flat die roll forming
2.2 试验
2.2.1 第一批次成型试验
第一批次宝山基地工业垃圾尾料(木材类约30%,橡塑类约28%,编织物类约15%,纸类约7%,渣土等无机类约20%),经一定时间晾干后,通过二级破碎(双轴+单轴)、磁选和分选,得到工业垃圾碎料(见图5)。该工业垃圾碎料预热后,经孔径30 mm×30 mm环模辊压设备成型,其中一组RDF试验样品见图6,部分检测数据(参照GB/T 212、GB/T 213等煤炭分析方法)见表2。试验表明通过分类和预处理形成一定比例的工业垃圾,通过环模辊压成型后其冷态机械强度较佳,抗压强度均值≥2 600 N/个,密度均值≥1.21 g/cm3,表面干燥硬实,易于储存和运输。从表2可以看出该样品低位发热量达17.13 MJ/kg,硫和氯含量较低,是一种良好的衍生燃料;但其挥发分高达71.49%,固定碳仅为15.88%,如从宝山基地热态炉窑协同处置角度,则需要进一步分析研究。

图5 工业垃圾碎料(第一批次)Fig.5 Industrial waste scraps (first batch)

图6 RDF试验样品(第一批次)Fig.6 RDF test sample (first batch)

表2 第一批次RDF样品部分检测数据Table 2 Partial test data of first batch of RDF sample
2.2.2 第二批次成型试验
第二批次宝山基地工业垃圾尾料(橡塑类约30%,木材类约25%,编织物类约20%,纸类约10%,渣土等无机类约15%),经一定时间晾干后,通过二级破碎后形成一定粒度的工业垃圾碎料(部分破碎料见图7)。该工业垃圾碎料经预热后采用孔径30 mm×30 mm环模辊压设备成型,RDF试验样品(见图8)经初步检测,其抗压强度均值≥2 600 N/个,密度均值≥1.21 g/cm3。试验证明第二批次宝山基地工业垃圾尾料成型效果较好,表面干燥硬实,易于储存和运输。

图7 工业垃圾碎料(第二批次)Fig.7 Industrial waste scraps (second batch)

图8 RDF试验样品(第二批次)Fig.8 RDF test sample(second batch)
2.2.3 第三批次成型试验
第一批次和第二批次环模辊压成型截面为边长30 mm正方形;目前环模辊压成型孔径多为φ≤16 mm的圆形,直径越小则压缩比越大;因此第三批次成型试验采用孔径φ16 mm的环模辊压成型。第三批次宝山基地工业垃圾尾料(橡塑类约27%,木材类约25%,编织物类约20%,纸类约16%,渣土等无机类约12%),经破碎形成一定粒度的工业垃圾碎料(见图9)。该工业垃圾碎料未采用预热,直接采用孔径φ16 mm的环模辊压设备进行成型试验。试验中发现,随着物料不断在环模中压制出料造成环模温度上升后,成型情况逐渐良好,部分成型试验品见图10。对成型样品进行初步检测,其抗压强度均值≥1 100 N/个,密度均值≥1.15 g/cm3。第三批次成型样品抗压强度与前两个批次有一定差距,鉴于工业垃圾组分比例相差不大,环模孔型、孔径等因素影响更大,但强度值仍比较理想。试验证明一定比例组成的工业垃圾经过预处理后可以通过孔径φ≤16 mm的环模辊压成型,成型效果较好,表面干燥硬实,易于储存和运输。

图9 工业垃圾碎料(第三批次)Fig.9 Industrial waste scraps (third batch)

图10 RDF试验样品(第三批次)Fig.10 RDF test sample(third batch)
通过在3个批次环模辊压成型探索性试验中与设备企业的深入交流,工业垃圾组分、破碎粒度、环模孔型、成型温度等均是影响环模辊压成型效果的主要因素。以环模孔型为例,在保持辊面和辊内径不变的情况下,孔径、压缩比、预压段、导向孔型等均需要针对工业垃圾进行专业设计。因此如后续开展工业垃圾环模辊压成型工作,需要与专业设备企业合作进行系统性试验。为初步了解工业垃圾成型物料热解特性,委托宝钢中央研究院李建等[17]对其中一组样品进行热态初步分析,100~200 ℃时强度略微下降,温度超过300 ℃后强度显著下降,爆裂、粉化严重。RDF 热重分析结果表明,其250 ℃快速热解,500~600 ℃基本分解完毕。由于3个批次的RDF样品均有较好的冷态强度和密度,说明一定比例的工业垃圾可以通过预处理后,可为纳入钢铁冶金热态炉窑协同处置创造良好的运输、投料条件。结合宝武集团转炉协同处置废弃除尘袋等工业垃圾试点工作以及泉州闽光钢铁转炉焚烧可燃工业垃圾研究工作,后续可优先考虑选择转炉协同处置可燃工业垃圾RDF试验研究,届时需要对每个批次的工业垃圾成型料进行较系统的重金属含量、热解特性以及分解产物等分析研究。
2.2.4 第四批次成型试验
第四批次宝山基地工业垃圾尾料(木材类约30%,橡塑类约25%,编织物类约20%,纸类约15%,渣土等无机类约10%),经一定时间晾干后,破碎成一定粒度的工业垃圾碎料(见图11)。该工业垃圾碎料经预压预热后经孔径为φ20 mm活塞冲压式设备压制成型,部分成型试验品见图12。对成型样品进行初步检测,其抗压强度均值≥2 500 N/个,密度均值≥1.25 g/cm3,强度和密度数据与第一、二批次接近。试验证明,一定比例组成的工业垃圾经过预处理后可以通过活塞冲压成型,成型效果较好,表面干燥硬实,易于储存和运输。

图11 工业垃圾碎料(第四批次)Fig.11 Industrial waste scraps (forth batch)

图12 RDF试验样品(第四批次)Fig.12 RDF test sample (forth batch)
3 结论
(1) 一定比例组成的工业垃圾经过预处理后,可以通过环模辊压成型,成型效果较好。经孔径30 mm×30 mm环模辊压成型后,抗压强度均值≥2 600 N/个,密度均值≥1.21 g/cm3;经孔径φ16 mm的环模辊压成型后,抗压强度均值≥1 100 N/个,密度均值≥1.15 g/cm3。
(2) 一定比例组成的工业垃圾经过预处理后可以通过孔径φ20 mm活塞冲压成型,成型效果较好,抗压强度均值≥2 500 N/个,密度均值≥1.25 g/cm3。
(3) 一定比例组成的工业垃圾经过预处理、成型后,工业垃圾成型料表面干燥硬实,易于储存和运输,为纳入钢铁冶金热态炉窑协同处置创造良好的运输、投料条件。
