一种短流程斜轧扩径管机组工艺流程研究
2021-11-30畅兴刚刘劲松
畅兴刚,刘劲松
(1.太原重工股份有限公司,山西 太原 030009;2.山东聊城中钢联金属制造有限公司,山东 聊城 252000)
斜轧扩径机组是小直径无缝钢管利用斜轧法来生产大直径薄壁无缝钢管的一种生产设备[1],通常其生产工艺流程由两部分组成:第一部分先用实心坯料经加热炉、穿孔、轧制、定径、矫直、定尺(切头尾),轧制成坯管;第二部分再将坯管加热、斜轧扩径、均整、定径、矫直、定尺,形成最终的成品管。传统斜轧扩径工艺流程为:实心坯料→环形加热炉加热→穿孔→轧制→定径→矫直→管坯→加热炉加热→斜轧扩径→均整→定径→矫直→成品管入库。
传统斜轧扩径工艺生产的成品管由于工艺复杂,工序比较多,造成能耗较高,成本居高不下。为了降低生产成本,提高生产效率,太原重工有限公司经过理论分析,设计出一种新型的短流程斜轧扩径工艺生产线,该生产线将穿孔机穿出毛管直接作为坯管进行斜轧扩径轧制,通过优化的工艺方法,节约了6道加工工序。该生产线在印度JINDAL(金达莱)集团和山东聊城中钢联金属制造有限公司应用并获得了阶段性成功。本文将介绍短流程斜轧扩径机组及其工艺流程。
3)光谱分析与地类光谱样本库的建立:光谱分析需将基年土地利用现状图形数据与融合影像套合叠加起来,值得注意的是,此时的融合影像应经过处理。
1 传统与短流程斜轧扩径机组对比
斜轧扩径机组生产的成品管主要应用于高压锅炉管、造纸辊等领域,其特点为大直径、中小壁厚,其径壁比目前最大可达60,普通斜轧管机无法满足轧制要求,为了实现该工艺,斜轧扩径机采用了大传动轴夹角布置(传动轴夹角60°)、小送进角(5°~7°)轧制来进行扩径,要满足扩径条件,坯管必须要进行大减壁,增大递送力,而进行大的减壁必然会造成内表面质量缺陷即内外表面螺旋深度大,这就对坯管有了更高的要求,故传统斜轧扩径机组的坯料为切头尾后的热轧成品管。
围绕“生态优、村庄美、产业特、农民富、集体强、乡风好”的总目标,5个村均制定了《特色田园乡村建设试点工作方案》,坚持问题导向,确立建设任务,排出了2018—2019年的具体建设项目。2018年8月,首批省级试点丹徒区世业镇3个村庄25个项目全部启动。
(3)将斜轧扩径机的顶头辗轧段加大了0.3%,其内表面螺旋深度有了比较明显的改善;
甲洛洛看着很多人挤在柜台前,等待着西西称盐和白糖,西西忙得不可开交,小丁在边上帮着忙活。有几次西西艰难地搬动着两百斤的盐袋,他想上前帮帮忙,可这念头还没理清是否可行,嘎绒就出现了,出现得那么及时,好像他的工作就是西西需要帮助时搭上一手。
(1)毛管壁厚偏差控制。毛管的壁厚偏差过大会造成轧制力的波动,加深内螺旋的深度,影响内表面质量;
(1)提高了对管坯垂直度的要求,由原来的2°提高到1°要求,减少了斜尾产生的可能性;
(2)将斜轧扩径的减壁量增大,最大减壁率达到了45.6%;
(3)毛管尾部的斜尾状况会影响到轧制。如果毛管尾部斜尾超过直径的1/3,斜轧扩径轧制时尾部斜尾轧空,无法形成轧制力而造成尾部轧卡;
(4)增大坯管来料厚度,相当于加长了一次咬入段的长度,增大了咬入力和脱出力,保证了钢管的咬入和降低了脱出时的包尾几率[3-9]。
所以,常规工艺采用二次加热的工序,且坯料采用轧制后的成品管,一方面避免钢管由于温度不足造成缺陷,另一方面坯管精度的提高也降低了设备的故障率,提高了产品的质量;而这些也造成了传统斜轧扩径生产线产品成本居高不下。
2 短流程斜轧扩径工艺设备
短流程斜轧扩径机组是一种新型的斜轧扩径生产线。为了实现穿孔机毛管能够顺利咬入斜轧扩径机,在生产线设备上进行了如下优化:实心坯料→环形炉加热→穿孔→斜轧扩径→均整→定径→矫直→成品管入库。
2.1 坯管的优化
由于斜轧扩径机对管坯要求较高,所以管坯质量的改进对整个斜轧扩径机组有着重要的意义,对坯管进行了如下优化:
(2)毛管的头尾壁厚偏差控制。毛管穿制时,会存在头尾偏差,这种偏差在斜轧扩径轧制时会使斜轧扩径减壁量头尾不一致,导致尾部轧制力变小,出现尾部缩口,造成后卡;
(2)在总变形量不变的情况下,适当加大了坯管壁厚,即增大了斜轧扩径机的减壁量,降低了壁厚不均的百分比;
(3)调整穿孔机的工艺参数,使用大压下率、小前伸量轧制方法控制坯管的壁厚精度。
2.2 斜轧扩径机的优化
斜轧扩径轧制如图1所示。斜轧扩径机自身的优化是重中之重,从图1可以看出斜轧扩径机轧制时分为5个阶段,OC段属于导入段,CD为一次咬入段,DE为二次咬入段,EF为辗轧段,F后为脱出段。导入时,钢管受压缩利用辊道递送力进行前进;一次咬入时,轧辊和顶头挤压钢管产生轧制力,受送进角[2]影响开始轧制;二次咬入是在一次咬入的前提下进行减壁扩径;辗轧时,钢管壁厚在此进行充分辗轧并均壁;脱出时顶头尾部设置有平整段,保证了壁厚的均匀性。

图1 斜轧扩径机轧制示意
为减小轧卡和内螺旋深度,顶头优化如下:
(1)导入段适当加长,加大咬入段距离,防止轧卡;
(2)增大一次咬入的斜度,降低一次咬入的减壁量,降低咬入力要求;
对企业基层党建政工工作的人员,要严格选择。首先要注重工作人员的综合能力,需要党建政工工作人员的政治思想觉悟高,同时自身的道德素养也要十分优秀,同时思想政治教育的能力也要强。通过对现有基层党建工作人员进行有效培养,每年分层分批对党务政工干部进行轮训,增强他们的工作能力,锻炼他们的专业素质,提升他们的工作热情,使他们积极参与到基层党建工作中。加强党务政工干部与经营管理干部轮岗,注重从党务政工干部中选拔培养经营管理干部,畅通党务政工干部成长通道。
(4)斜轧扩径机组参与轧制变形的设备较多,且轧制速度较慢,对轧制也有着比较大的制约。钢管流程长,轧制时间长使得钢管在生产线上的温降比较大,靠后工序的轧制设备轧制力能变化较大,从而使得金属变形时出现缺陷。
2.3 加热机制的优化
短流程斜轧扩径机组由于采用1道加热工序代替原2道加热工序,导致钢管在生产线流程中温度散失而得不到补充,故需要在均整机前进行补热才能生产出合格的成品管。其温度曲线如图2所示。从曲线中可以看出,穿孔机和斜轧扩径机均为升温轧制,但由于其纯轧制和辅助时间较长,导致其出口温度下降,尤其是斜轧扩径机组,其温降最高可达150℃,这对均整机咬入和轧制造成较大的困难。所以在斜轧扩径机后应该增加一个感应式再加热装置来实现钢管的补温。
(3)增大辗轧段长度,使辗轧更充分,使内螺旋深度降低;

图2 斜轧扩径机组中穿孔和斜轧扩径时间-温度曲线
3 研究实例
根据理论的探讨和研究,在印度JINDAL集团实施了该方案,以Φ406 mm×9.53 mm规格,20材质的钢管进行了试验。Φ406 mm×9.53 mm斜轧扩径机组各机组工艺分配参数见表1。
在某些情况下,药学工作者希望能够将现有的HPLC分析条件快速转换成为UPLC分析条件,或者将现有的UPLC分析条件快速转换成为HPLC分析条件,分析参数的快速转换极大地拓宽了UPLC的实际应用。UPLC与HPLC的分离原理相同,故互相之间的色谱参数转换比较容易和方便。目前有关UPLC与HPLC分析参数的相互转换在国外研究较多[2-4],国内研究相对较少[5-6]。

表1 Φ406 mm×9.53 mm钢管斜轧扩径机组生产工艺参数 mm
(1)将坯料要求提高后,尾端的斜尾明显减少,减少了10~15 mm;
产生这种问题的主要原因在于:首先是部分民警存在着工作惰性、“有罪推定”以及审批的形式主义。客观上由于警务工作的繁忙,造成了民警存在着工作的惰性,而继续盘问制度恰恰能够延长对相对人的询问时间,因此,在实际工作中会出现将相对人带至公安机关后即将其放至候问室,而不能及时询问查证的现象。其次,民警主观上往往会对相对人进行“有罪推定”,在没有确凿的证据证实相对人存在违法犯罪嫌疑时,往往会采用拖延时间的办法限制其人身自由,故意延长询问查证的时间。最后,对于内部继续盘问时限延长的审批,有审批权的部门往往只是在形式上予以审查,对是否符合延长时限条件,是否存在着符合延长时限的情形并没有作实质上的审查和监督。
短流程斜轧扩径机组采用穿孔后毛管作为斜轧扩径机入口坯管,对穿孔后毛管要求较大:
首先,根据员工不同的年龄和文化基础、操作技能,划分为关键员工和普通员工,并对不同层次的员工采取培训侧重点不同的培训形式,从工作实用性出发,最终达到关键员工一人多能、技能快速提高,普通员工基本功扎实、技能逐级提高的培训效果。
(4)测量了再加热炉在开关两种状态下的钢管温度,见表2。

表2 再加热炉在开关两种状态下的钢管温度 ℃
轧制后抽取这批钢管中的6支检查(表3)。采用改进后机组生产的钢管能够满足标准要求。
传统高校的思想政治教育工作,在互联网信息的冲击下逐渐暴露出一些问题。针对这一问题,学校可运用大数据思维通过对网络信息的处理,开展更为有效的思想政治教育。首先,针对课堂内容不丰富的问题,学校可通过分析将互联网中的热点话题提炼出来,再组织学生对其进行讨论,在讨论的过程中,教师应当把握住教学中的核心价值,对学生做出积极地引导,这样的过程可有效丰富教学内容,并将教学理论与学生的实际生活联系起来;其次,针对教学手段单一的问题,教师可转换教学主体,根据学生的心理需要,举办意识形态研讨会,通过这样的过程让学生更加关注主流意识形态的核心价值,同时通过学生的主动参与,使得教学过程更加具有吸引力。
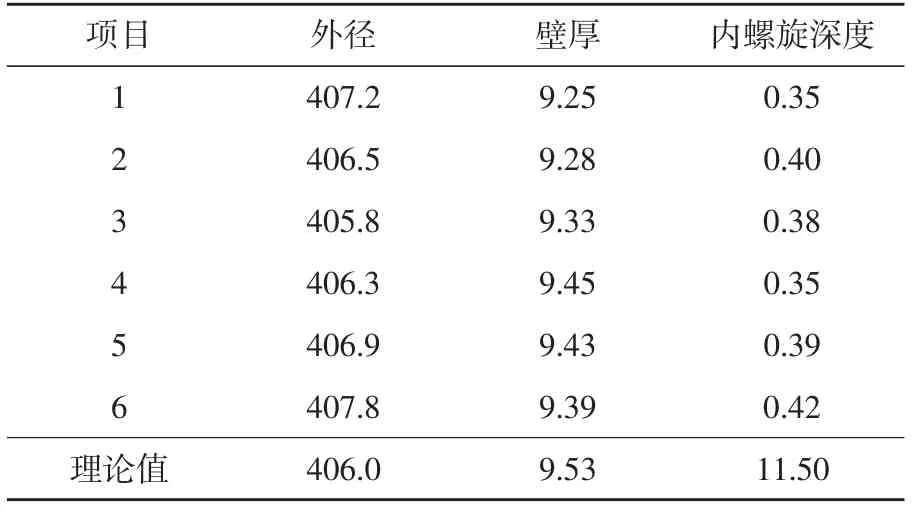
表3 Φ406 mm×9.53 mm钢管的测量值 mm
4 结 语
(1)通过提高坯料要求及合理分配变形参数,可以提高坯管的质量;
(2)通过优化和改进斜轧扩径机轧制工具及轧制参数,从提高质量后的穿孔机毛管能够直接进入斜轧扩径机进行轧制,且比较顺畅;
(3)通过优化斜轧扩径机顶头参数,可以明显改善斜轧扩径机生产出的钢管的内表面质量,降低内螺旋深度;
选购熟肉制品时,应检查外观是否出现“胀包”或破包;不要选择颜色过于鲜艳的肉制品。尽量少吃熟肉制品、加工肉制品。
(4)在斜轧扩径机和均整机之间增加感应式再加热炉可以明显改善由于温度过低造成的均整机轧制力能过大和轧卡现象;
(5)短流程斜轧扩径机组生产的钢管质量满足了使用要求,降低了生产成本,工艺是可行的。
