动车组车轮轮辋相控阵超声探伤成像优化研究
2022-01-07穆鑫
穆 鑫
(中国国家铁路集团有限公司 机辆部, 北京 100844)
车轮是列车走行部的关键部件,受制造工艺、运行环境等因素的影响,服役期间易产生各类疲劳缺陷。当裂纹源在轮辋浅层时,多形成剥离;若裂纹源埋藏在轮辋内部且发展到较大尺寸后,会快速扩展到轮辋侧面或踏面,如未及时发现会造成车轮“掉块”甚至“崩轮”,危及行车安全[1]。
目前,我国动车组定期在线探伤和定期落轮探伤主要采用常规超声与相控阵超声组合探伤技术[2],参照TG/CL 287—2013《和谐系列动车组车轮超声波探伤规定》执行。常规超声探伤时通常采用固定入射角,相控阵超声技术可以实现多波束和多聚焦点的综合覆盖,探伤范围更广,可以提升检测效率[3],但常规超声和传统相控阵电子扫查均存在近场盲区,难以清晰呈现轮辋内部裂纹的几何尺寸、形态等。
本文以动车组车轮轮辋缺陷为研究对象,利用相控阵超声全聚焦算法(Total Focusing Method, TFM)优化缺陷成像效果,并通过仿真和对比试验进行论证。
1 超声全聚焦成像技术
1.1 全聚焦成像的发展
21世纪初Holmes 等[4]提出的基于全矩阵捕获(Full Matrix Capture,FMC)数据的全聚焦成像算法,已具有较高的超声成像分辨率。相较于常规相控阵超声,全聚焦算法成像精度明显提高,可以解决微小缺陷形态特征识别不足的问题,逐渐成为相控阵超声检测领域的研究热点[5]。算法研究主要围绕提升成像分辨率、成像速度和对工件的适应性等方面展开,如,Deutsch 等[6]提出一种基于全聚焦方法和声波模式转换的多波模式组合全聚焦成像检测方法,可以进一步提高成像分辨率;胡宏伟等[7]提出一种基于稀疏阵列的两层介质超声相控阵全聚焦成像算法,可以大幅提高成像速度;Robert 等[8]提出一种基于全矩阵数据的自适应相控阵超声成像方法,适用于检测不规则表面样品;Hunter等[9]提出一种基于频域全聚焦的波数算法,可以提高计算速度与成像质量。近年来,王冲等[10]建立了基于固体指向性补偿的超声全聚焦优化算法,对大偏角缺陷的成像幅度补偿效果更好,检测灵敏度更高,扩展了全聚焦算法的检测范围。Mineo等[11]介绍了一种针对各向异性或不均匀材料计算超声射线路径的广义迭代方法,并实现了全聚焦成像。
随着电子技术发展和算法的不断完善,全聚焦成像已被广泛应用于航空航天、石油、船舶等工业领域,如,于朋等[12]采用HSTFM(一种TFM后处理算法)对焊缝试件下表面附近的平面类缺陷进行成像,测量出缺陷的尺寸信息;范学腾等[13]使用全聚焦算法对复合粘接结构脱粘缺陷进行检测;阙永彬等[14]研究通过全聚焦成像评价输气管线焊缝区内部缺陷高度的方法。
1.2 全聚焦成像机理
相控阵超声的全聚焦成像分为全矩阵捕获和全聚焦成像两个过程。FMC全矩阵捕获过程采用“单发全收”来获取数据,见图1。对于阵元数为N的相控阵探头,从阵元1开始依次激发信号,每次激发后,所有阵元全部接受信号,直至第N个阵元完成激发,所有阵元接受信号完毕。采集完成后,共可以获取N2组数据信号,将其储存在一个二维矩阵里,可以获取包含所有采集信号的矩阵e(t,xi,xj)[15],exixj(t)为第i个阵元激发、第j个阵元接收到的信号,i,j=1,2,…,N。
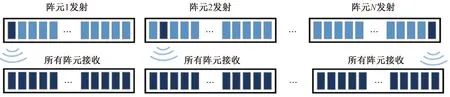
图1 FMC激发和接收示意
i,j=1,2,…,N
( 1 )
TFM成像原理见图2,在相控阵探头扫查平面内定义一个虚拟的TFM成像区域,将TFM成像区域网格化,每一个网格点的声波幅值I(x,z)为FMC数据对应位置的幅值叠加。

图2 TFM算法聚焦示意
( 2 )
式中:tij(x,z)为声波从阵元i发射到点(x,z)并从该点返回阵元j所用时间。
( 3 )
式中:xi和xj为发射和接收阵元的横坐标;c为超声波在被测区域中的传播速度。
上述过程中,单阵元激发时较小的孔径可以减小近场盲区且有利于声束扩散,多阵元接收可以更全面地接收目标点信号,因而,全聚焦成像相较于传统成像方法能更有效地获取到裂纹的走向。
2 动车组车轮轮辋缺陷全聚焦成像仿真
采用有限元方法对动车组车轮轮辋缺陷进行线性扫查、扇形扫查和TFM成像仿真。基本思想为将模型分割成有限个简单又相互作用的小单元,对这些小单元按照物理规律依次求解分析,综合所有结果得到整体模型的求解。基本流程为几何建模、设置材料属性、设置接触面、网格划分和调用求解单元等[16],见图3。
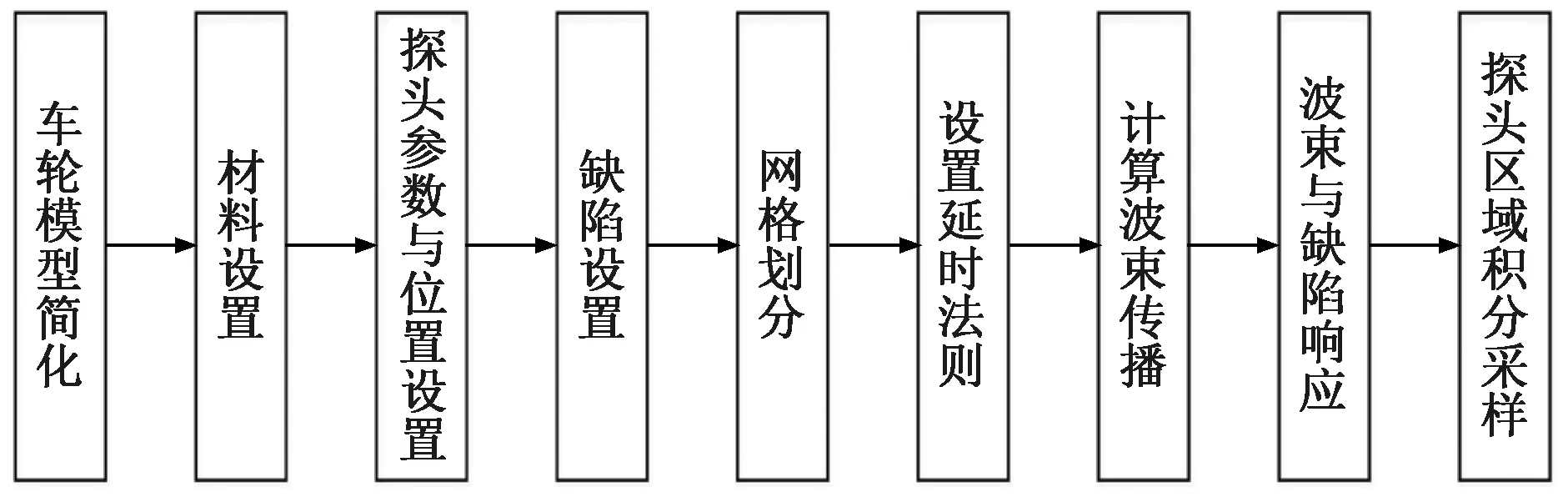
图3 车轮探伤有限元仿真流程
根据轮辋内部周向裂纹的特点,将缺陷设置为轴向倾斜30°、直径12 mm的圆盘形,位于车轮滚动圆以下25 mm。采用沿轴向布置的5 MHz、64阵元线阵(相邻阵元中心间距为0.6 mm)相控阵探头对缺陷分别进行线性扫查、扇形扫查和TFM检测成像仿真,见图4。
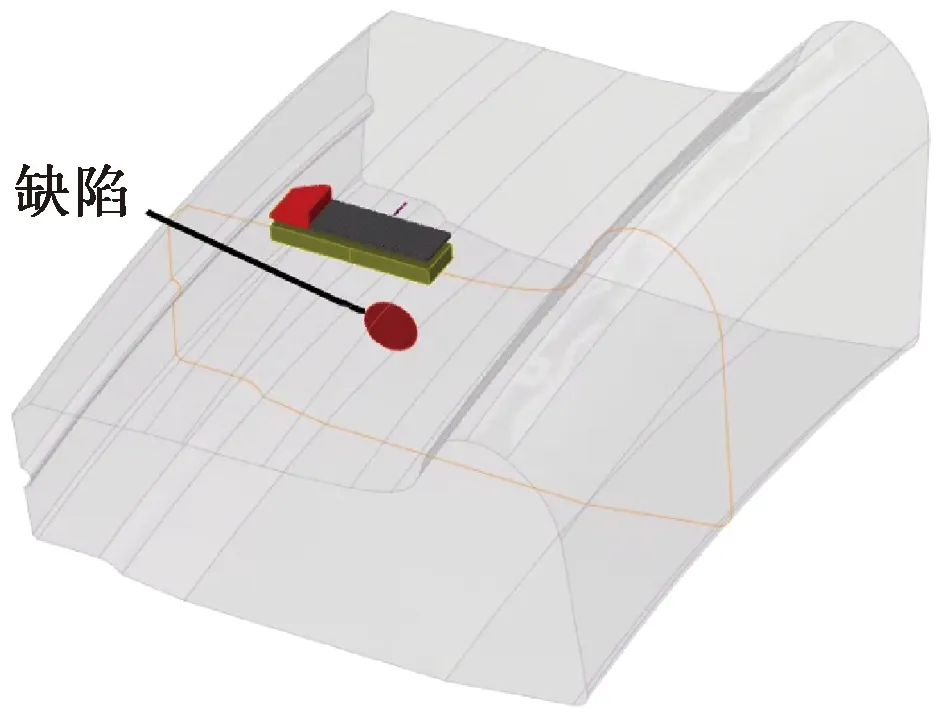
图4 仿真模型
线性扫查时,采用16阵元为一组依次激发0°纵波,成像结果见图5(a),圆盘形缺陷的上、下端点信号强,中间区域的回波幅值弱,易将该缺陷误判为两个危害较小的相邻点状缺陷;相控阵扇形扫查时,激发-45°~45°纵波,结果见图5(b),也仅能看到缺陷上、下两个端点信号。TFM成像结果见图5(c),与线性扫查和扇形成像结果相比,TFM成像较好地还原了缺陷走向,并可以通过光标测量出缺陷的水平长度和垂直高度,分别为10.9、6.4 mm,进而计算出缺陷与垂直方向的倾角为59.6°,与水平方向的倾角为30.4°,与设定倾角值30°相比仅相差0.4°。
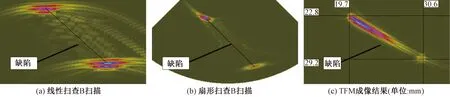
图5 轮辋内部缺陷仿真结果
3 车轮轮辋缺陷全聚焦成像对比试验
3.1 试块验证
采用与仿真模型相同的线阵相控阵探头对定制试块上深度15 mm、45°斜向刻槽进行线性扫查、扇形扫查和TFM成像,见图6。线性扫查仅能够显示刻槽上、下两个端点,若缺陷形态未知,则易判定为两个相邻的点状缺陷,见图7(a);扇形扫查在上、下端点和缺陷中间位置均有较强的回波信号,但缺陷形态变形很大,难以准确识别缺陷类型,见图7(b);TFM成像准确地还原了45°斜向刻槽的形态和走向,为缺陷判定提供了更准确的结果,见图7(c)。此外,在线性扫查和扇形扫查结果中均有较大近场盲区,而TFM成像盲区范围较小,与仿真结果相符。缺陷尺寸测量一般采用端点峰值法或相对6 dB法,本试验选取端点峰值法测量缺陷尺寸。不同检测方式下得到的缺陷长度及其测量误差见表1,其中线性扫查测量误差最大,扇形扫查对缺陷整体长度的测量较为准确,但综合考虑竖直高度和水平长度测量值后,TFM更具优势。

图6 45°人工裂纹检测及其成像区域(单位:mm)

图7 45°人工裂纹成像结果(单位:mm)

表1 线性扫查、扇形扫查和TFM缺陷测量值及误差
3.2 实车缺陷轮测试
将频率7.5 MHz的64阵元相控阵探头沿轴向放置于车轮踏面,分别采用线性扫查、扇形扫查和TFM实现车轮轮辋内部裂纹成像。该缺陷在距踏面深度约25 mm处萌生,然后向车轮内侧和外侧同时扩展,呈“S”形,见图8。
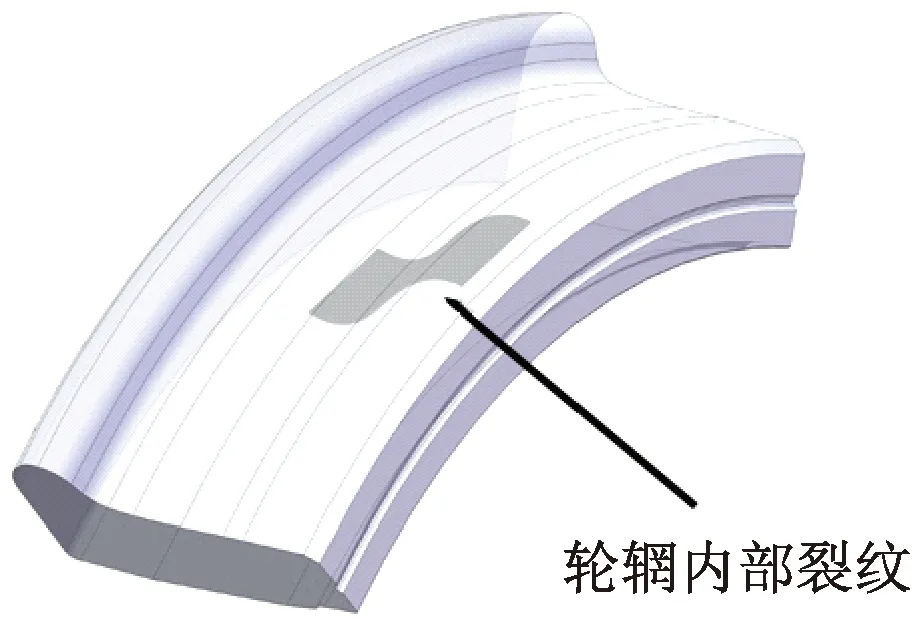
图8 轮辋内部裂纹形态示意
线性扫查结果见图9(a),从其水平包络图中可以看出,探头与轮辋接触面10 mm范围内存在较强始发波,最大幅值超过100%;缺陷呈现上,仅在裂纹与轮辋表面平行的区域有较高回波,其他位置回波幅值均在10%以下,难以准确判断裂纹扩展趋势。扇形扫查结果见图9(b),因裂纹中部倾角与超声波声束角度近似垂直,探头接收到了较强的反射回波,但却未能显示出裂纹两端近似水平的部分。

图9 线性扫查和扇形扫查成像结果
TFM成像见图10所示,在探头与轮辋接触面附近无明显检测盲区,且在水平方向和垂直方向的动态回波图中,裂纹所在区域幅值基本都超过了20%,其“S”形形态基本得到还原。

图10 TFM扫查结果
4 结束语
实现车轮缺陷的准确探测及监控对行车安全具有非常重要的意义。本文对比分析了相控阵线性扫查成像、扇形扫查成像和TFM算法成像在动车组车轮轮辋探伤中的效果。采用TFM成像算法后可以减小近场区盲区的影响,更好地还原轮辋内部缺陷真实形态,为监测缺陷扩展趋势、预测车轮剩余寿命提供更为准确的依据。
