CFB 锅炉炉管改造焊接质量控制
2022-01-17孙万田
孙万田
中石化第五建设有限公司 广东广州 510145
由中石化第五建设有限公司承建的某石化热电厂脱硝改造工程中,有4 台CFB 高压蒸汽锅炉高温、低温省煤器炉管需进行更换。其材质为20G,规格Φ32×4mm。安装及施焊空间狭小,操作难度大。横向节距为110mm,纵向节距为60mm,两管组错列布置,若出现缺陷将给返修造成很大困难。因此,确保焊接质量尤为重要。施工过程中,通过焊接工艺评定与焊接工艺、焊接材料、焊工培训、施焊过程、焊后检验和焊缝返修6个环节来实现质量的有效控制[1]。
1 焊接工艺评定与焊接工艺
焊接工艺评定[2-3]是评定焊接工艺正确与否的一项试验工作,是保证焊接质量的前提和基础。为了确保炉管的焊接质量,提供可靠焊接工艺参数,炉管在焊接前须进行焊接工艺评定。
1.1 焊接工艺评定及目的
所谓焊接工艺评定就是按照拟定的焊接工艺,包括接头形式、焊接材料、焊接方法、焊接规范等,根据NB/ T47014- 2011《承压设备焊接工艺评定》标准,检验试件试样,确定拟定的焊接接头是否具有所要求的性能。焊接工艺评定的目的在于检验评定拟定的焊接工艺是否具有正确合理性,是否满足产品设计和标准规定,以及评定施焊单位是否有能力焊接出符合要求的焊接接头,从而为制定焊接工艺提供可靠依据。
1.2 编制焊接工艺卡与焊接工艺评定的关系
焊接工艺评定与焊接工艺卡既相似又有区别。焊接工艺评定是在产品制造前进行的,只有其评定合格后,才可编制焊接工艺卡。焊接工艺评定是编制焊接工艺卡的依据,焊接工艺评定只考虑影响焊接接头的力学性能的工艺因素,而未考虑焊接变形、焊接应力等因素。焊接工艺卡的制订除根据焊接工艺评定外,还须结合现场实际情况,考虑劳动生产率、技术素质主设备等因素,使之具有操作性、合理性、完整性。焊接工艺评定是重要的技术文件,要编号存档,而焊接工艺卡则要与施工图纸一起发放给施工班组具体指导现场焊接。
2 焊接材料
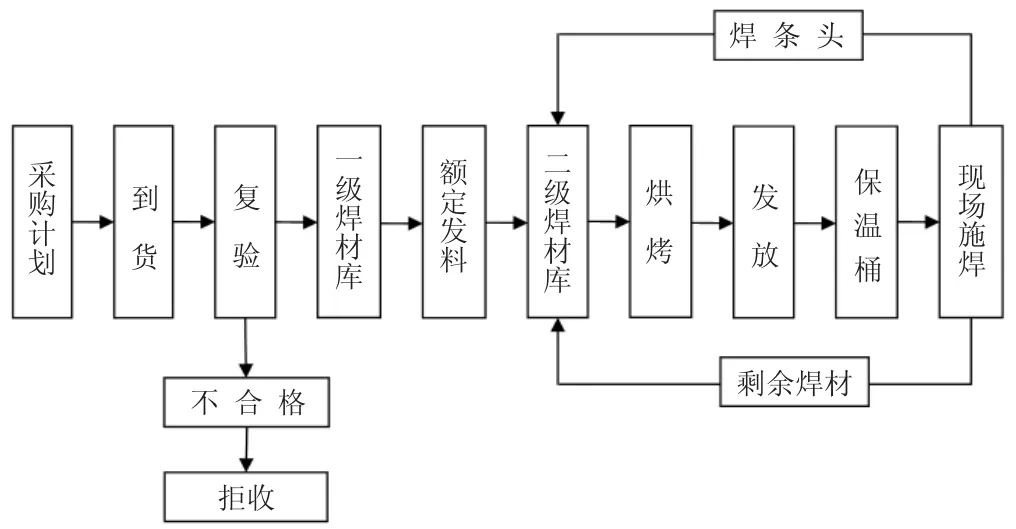
图1 焊材控制流程图
2.1 焊材复检
首先应对焊材的质量证明书进行审查,对其内容和数据进行校对,正确、齐全、符合要求者为合格可复检,否则不予复验。复验时,应对每批焊材编复验编号,按照其相应的标准和技术条件进行外观检验、理化试验等。复验合格后,焊材方可入一级库。另外,为了防止焊材在使用过程中混用、错用,同时为了便于查找导致焊接质量问题的原因,焊材的复验编号不但要登记在一级库、二级库台帐上,而且要出现在焊条烘烤记录表、焊材发放领料单上,焊工编号也要登记,从而保证焊材使用时的可追踪性。
2.2 焊材保管、领用、发放
焊接材料实行三级管理,即一级库管理、二级库管理和焊工领用管理。一、二级库内的焊材要按其牌号、批号、复验号和规格分类堆放,放在离地面300mm、离墙100mm 以上的货架上。一级库内应配有空调设备和去湿机,保证室温在10~25℃之间,相对湿度低于60%。二级库应有焊材烘烤设备,焊工施焊时也需要妥善保管好焊材,不可随意乱丢、乱放,电焊条应放入保温筒内,随取随用。焊材领用发放要建立严格的限额领料制度,焊接材料领料单应由焊工填写,技术人员签字确认;二级库保管人员凭焊材领料单发放,并审核其牌号、规格是否相符,同时还要按发放焊条根数收回焊条头,使焊接材料的使用具有可追溯性。
2.3 焊材烘烤
2.3.1 烘烤温度与时间
焊材烘烤是焊材控制环节中重要的一项内容,焊材烘烤时间、温度应严格按标准要求进行,并做好温度、时间记录。烘烤温度不宜过高或过低。温度过高会使焊材的部分成分发生氧化过早分解,从而失去保护等作用;温度过低,则焊材中的水分不能完全蒸发掉,焊接时就可能形成气孔、裂纹等缺陷。此外,还要注意温度与时间的配合问题。烘烤温度和时间相比,温度较为重要,如果烘烤温度过低,即使延长烘烤时间,其烘烤效果也不佳。一般酸性焊条烘烤温度为150~250℃,碱性焊条为350~400℃,保温1~2h。
2.3.2 正确掌握实际烘烤温度
一般烘烤箱、烘干箱上的测温计所测得的温度是烘干箱内空气的平均温度。若烘烤箱内堆放的焊条厚度较薄时,焊条的实际烘烤温度与箱内空气温度差别不大;但若箱内焊条堆放厚度较大时,两者温度差就比较显著。这时,若测温计的温度仅达到规定的最低烘烤温度值时,势必造成一部分焊条未完全烘干。因此,焊材烘烤时箱内的焊材堆放高度不要过大,宜保持在50mm 以下。同时,烘烤温度和测温计所指示温度不应刚超过最低值,应在给定的温度范围内选择一偏大的值,以对中间部分焊条给予一定的温度补偿。
Ngoc Minh Quan:Because you are the First Deputy Minister and adviser to Quinnshae.
2.3.3 其他注意事项
当不同牌号的焊接材料在同一烘烤箱时,要分别标有明确的标志,以免出现混淆。另外,焊条重复烘烤次数不得超过2 次。
3 焊工技能培训与考试
焊工考试[4]是保证炉管焊接质量的基本条件之一。炉管的焊接工作必须由考试合格的焊工担任,因此必须对焊工进行培训和考试。合格的焊工资质是保证焊接质量的重要措施和途径。焊工培训与考试的程序控制如图2 所示。
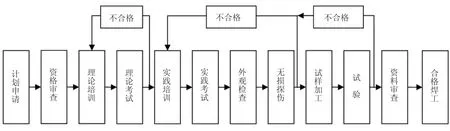
图2 焊工培训与考试控制流程图
建立焊工台账是加强焊工管理的有效方式。对所有合格焊工都要建立档案,焊工考试后要把考试时间、所评定项目的详情和成绩记入档案内。焊接检查员要按周、按月提供焊缝质量记录,并统计入焊工台管理账作为焊工技能评判的依据。
4 施焊过程控制
4.1 焊前控制
焊前控制主要是检查焊接接头坡口尺寸、装配间隙、错边量是否符合要求,坡口及其附近的油锈、氧化皮是否按工艺要求清除干净;选用的焊材是否按规定的时间、温度烘干,焊丝表面的油锈是否除尽;焊接设备是否完好,电流、电压显示装置是否灵敏;所选择的焊工是否具有相应的焊接资质。只有以上各个环节全部符合工艺要求,才可以对炉管进行施焊。
4.2 过程控制
焊接过程控制[5]主要是严格执行工艺纪律,监督焊工严格按焊接工艺卡所确定的规范参数进行操作,包括电流、电压、焊条焊丝直径、焊接层数、速度、焊接电流种类、极性和层间温度等。并严格按所确定的操作要求实焊,包括焊接角度、焊接顺序和摆动幅度等。焊工在焊接过程中还要随时自检每道焊缝,发现缺陷立即清除,重新焊接。
5 焊后检验
要保证焊接质量,就必须对焊接接头进行质量评定。以便及时发现焊缝的缺陷,及时采取措施加以解决,如进行返修、修磨。焊接质量检验包括外观检查、无损探伤和水压试验等。
5.1 外观检验
外观检验的目的就是检验焊缝的表面质量。即检验焊缝外观形状、焊缝余高、焊缝宽度、焊缝与母材圆滑过渡情况,以及表面缺陷,如咬边、弧坑、气孔和夹渣等。对于不符合要求的形状、尺寸应予修磨使之宽度、高度符合工艺要求。对于不允许存在的表面焊接缺陷,应予补焊消除。因为这些缺陷的存在会使接头产生应力集中,降低接头的疲劳强度,甚至可能成为裂纹源。
5.2 无损探伤
无损探伤在焊缝外观检查合格后进行。检查焊缝内部缺陷,主要包括裂纹、未熔合、气孔、未焊透等。无损探伤常用的方法有X 射线探伤和超声波探伤等。通过无损探伤可掌握焊缝内部缺陷情况,如缺陷的种类、性质、分布状况等。根据这些情况,焊接工程师可采取有效措施,清除这些不允许存在或超标缺陷,然后进行返修补焊,以保证焊接质量。否则,留在焊缝中些超标缺陷或不允许缺陷在炉管运行中将可能成为失效源,造成事故隐患。
6 焊缝返修
无损探伤不达标的缺陷需要进行返修。然而,同一部位的返修次数最多不超过二次。多次返修补焊会降低焊接接头综合性能,因此必须在有限的次数内严格控制焊缝返修质量。
6.1 焊缝返修一般工作程序
(1)焊接检查员根据无损探伤结果,发出《焊缝返修通知单》到作业班组;
(2)焊接工程师会同焊接检查员分析缺陷产生的原因,并制定焊缝返修方案;
(3)根据返修方案进行返修焊接;
(4)对返修好的焊缝进行外观、无损探伤等检查;
(5)将返修情况,如返修次数、返修部位缺陷产生的原因、检查方法及结果等记入焊工管理台账。
6.2 分析缺陷产生的原因
产生焊接缺陷的原因很多,如焊材选用、烘烤、焊接工艺、焊接设备和焊工操作技能,甚至责任心等。因此,焊接检查员和焊接技术人员应根据无损探伤结果、施焊记录等仔细分析,在焊缝返修及以后的焊接中避免同类事情发生。若出现裂纹,应该考虑焊接规范、焊材选用和保管情况,以及拟定的焊接工艺是否合理,是否产生淬硬组织,是否存在较大的焊接应力等。若有气孔,则应检查焊条烘烤温度、时间是否符合要求,还要检查坡口、焊丝的油锈是否清除干净,操作角度、工艺参数是否正确。若未焊透,要从工件方面考虑,看坡口角度、间隙是否太小,钝边是否太厚等。从工艺方面考虑,则应分析是否电流电压过小、焊速太快。因此,只有确定了缺陷种类和产生原因,才可制订正确的返修方案。
6.3 制订返修方案
制订返修方案是进行焊缝返修工作的一个重要过程。返修方案内容包括缺陷清除、坡口制备、焊接方法及焊材选用和返修工艺参数。
6.3.1 清除缺陷、制备坡口
清除缺陷制备坡口的常用方法是用碳弧气刨或手工砂轮进行。坡口的形状、尺寸主要取决于缺陷尺寸、性质及分布特点,所挖坡口的角度或深度越小越好,只要将缺陷清除,便于操作即可。一般缺陷靠近哪侧就在哪侧清除,如果材料脆性大,焊接性差,打磨坡口前还应在裂纹两端钻上裂孔,以防止在挖制和焊接过程中裂纹扩展。此外,对于抗裂性差或淬硬倾向严重的钢,碳弧气刨前应预热。清除缺陷后,还要用砂轮打磨掉碳弧气刨造成的铜斑、渗碳层淬硬层等,直至露出金属光泽。坡口制备好以后,应用肉眼、放大镜或PT 探伤、MT 探伤进行检验,确保坡口面无裂纹和新裂纹存在。
6.3.2 焊接方法及焊材选择
焊缝返修一般采用焊条电弧焊进行,这是由其具有操作方便、位置适应性强等特点决定的。当采用钨极氩弧焊返修时,填充焊丝一般选用原焊丝,该方法一般用于补焊、打底或较薄焊件的填充盖面。
6.3.3 制订返修工艺措施
焊缝返修应控制焊接线能量的输入,并采用合理的焊接顺序等工艺措施来保证质量。采用小直径焊条或焊丝、小电流等小的焊接规范施焊,降低返修部位塑性储备的消耗。采用窄焊道、多层多道等方法,减小焊接应力与变形。每层接头要尽量错开,每焊完一道后,须彻底清渣、填满弧坑,并将电弧引燃后再熄灭,起附加热处理作用。填充焊道可用带圆角的小锤锤击焊缝,以释放应力,但打底焊缝和盖面焊缝不宜锤击,以免引起根部裂纹和表面加工硬化。
6.4 检验
返修完后,应用砂轮打磨返修部位,使之圆滑过渡;然后按原焊缝要求进行同样内容的检验,如外观、无损探伤等。验收标准不得低于原焊缝标准,检验合格后,方可进行下一道工序。
4 台高压蒸汽锅炉累计焊接省煤器炉管6074 道,拍片数12500 张,其中合格片数12435 张,一次拍片合格率99.4%。水压试验全部一次成功,无一处发生泄漏、变形现象。一次性顺利通过168h 满负荷连续试运行考核。截至目前,设备运行良好。
7 结论
(1)在炉管焊接过程中,严格进行焊接工艺评定,制订合理的焊接工艺,严格按要求培训出合格的焊工;
(2)对使用的焊材严格进行验收、烘烤、领用、发放;
(3)焊接过程中严格工艺纪律,按工艺要求施焊;
(4)焊后严格检验焊接质量,对不允许或超标的内部、外部缺陷进行修磨、补焊、返修等。
通过以上措施,使焊接质量得到了很好的控制。该高压锅炉改造任务的顺利完成,为今后类似项目积累了宝贵经验。
