双丝气保焊技术在铁路货车制造中的应用
2021-11-19张兴松
张兴松
(武汉局集团公司武汉车辆监造项目部 湖北 武汉 430212)
NX70型平车中梁上、下盖板与中梁的长直焊缝,焊缝总长为32.4 m,焊脚尺寸8 mm,为了控制焊接变形,双边对称同时焊,平角位置焊接。传统自动气保焊工艺为单丝焊,采用2台单丝焊无法在节拍30 min内完成焊接,需要安装4台单丝焊机械手[1]。双丝MIG焊具有焊接速度快、熔敷效率高、熔深大、焊接质量好等优点,可减少机械手的数量,满足产线生产节拍的要求。为此,研究采用双丝气体保护焊技术替代传统的单丝气体保护焊技术,可显著提高焊接效率。
1 双丝气体保护焊简介
1.1 双丝MIG焊接概念
双丝焊为单面双弧焊接,即同时使用2根焊丝在较高的焊接速度、相同的气氛下熔化到同一个熔池中,完成一条焊缝的焊接方法,焊枪中双丝分为前丝和后丝,前、后丝同时引弧,协同工作,分别受2个独立的焊接回路控制,同一熔池中2个电弧互不干扰,如图1所示。

图1 双丝MIG示意图
1.2 双丝MIG焊接原理
当前丝一个周期时间后由峰值状态转为基值状态时,会向从机发出一个触发信号,使从丝电弧从基值状态转为峰值状态。经过一个周期后,从机又由峰值状态转为基值状态,此时从机又向主机发出一个触发信号,使主丝电弧从基值状态转为峰值状态,这样周而复始。确保每个电弧稳定地燃烧,而不互相干扰。
焊接示意图如图2所示。

图2 双丝MIG焊接示意图
1.3 双丝MIG焊接主要工艺优点
(1)焊接速度快,填充量大,熔敷效率高。前丝用于形成安全熔深,后丝快速填充,调节熔宽和焊缝,灵活调节、搭配。
(2)热输入小,减小材料变形。
(3)间隙桥接性好,有效地平衡材料公差。
(4)焊接过程自动化,与机械手集成系统智能化焊接。
2 双丝MIG焊接工艺及试验
2.1 低合金钢典型厚度双丝MIG焊接试件接头形式
采用t8 mmQ450NQR1钢板,直径1.2 mm的焊丝TH550NQ-Ⅱ,80%Ar+20%CO2保护气体,采用CMT Twin双丝自动焊进行焊接,通过对焊缝的表面质量、宏观、微观、硬度进行测试,分析双丝气保焊工艺用于角缝焊接的工艺性和焊接质量。
2.2 双丝MIG焊接试验工艺方法和工艺参数
采用双丝MIG焊接机械人系统,采用双丝MIG焊接技术施焊。焊接工艺参数如表1所示。

表1 双丝MIG焊接试验工艺参数
2.3 双丝MIG焊接试验试件检验内容
对低合金钢角接采用双丝MIG焊缝进行表面无损检测,试件按NB/T 47013.4进行100%磁粉检测(MT),合格级别Ⅰ级,检测结果合格。
对低合金钢角接采用双丝MIG焊缝取样进行金相分析,按GB/T 226、GB/T 13298进行金相检验,宏观金相如图3、图4所示,微观金相如图5所示。按GB/T 2654进行硬度检验,检测方法示意如图6所示。

图3 2019-24宏观金相
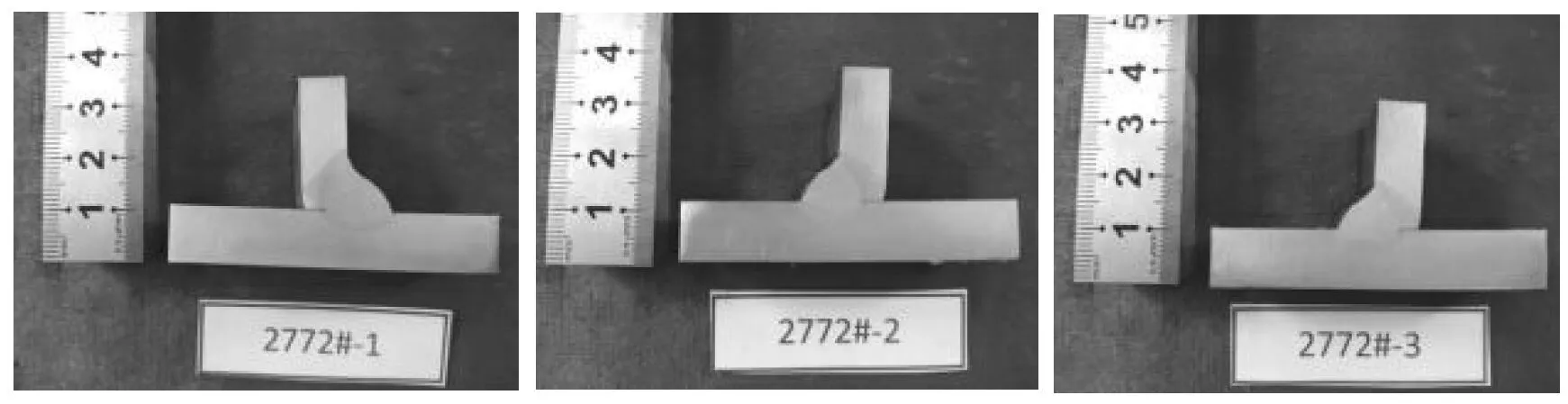
图4 2019-25宏观金相

图5 微观金相
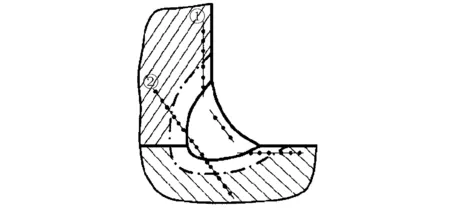
图6 硬度检测示意图
3 试验结果
3.1 低合金钢双丝MIG角焊的焊接工艺性能和焊接质量
完成双丝MIG焊接的焊件表面如图7所示。可以看出,上述规格低合金钢板角接焊缝可以实现双丝MIG焊接机械人系统焊接,焊接接头光滑美观,无超标的焊接缺陷。

图7 双丝MIG焊缝
低合金钢角接采用双丝MIG焊接机械人系统单道焊接完成,焊接速度600~800 mm/min时,焊脚尺寸K值达到8 mm。
3.2 低合金钢双丝MIG角焊的接头宏观金相
宏观金相结果,经肉眼观察无裂纹、无气孔、无夹渣、无未熔合和未焊透等缺陷。
焊缝根部熔合良好,熔深约2~4 mm。
3.3 低合金钢双丝MIG角焊的接头微观金相组织
从显微组织可以看出,焊缝区组织先共析粗大铁素体沿柱状分布,晶内存在贝氏体、珠光体、魏氏体组织,未发现明显的焊接缺陷和脆性相,具体结果如表2所示。
3.4 低合金钢双丝MIG角焊的接头硬度
双丝MIG焊接的角接焊缝硬度如图8所示,焊缝区、热影响区硬度值HV10最大值269,符合标准要求。

表2 金相组织试验结果
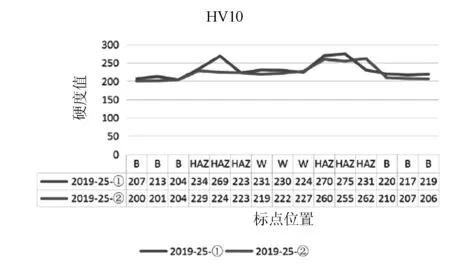
图8 焊接接头硬度
4 结果分析
综上所述,采用双丝MIG焊接机械人系统完成焊接的低合金钢角接焊件,能达到以下目标:
(1)角焊缝采用常用的Q450NQR1钢板,直径1.2 mm的实芯焊丝TH550NQ-Ⅱ,80%Ar+20%CO2富氩混合保护气体焊接,表面磁粉检测合格,截面宏观金相和硬度未发现异常,符合GB/T 19869.1标准对焊接工艺评定合格的要求。
(2)双丝单道焊,2F位置焊接,焊角尺寸K值达到8 mm以上仍成形良好,同时焊接速度达到600~800 mm/min,采用2台套双丝焊接系统同时焊接时,焊缝总长32.4 m,焊接时间20~27 min,满足中梁翻焊三工位NX70型平车中梁上、下盖板与中梁的长直焊缝工序焊接节拍30 min的要求。可以替代4台传统自动气保焊工艺单丝机械手焊接系统,提高了焊接速度和效率。
(3)低合金钢板角接采用双丝MIG焊接技术和双丝MIG焊接机械人系统进行焊接,主弧与从弧可进行灵活调节控制,双电弧之间无干扰,焊接同时起弧或分开起弧,电弧稳定,焊接过程安全可靠。
综上分析,采用如图9所示双丝气体保护焊系统,可以满足NX70型平车中梁上、下盖板与中梁的长直焊缝的焊接质量和产线节拍等技术要求。

图9 NX70型平车中梁盖板双丝焊接系统示意图
5 结论
通过试验证明,低合金钢角接采用双丝MIG焊接机械人系统完成焊接的焊件,表面磁粉检测合格,截面宏观金相、微观金相和硬度未发现异常。低合金钢板角接采用双丝MIG焊接技术和双丝MIG焊接机械人系统进行焊接,焊接接头性能均合格,该技术应用可行,可以在NX70型平车中梁上、下盖板与中梁的长直焊缝生产制造中应用,也可在铁路货车其他类似焊接接头上推广。
采用双丝MIG焊接技术和双丝MIG焊接机械人系统进行低合金钢板角接焊接,自动化程度高、生产效率高、成品质量高并稳定,生产过程安全可靠。