高速压制工艺对铁基粉末成形致密化影响规律
2021-11-13仇多洋
谷 曼,吕 刚,秦 强,仇多洋
(合肥学院 先进制造工程学院,合肥 230601)
0 引 言
粉末高速压制(HVC)技术是采用动态单向压制,通过液压机驱动重锤以2-30 m/s的速度高速锤击粉末,重锤产生的高频冲击波通过上模冲传递到粉末上,使粉末在20 m/s之内快速成形,HVC得到的成形坯密度高且密度分布均匀[1],国内外学者对其高致密化机理进行了大量研究。Azhdara[2]研究了不同颗粒大小分布的聚合物—聚酰胺粉末高速压制成形过程,得到预压制能有效的提高压坯密度,后续压制作用不大,采用松弛辅助压头装置能有效的降低粉末压出模具,提高粉末压坯的表面性能。邵明等[3]研究了机械蓄能式高速压制设备的高速压制试验,研究表明高速压制影响压坯密度的最重要因素为压制速度。Jonsén[4]对比分析了传统压制与高速压制两种粉末压制工艺,在相同压制力下,高速压制可获得较高的压坯密度,低的脱模力和径向弹性回复,更平滑的表面。闫志巧等[5]以Ti粉为研究对象,探讨了冲击能量、装粉量等对压坯密度的影响,而后又对不同粒径的Ti粉对压坯密度、最大压制力和脱模力的影响进行了研究。[6]Wang[7]用瑞典Hydropulsor Company生产的高速压制成形机研究了水雾化铁粉高速压制成形得到,随着速度的增加,压坯密度明显增大,认为压坯密度与冲击过程产生的冲击波有关。当冲击波大小和形状接近时,压制力的大小与速度成正比。而与径向弹性恢复、脱模力等参数无明显相关度 。[7]Souriou等[8]研究了高速压制成形在陶瓷粉末压坯中的应用,高速压制可有效提高压坯密度,添加过多的有机粘合剂反而降低压坯性能;而后又对比了铝粉末高速压制成形与传统的单轴压制成形,最大可达到11 m/s的压制速度。[9]Sethi等[10]对比了传统压制与高速压制,声速测量装置未检测到冲击波现象。在相同压力下,传统压制得到压坯密度高于高速压制。王爽等[11]利用离散单元法模拟了粉末高速压制成形过程中的应力传播过程,发现压力作用曲线有明显的弛豫现象。综上可知,高速压制成形过程中,压坯的致密化机理研究暂未有定论,仍需继续研究和探讨。
本文利用应变检测模块进行试验过程的应变数据采集,采用冲击锤实验方法研究粉末高速压制成形。该研究主要通过三个途径:一是利用应变检测模块和数据采集软件Labview进行高速压制成形过程中的应变数据采集;二是通过不同高度下采用单向压制冲击、浮动阴模冲击和两次单向压制冲击三种工艺进行高速压制成形试验,并分析对比其模具变形、脱模力及对压坯的相对密度、硬度的影响;三是通过粉末成形压坯表面微观结构分析高速压制成形粉末的致密化规律。
1 实 验
材料为粉末铁基合金Distaloy4600A,图1为其颗粒形貌,表1为具体成分,表2为颗粒粒度分布。采用单向压制冲击、浮动阴模冲击和两次单向压制冲击等三种不同工艺形式,研究对比不同工艺下材料高速压制的有效性。不同冲击高度(如表3)进行压制。根据公式E=mgh,可得冲击能量大小;根据公式计算冲击锤速度大小,式中:m—冲击锤质量;g—重力加速度;h—冲击锤高度。现选用62.14 kg的冲击锤,铁基合金Distaloy4600A粉末装入量为4.0 g。采用Mitutoyo AVK-C1硬度计对压制样品进行硬度测试。

图1 Distaloy 4600A颗粒形貌

表1 Distaloy 4600A成分表(重量百分比)

表2 Distaloy 4600A粒度分布表

表3 冲击锤三次实验高度表
为保证润滑层的均匀性,采用喷涂型的硬脂酸锌润滑剂均匀喷涂在模具表面。采用数据采集软件Labview对试验过程的应变进行测量,扫描频率为10 000/s。通过8个设置在不同位置的应变片进行应变信息采集,分别是安装在上、下压头的上下压头压制力采集点,及6个在阴模外壁上的不同高度值的径向压制力采集点,以保证应变信息采集完整。
2 结果与分析
图2为冲击锤高度为0.127 m时模具变形图,对第一次冲击分析结果可见:压坯变形明显,受较大冲击应力,粉末产生明显压缩;冲击锤因冲击力的作用下产生相应的弹性变形致使外力去除后产生多次反弹,因此发生多次冲击现象。根据冲击锤高度设定的不同的实验结果发现:反弹产生的后续冲击的冲击能量大小与冲击锤的高度密切相关,高度越高,冲击能量越大。根据图2分析结果可知,在冲击锤高度H1=0.381 m和,H2=0.127 m进行冲击时,第一冲击能量大小基本相等,综上分析,粉末变形大小的影响主要是发生在反弹产生的二次冲击或者三次冲击过程中。
由图2可知,双次单向打击上模冲的应变与单次打击未发现明显不同,而阴模应变出现不同,主要表现为:与第一次打击相比较,阴模在第二次打击时应变出现明显变大的现象,分析两次打击时的粉末致密度可知:粉末在第一次打击时,颗粒之间分布较为松散,此时密度值较小,泊松比低,而径向应力也低。一次打击后,压坯密度值显著增大,同时泊松比提高,相应的径向应力也显著增大。通过分析不同打击阶段的的冲击波形可知:二次波相较于一次波有较大的提升,如图2所示。综合分析可知,产生此现象的原因主要是压坯密度提高后更能有效地传递压力。

a)冲击锤高度0.127 m时模具变形图
图3~图6为浮动阴模冲击过程的模具变形图。由图3和图4可知,上、下模冲在冲击过程中产生的变形大小无明显差别,形成此现象的主要原因是浮动阴模在压制粉末的过程中有效的减小了摩擦产生的影响,因此,冲模上、下压头产生的压制力大小基本相等。如图5所示,当冲击锤高度较低时,冲击高度为0.127m时,浮动阴模上模冲变形应变量ε=0.001504,比相同高度单向冲击时的应变量(单向冲击时应变量ε=0.001828)要小17.7%,主要原因由于是采用浮动阴模时降低了摩擦的影响。但随着冲击锤高度的增加,该影响逐渐降低,当冲击锤高度达0.508m,浮动阴模上模冲变形与单向压制基本相同,如图2c和图6 所示。

图3 冲击锤高度0.127 m时模具变形图

图4 放大图3第一次冲击图
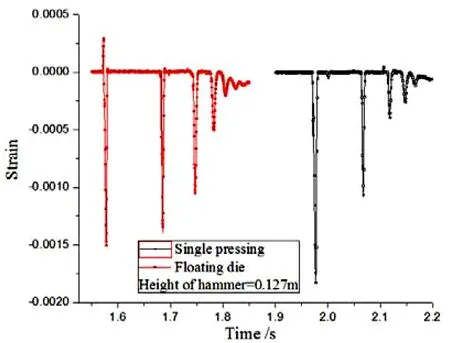
图5 单向和浮动阴模冲击上模冲应变变化图

图6 冲击锤高度对模冲影响
图7和图8为单向冲击和浮动阴模冲击在不同冲击锤高度下的脱模力变化图,由图可知,当冲击锤高度H1=0.127m时,两种不同方式下的脱模力表现为:在脱模的初期阶段,脱模力出现快速增加的现象,增大到相应峰值后,出现快速下降,接着慢慢稳定,变化平缓,最后出现急速降低,持续到压坯完全脱模。但当冲击锤高度H2=0.381m和H3=0.508m时,脱膜力的变化形式出现显著不同,在脱模的初期阶段,脱模力出现快速增加的现象,与冲击锤高度H1=0.127m时现象基本相似,不同之处是当脱模力快速下降后,出现逐步增大的现象,分析可知,产生这种变化的主要原因与摩擦密切相关。在脱模初期,粉末压坯和阴模内壁产生脱离必须有一定的启动力,在有摩擦的情况下,启动力与摩擦力相比要稍大一些。之后的脱模力增大的主要原因是:冲击锤高度H越大,产生的相应压制力也同步增加,而压坯的密度也相应增大,泊松比也增大,导致径向压力同时提高,压制完成后,压坯内部的残余应力增加,脱模力同时显著加大。另外,润滑层由于压制过程中随着压制力的逐渐变大,造成润滑实效,难以产生降低摩擦的作用。
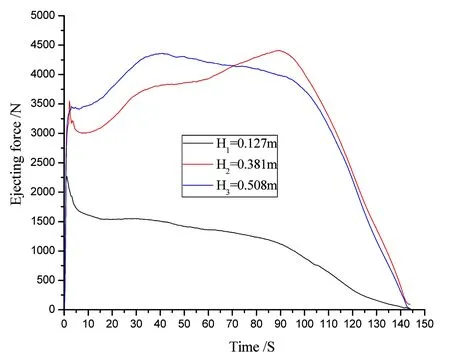
图7 单向冲击锤高度与脱模力关系图

图8 浮动阴模冲击锤高度与脱模力关系图
对比图7(单向冲击)和图8(浮动阴模冲击)两种方式的脱模力大小可知,对于单向冲击情况,三种冲击锤高度下的脱模力有较大差别,且每种冲击锤高度下相应的脱模力明显比浮动阴模的大,这说明浮动阴模冲击有利于降低摩擦,有利于降低脱模力。对于浮动阴模冲击,在0.381m和0.508m冲击锤高度下的脱模力基本相同,说明当冲击锤达到一定高度后,浮动阴模冲击后压坯的脱模力趋于一致。
由表4可知,不同冲击工艺下压坯相对密度和上下表面硬度的变化规律,即,冲击锤高度H增大时,压坯密度相应变大,同时压坯硬度也明显提升,且压坯的上、下表面硬度差变小,较为均匀。研究结果表明,可以利用冲击锤压制法获得高的压坯密度并保持压坯具有较高的均匀性。
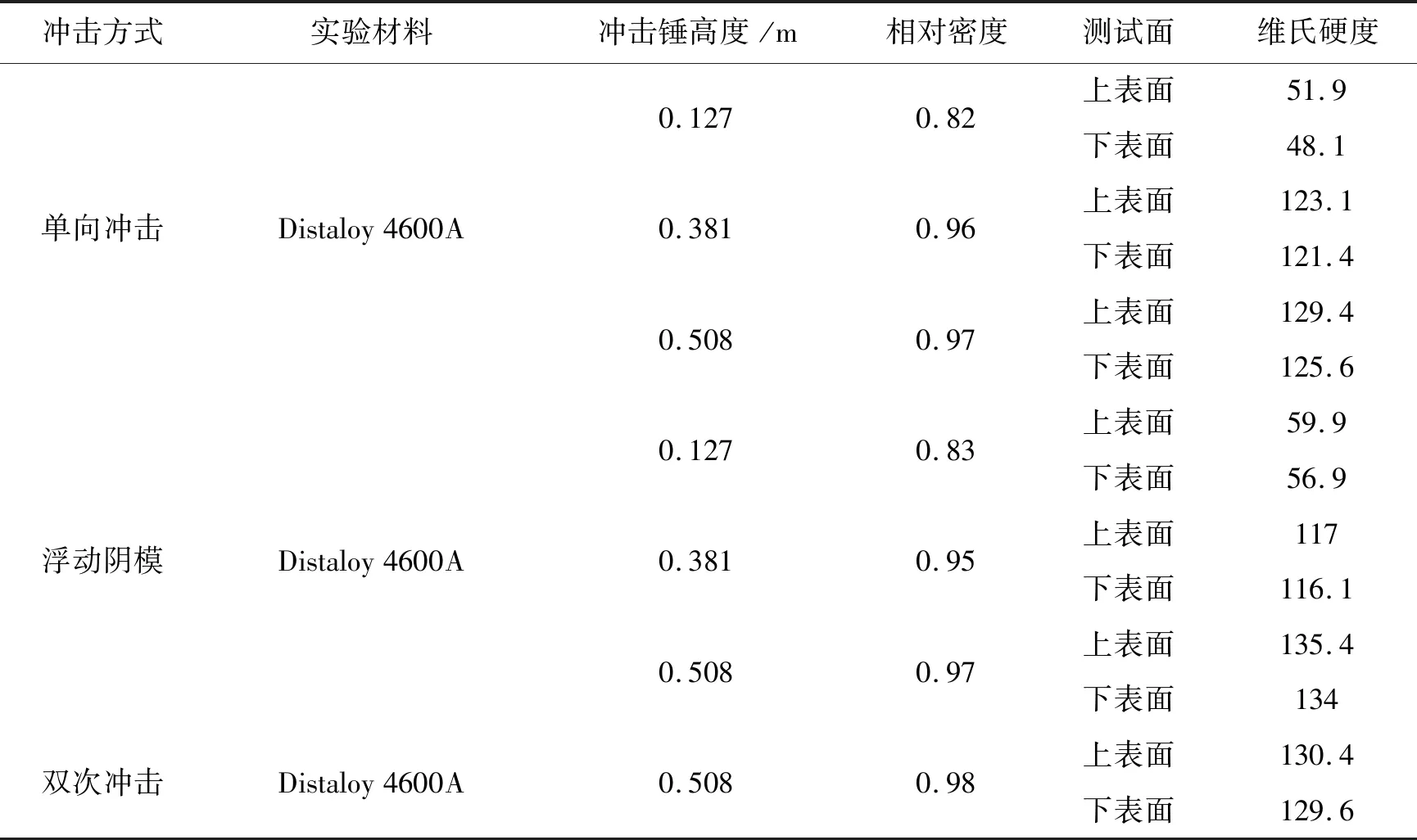
表4 不同冲击工艺下压坯的相对密度和上下表面硬度比对表
图9是不同工艺下高速压制后压坯的表面微观结构,从压坯表面形貌可见,随着冲击锤的高度增加,获得的压坯密度逐步增加,压坯孔洞逐步减少,致密化程度增大。通过与表4的不同冲击工艺下压坯的相对密度和上下表面硬度对比可知,实验中的压坯密度变化趋势是相对应的。同时发现,浮动阴模的方式与单向冲击相比,压坯的空隙更少,致密度更高。

a)单向冲击 b)浮动阴模冲击 c)两次冲击
3 结 论
1)不论单向压制、浮动阴模压制还是两次单向压制,随着冲击锤高度的增加,压坯的相对密度逐渐增大,硬度也逐渐增大,上下表面硬度差别逐渐减小。这说明粉末高速压制可以获得密度均匀性较高的粉末冶金压坯。
2)当冲击锤高度H1=0.127m时,压坯的脱模力比较低,当冲击锤高度H增大时,脱模力出现快速增大,分别采用浮动阴模压制和单向压制两种不同方式进行测试,实验结果基本相同。在仅单向冲击实验时,三次调整冲击锤高度H,获得的脱模力大小有明显差异,而且与浮动阴模压制形式相比,脱膜力明显变大。通过实验表明,对于浮动阴模冲击,在0.381m和0.508m冲击锤高度下的脱模力基本相同,说明当冲击锤达到一定高度后,浮动阴模冲击后压坯的脱模力趋于一致。
3)通过对铁基合金Distaloy4600A压坯的表面微观结构研究结果表明,压坯密度的大小与冲击锤的高度密切相关,高度越高,压制后的压坯密度越大,压坯中出现的孔洞也越少,致密度增大。对比浮动阴模冲击与单向冲击,浮动阴模冲击时压坯空隙少,致密度高。
