2.25Cr-1Mo- 0.25V钢制加氢反应器用埋弧焊焊材试验研究
2022-02-11王迎君郭太平
金 卿 王迎君 郭太平
(二重(德阳)重型装备有限公司,四川618000)
2.25Cr-1Mo- 0.25V钢制加氢反应器是石化装置上的核心设备,通常在高温、高压、临氢或硫化物腐蚀环境下工作,因此对母材及焊接材料的要求非常高。目前,本体材料已全部实现国产化,各项性能指标均达到了设计要求。然而制造过程所需的配套焊接材料一直依赖进口,采购周期长,制造成本高,是制约加氢反应器制造完全国产化的关键影响因素。目前国内多个焊材厂家致力于2.25Cr-1Mo- 0.25V钢用焊材国产化的开发和研究,取得了较好的成果。
为了使国产焊材能够得到顺利有效的应用,我公司采用2.25Cr-1Mo- 0.25V钢锻件,对国产化埋弧焊焊材进行了一系列的应用试验研究,并与进口焊材进行对比。
1 试验方案
1.1 模拟体确定
为充分模拟实际产品的实物焊接环境以及各生产环节穿插进行的生产流程,确定采用与产品相近的锻件筒体模拟件进行试验焊接,以充分对比评估国产焊材在实际制造条件下产品的工艺性、抗缺陷能力和最终解剖后的实物性能。
模拟件规格:内径∅1760 mm,壁厚160 mm,长2000 mm,模拟件设置两条纵向焊缝,见图1。

图1 模拟筒体及两条纵向焊缝位置示意图Figure 1 Schematic diagram of the position of the simulated cylinder and two longitudinal welds
1.2 焊接材料的确定
根据目前国产焊材的评审结果,我们选用国内某厂家的埋弧焊焊材XY-SCr2MoV/XY-AF605进行模拟焊接,同时选用国外进口焊材ASME SFA 5.23+JIS Z3352 SACG 1进行对比焊接。
1.3 拟定试验过程
采用窄间隙埋弧焊设备进行焊接,用国产和进口两种焊材分别焊接一条纵焊缝。焊接流程为:模拟件坡口制备→预热→A1、A2纵缝焊接→ISR→焊缝100%MT、UT、TOFD检测→PWHT→
焊缝100%MT、UT、再热裂纹检测→硬度检测→解剖模拟件→性能检测→数据汇总对比→结论。
1.4 试样理化检测要求
根据2.25Cr-1Mo- 0.25V钢锻焊加氢反应器技术条件要求,从纵缝上制备的试样按表1的试验项目进行理化性能检测。
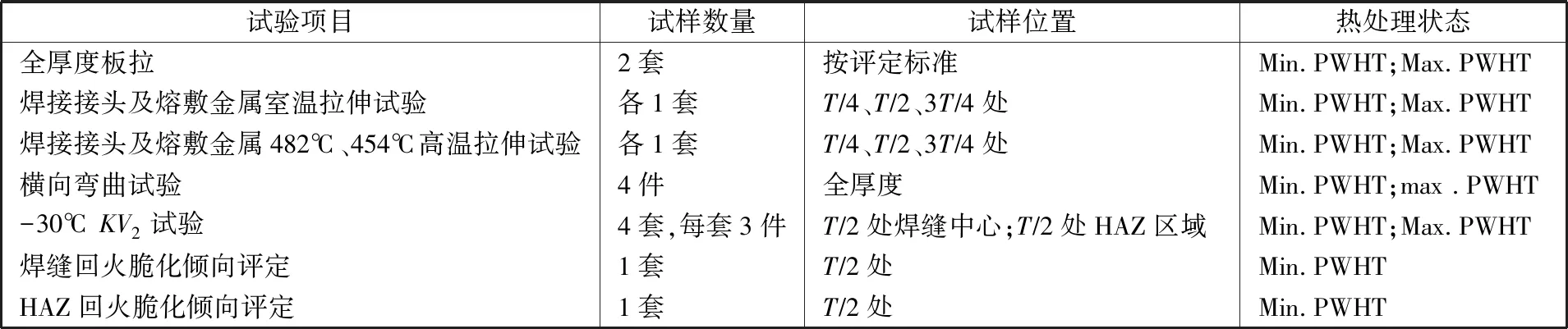
表1 纵缝试验项目及取样位置要求Table 1 Longitudinal weld test items and sampling location requirements
Min.PWHT:模拟件进炉热处理,即(705±14)℃×(8+2)h
Max.PWHT:(705±14)℃×(32+2)h
2 试验过程
2.1 模拟件制备
模拟件为2.25Cr-1Mo- 0.25V钢锻件制造,按NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》对锻件进行100%检测,要求质量等级为Ⅰ级。检测结果为合格。对所有加工面进行100%MT检测,标准NB/T 47013.4—2015《承压设备无损检测 第4部分:磁粉检测》,要求线性缺陷及圆形缺陷质量等级均为Ⅰ级,检测结果合格。其化学成分和力学性能检测结果分别见表2和表3。

表2 筒体锻件化学成分检测结果(质量分数,%)Table 2 Chemical compositions detection results of barrel forging(mass fraction, %)

表3 筒体锻件力学性能检测结果Table 3 Mechanical properties detection results of barrel forging
2.2 模拟件焊接
2.2.1 模拟件焊接坡口
模拟件的焊接坡口采用与加氢反应器产品相同的U形坡口,采用机加方式加工而成,见图2。

图2 模拟件筒体纵缝焊接坡口加工图Figure 2 Welding groove processing of longitudinal weld for simulative barrel piece
2.2.2 焊材复验
焊前分别对国产焊材和进口焊材进行复验,结果见表4和表5。
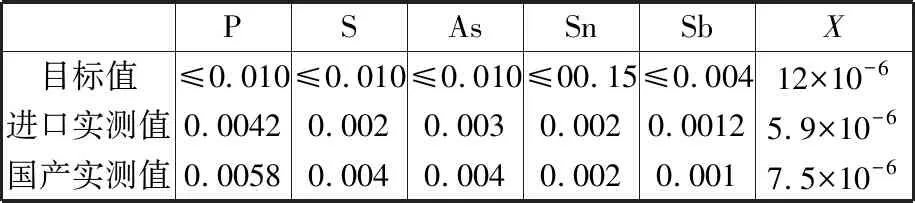
表4 两种焊材熔敷金属化学成分对比(质量分数,%)Table 4 Chemical compositions comparison of two welds cladding metal(mass fraction, %)

表5 两种焊材熔敷金属力学性能检测数据对比Table 5 Mechanical properties detection data comparison of two welds cladding metal
2.2.3 坡口处清理
施焊前应将焊缝部位及周边200 mm范围内的油污、铁锈水分及其他有害杂质清除干净。将两种焊剂进行烘干。
2.2.4 焊前预热
焊接前采用天然气预热至≥180℃。
2.2.5 焊材规范参数
根据合格的焊接工艺评定进行焊接,焊材规范参数见表6。

表6 国产焊材/进口焊材规范参数对比Table 6 Specification parameters comparison between home welding material and import welding material
2.2.6 施焊过程及焊缝成形对比
跟踪焊接过程,观察焊缝成形,两种焊材的焊缝成形美观,焊剂脱渣良好,整个焊接过程平稳。
2.3 焊后热处理
模拟件焊接完成后,进行ISR热处理,按照图3所示ISR热处理工艺曲线进行热处理。
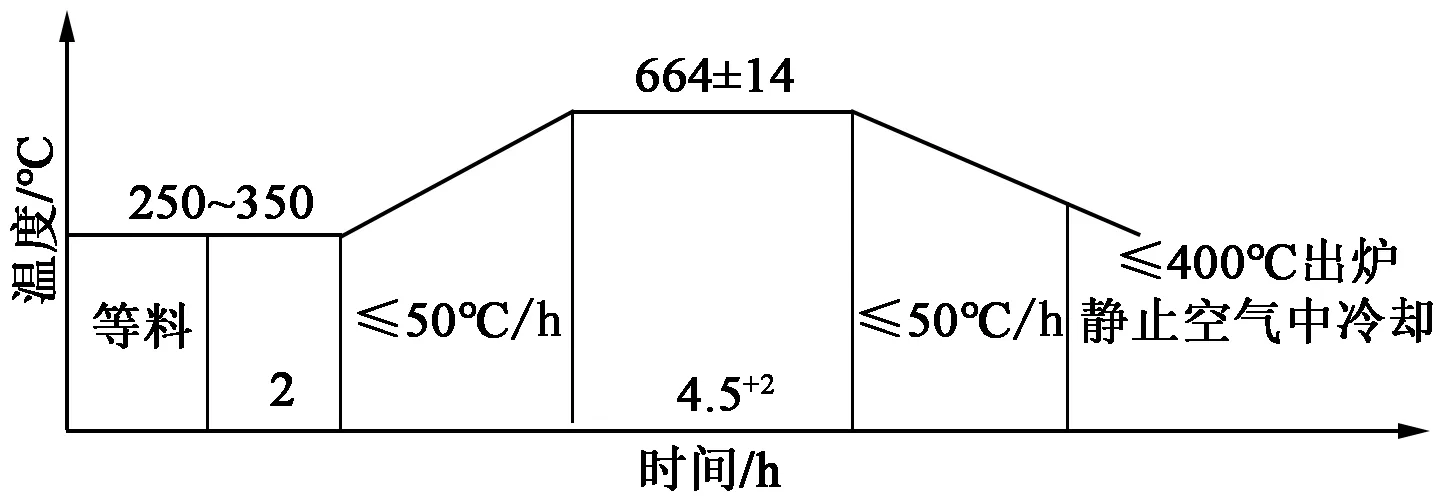
图3 ISR热处理工艺曲线Figure 3 ISR heat treatment process curve
2.4 ISR后无损检测
ISR热处理完成后,对两条纵焊缝分别进行TOFD、UT和MT检测,焊接接头TOFD检测按NB/T 47013.10《承压设备无损检测第10部分衍射时差法超声检测》进行,技术等级不低于B级,质量等级为Ⅰ级;焊接接头UT检测应按NB/T 47013.3《承压设备无损检测 第3部分:超声检测》进行,技术等级不低于B级,质量等级为Ⅰ级;焊接接头MT检测应按NB/T 47013.4《承压设备无损检测 第4部分:磁粉检测》进行,线性缺陷及圆形缺陷质量等级均为Ⅰ级;同时按照API 934附录A的要求,对所有焊缝采用TOFD进行再热裂纹检测。
以上无损检测结果均合格,未发现再热裂纹。
2.5 进炉进行Min.PWHT
最终焊后热处理模拟反应器产品制造工艺要求进炉整体进行705℃×8 h焊后热处理,按照工艺曲线图4所示。

图4 Min.PWHT热处理工艺曲线Figure 4 PWHT heat treatment process curve
2.6 PWHT后无损检测
整体热处理后,对筒体纵环焊缝进行UT和MT检测,按照NB/T 47013标准,结果均为I级合格。同时按照API 934附录A的要求,对两条纵缝采用TOFD进行再热裂纹检测。
以上无损检测结果均合格,未发现再热裂纹。
2.7 焊接接头硬度检测
焊接接头无损检测后,对两条焊缝分别进行接头三区硬度检测,每一部位测量三点,具体检测结果见表7。

表7 模拟件焊接接头表面硬度检测结果Table 7 Surface hardness detection results of simulative piece weld joint
3 纵缝试样检测结果
3.1 焊缝熔敷金属化学成分分析
对焊缝区熔敷金属,采用室温焊缝圆棒拉伸试样的断裂试样上(T/2处)取样,进行焊缝金属的化学成分分析,杂质元素检测结果见表8。
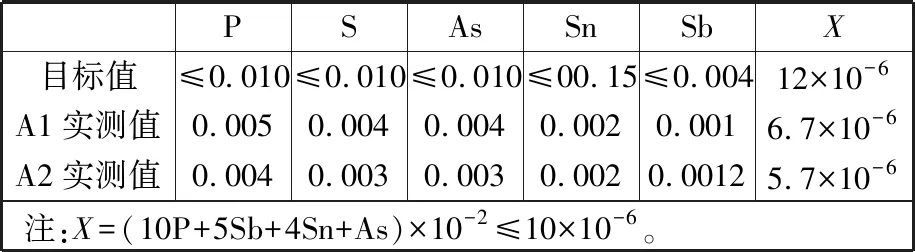
表8 熔敷金属化学成分(质量分数,%)Table 8 Chemical compositions of cladding metal (mass fraction, %)
由检测结果可知:国产焊材与进口焊材的熔敷金属化学成分相近,国产焊材中对杂质元素P、S、As、Sn、Sb的控制水平与进口焊材相当。同时,经过计算,X系数(评价焊缝金属的脆性系数)良好,两种焊材均能满足技术条件要求。
3.2 力学性能试验检测结果
A1、A2焊接接头经Min.PWHT和Max.PWHT后横向弯曲试验结果见表9。

表9 A1、A2焊接接头弯曲试验结果Table 9 Bending test results of A1 & A2 weld joints
A1、A2焊接接头经Min.PWHT后焊缝及热影响区的抗回火脆化步冷试验结果见表10。

表10 回火脆化敏感性评定试验结果(单位:℃)Table 10 Estimation test results of temper embrittlement sensitivity(Units:℃)
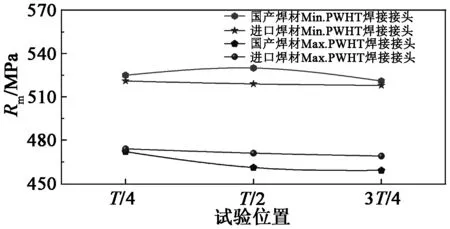
A1、A2焊接接头经Min.PWHT及Max.PWHT后拉伸试验检测结果见图5。

图5 全断面板材接头拉伸试验结果Figure 5 Joint tensile test results of plate with full fracture surface
(a)Rm
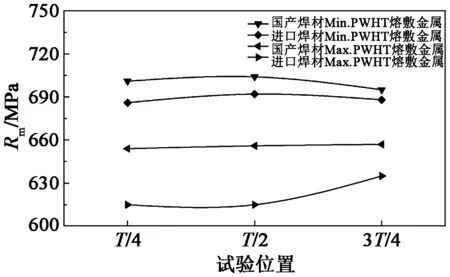
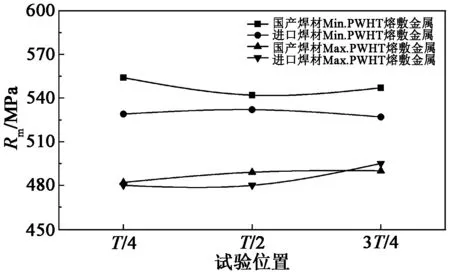
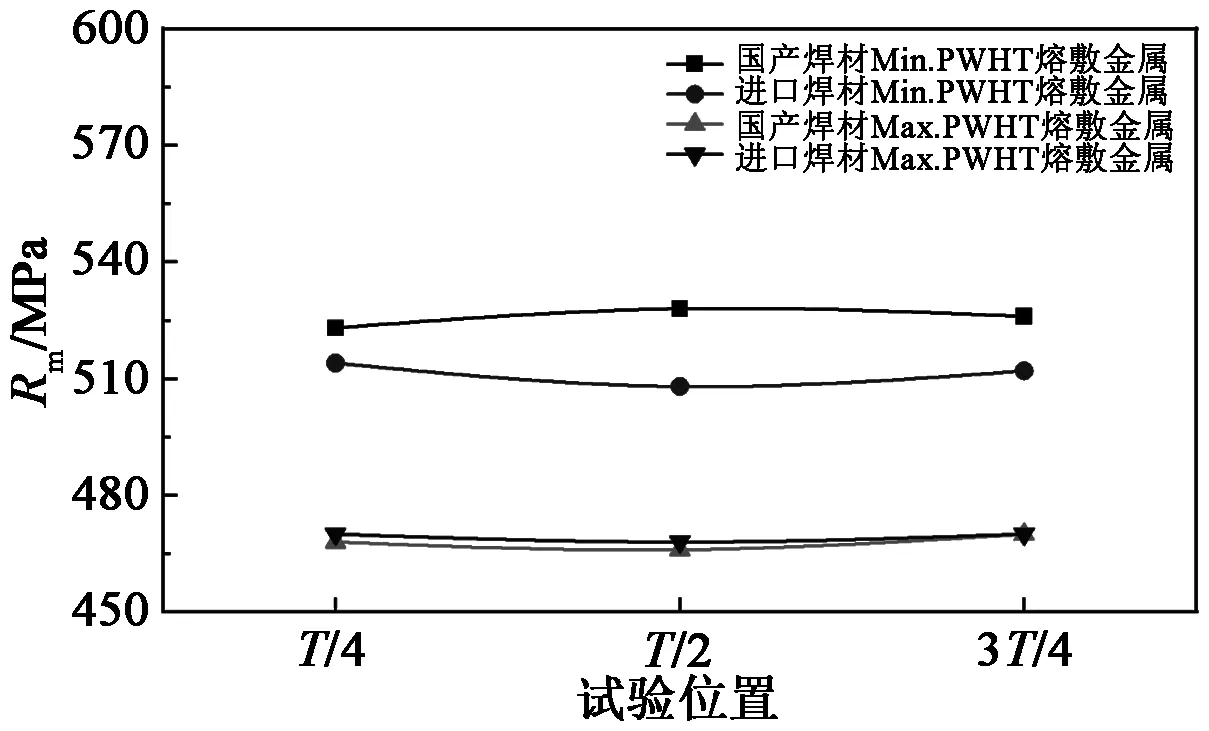
A1、A2熔敷金属经Min.PWHT及Max.PWHT后常温拉伸试验检测结果见图6,不同高温拉伸试验检测结果见图7、图8。
(a)Rm
(a)Rm
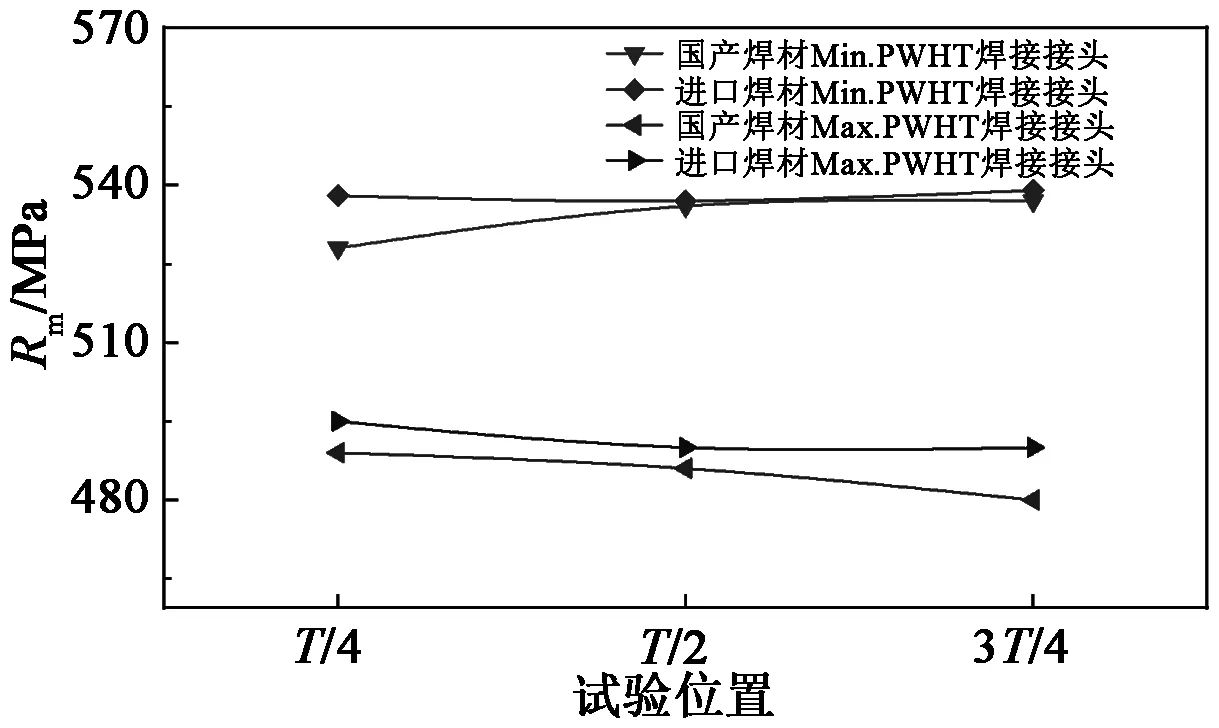
A1、A2焊接接头经Min.PWHT及Max.PWHT后不同高温拉伸试验检测结果见图9、图10。
A1、A2焊接接头经Min.PWHT及Max.PWHT后-30℃夏比冲击试验KV2检测结果见图11。
从图5可以看出,虽然国产焊材的强度偏下一些,但不管进口焊材的接头还是国产焊材的焊接接头,其抗拉强度都能满足母材抗拉强度要求范围;进口焊材的A2焊接接头在Min.PWHT及Max.PWHT两种状态下的抗拉强度均高于国产焊材的强度约40 MPa,Max.PWHT状态下的抗拉强度与国产焊材A1的焊接接头Min.PWHT状态下的抗拉强度相当。
(a)Rm
(a)Rm
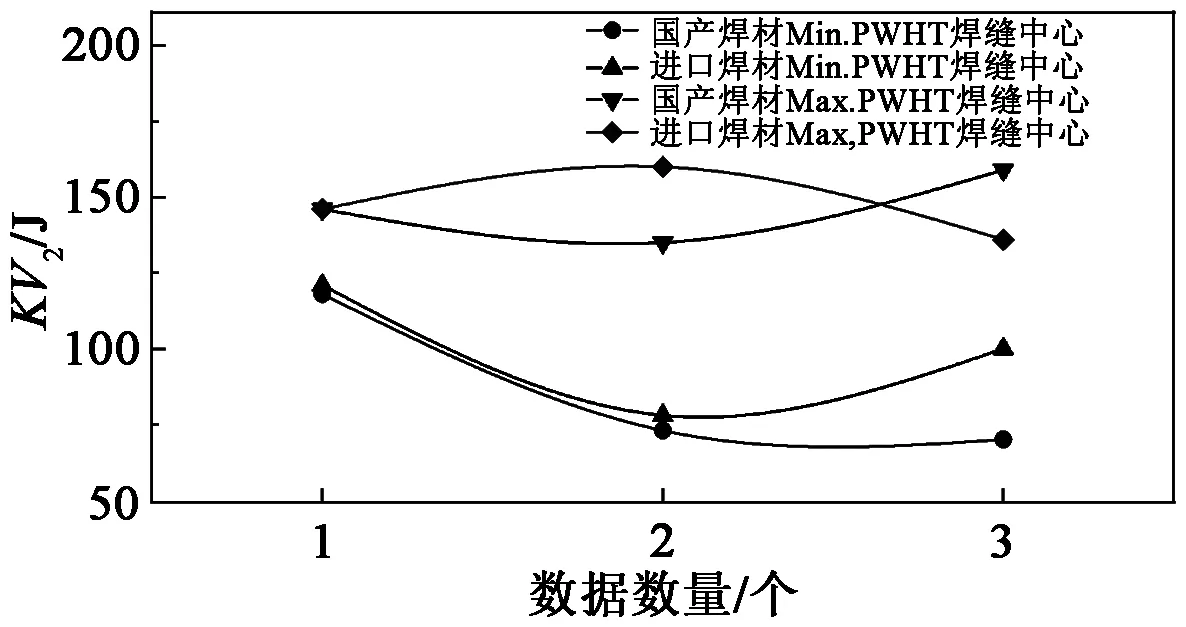
(a)焊缝中心
从图6~图10可以看出,国产焊材的熔敷金属和焊接接头在Min.PWHT及Max.PWHT两种状态下的室温抗拉强度和屈服强度均高于进口焊材的强度;国产焊材的熔敷金属在Min.PWHT状态下的454℃及482℃高温强度高于进口焊材的强度,但在经历Max.PWHT后的454℃及482℃高温强度仍能与进口焊材的高温强度相当。
从图11可以看出,焊缝中心的-30℃低温冲击韧性随着保温时间的加长,逐步向好的方向发展,而热影响区因受焊缝和母材影响,其-30℃低温冲击韧性要优于焊缝。
从表10可以看出,A1、A2焊接接头经Min.PWHT后焊缝及热影响区的抗回火脆化步冷试验结果均小于0℃,热影响区抗回火脆化能力优于焊缝。
整体来讲,国产焊材和进口焊材焊接过程自动脱渣、成形美观、工艺优良,焊接接头及熔敷金属的室温和高温强度均能满足2.25Cr-1Mo- 0.25V钢制加氢反应器技术要求。
4 结论
(1)采用加氢反应器用2.25Cr-1Mo- 0.25V锻件厚壁模拟件筒体,制备两条纵缝,分别采用国产焊材和进口焊材进行焊接,对经过ISR及PWHT热处理后的焊缝进行无损检测及再热裂纹检测,未发现超标缺陷。
(2)从模拟件上分别进行的国产焊材和进口焊材的焊接过程对比来看,国产焊材在焊接过程中同样具有良好的电弧稳定性、焊缝成形、脱渣、搭接、熔合等焊接工艺性特征,焊接工艺性良好,成形和脱渣等性能均与进口焊材相当。
(3)从模拟件解剖后进行的性能检测结果可知,国产焊材和进口焊材在相同的焊接参数和热处理条件下:化学成分相近;各项力学性能、弯曲试验合格;焊缝中心及热影响区的回火脆化敏感性评定结果良好,回火脆化敏感性低。
综上所述:国产焊材和进口焊材在相同的焊接参数和热处理条件下,焊接工艺性稳定、良好,各项技术指标与同类进口焊材相当,能够满足2.25Cr-1Mo-0.25V钢锻焊加氢反应器技术条件制造要求。
