应用常规控制图原理对金刚石绳锯自动冷压串珠重量控制研究
2019-10-29王智慧王伟熙李运海杨理清
王智慧,王伟熙,李运海,杨理清,莫 睿
(1.中国有色桂林矿产地质研究院有限公司,广西 桂林 541004;2.广西超硬材料重点实验室,广西 桂林 541004;3.桂林海威科技股份有限公司,广西 桂林 541004;4.桂林特邦新材料有限公司,广西 桂林 541004)
0 前言
金刚石绳锯由钢丝绳、串珠及固结材料组成,金刚石绳锯质量的好坏主要取决于串珠质量的好坏[1]。作为串珠制作过程中的主要工序:串珠冷压工序质量对金刚石绳锯质量起着十分重要的作用[2]。随着技术的进步,自动冷压串珠己逐步成为串珠冷压的主要生产方法,但因缺少熟练技术员工,在生产过程中不能及时发现异常并加以排除,经常会因串珠冷压坯重量超差过多导致冷压坯不合格,这不仅增加了串珠制作成本,更增加了金刚石绳锯质量波动的风险。本文应用常规控制图原理对自动冷压串珠重量进行控制,使普通操作员工或管理人员能根据出现的异常模式査明其产生的原因并加以消除,以减少不合格品的机率。
1 预备工作
1.1 质量特性的选择
影响串珠冷压质量的质量特性主要有冷压坯重量、冷压坯外径及冷压坯高度。冷压坯外径随冷压模具的磨损逐渐增大,冷压模具的磨损是影响冷压坯外径唯一的因素。影响冷压坯高度的因素相对较多,如冷压压力、串珠基体尺寸、冷压模具磨损等,但冷压坯高度偏差对串珠质量影响较小,因而给的公差带很宽,只要在生产初期调试好,很少会在生产过程中出现超差。因此串珠冷压坯外径及高度只需定期取样监控即可,不必用控制图进行监控。冷压坯重量偏差对串珠质量影响很大,且影响因素很多,用常规控制图可以对冷压坯重量偏差进行很好的控制,根据控制图形的异常变化模式可分析出冷压坯重量偏差的原因。本文研究的质量特性为冷压坯重量。
1.2 冷压坯重量取值约定
本文以Φ6.5串珠冷压为例,讨论应用常规控制图原理对自动冷压串珠重量控制方法。


冷压坯重量位置中心随每批基体的平均重量不同而变化,这将不利于控制图的绘制,为简化控制图,实际操作采用标准冷压坯重量,其测量标准冷压坯重量步骤如下:
(1)校正电子秤;
(3)去净电子秤上的粉料,秤取冷压坯重量。此时,电子秤上的读数即为标准冷压坯重量。此后,若无说明,冷压坯重量都是指标准冷压坯重量。标准冷压坯重量规范为1.16±0.05g。
1.3 影响因素分析
(1)基体重量偏差:基体重量偏差是客观存在的,生产中不可能做到测量每一个基体重量并进行标识,只能用批平均基体重量取代。
(2)冷压模具磨损:冷压坯重量随冷压模具磨损而变轻,为控制冷压坯重量及延长冷压模具使用寿命,在冷压模具使用后期需适当增加粉料的投放量。
(3)不同机器:不同机器因冷压模具磨损程度不同等原因,导致冷压坯所控制的重量平均值有所差别。
(4)不同批次粉料:目前,串珠自动冷压多采用容积法,不同批次的粉料因粉料粒度不同等原因,导致冷压坯重量有所差别。
(5)测量工具:测量工具损坏或保养不到位,将导致称量错误。
(6)计算错误:每种异常模式都可能因计算错误引起。在分析异常模式时,首先应排除计算错误。
1.4 控制图类型的选择
适用冷压坯重量控制图类型有平均值图与极差图、平均值图与标准差图、中位数图与极差图三种。平均值图与极差图以方便问题查找及操作简单等特点在生产现场质量控制中得到了十分广泛的应用[4]。本文也以平均值图与极差图为例对冷压坯重量进行常规控制图分析。
1.5 检验合理子组与子组大小的选择
将所抽取的质量特性数据分成一些子组,若使得组内变差可认为仅由偶然原因造成,而组间的任何差异可以是由控制图所欲检测的可査明原因造成,这样的子组称为合理子组[5]。对冷压坯重量的抽检而言,每隔一定的时间间隔按简单随机抽样法抽取n颗冷压坯进行称重,若在这一时间间隔内,基体及粉料批次不变、冷压模具没有更换、设备及操作人员没有变化时,将上述n颗冷压坯重量数据编为一个子组,这样的子组可近似为合理子组。本文一定的时间间隔取15分钟,这一时间间隔不一定要求完全一致,控制在10分钟到20分钟均可,但抽取的冷压坯重量编组必须符合合理子组的要求。子组大小n一般取4或5,本文子组大小n取为5;子组大小n一经确定,应保持不变;若子组大小发生变化,将使控制图计算变得复杂,不利于生产现场使用。
1.6 组内过程标准差估计
组内过程标准差估计值σ是通过收集和分析一些预备检验数据和测量结果得来。预备检验数据应从一个连续运行的生产过程中逐个子组地进行收集,直到获得20至25个子组为止[4]。注意,在收集预备检验数据的过程中,过程不得间歇地受到外来因素的不当影响,如原材料的供给、机器等方面的变化,换言之,在收集预备检验数据时,过程应该呈现出一种稳定状态。收集的部分预备检验数据列为表1,本批基体的平均重量为0.93g。

表1 部分预备检验数据列表Table 1 Partial preliminary inspection data list


图1 极差控制图Fig.1 Range control chart
由图1可见,第12子组极差R12超出了极差控制上限,说明该极差控制图处于失控状态,需要查明原因。通过对第12子组冷压坯重量进行分析,发现第12子组第5个冷压坯重量为1.22g,明显高于其它冷压坯重量,将该冷压坯粉料及基体分离,称得粉料重量为1.15g,基体重量为 1.00g,粉料重量在规范要求的范围内,而基体重量超出规范较多,需对该批剩下的基体重新进行检验,并视检验结果对检验流程及基体供应商生产流程进行改进。

表2剔除失控子组后部分预备检验数据列表
Table 2 Preliminary test data excluding the out of control subgroup

子组号(i)冷压坯重量(g)Wi1Wi2Wi3Wi4Wi5WiRi11.141.171.161.181.141.1580.0481.151.161.181.221.181.1780.07111.141.151.161.191.151.1580.05121.191.181.171.171.181.1780.02241.141.151.161.171.141.1520.03平 均1.1600.0371
当极差控制图处于受控状态后,可绘制平均值控制图。当子组大小n为5时,计算得子组平均值控制上限WiUCL为1.181g,子组平均值控制下限WiLCL为1.139g。剔除失控子组平均重量控制图如图3所示。

图2 剔除失控子组极差控制图Fig.2 Range control chart

图3 剔除失控子组平均重量控制图Fig.3 Average weight control chart without out-of-control subgroup
由图3可见,平均重量控制图未出现常规控制图的八个模式[4],该子组平均重量控制图处于受控状态。当平均重量控制图处于受控状态后,可进行冷压坯重量标准差估计。

d2为与子组大小n有关的系数,当n=5时,d2=2.326[4]。
1.7 过程能力评估
当过程处于受控状态后,才可评估过程能力。过程能力一般用过程能力指数表示。
PCI=(WUTL-WLTL)/(6σ0)=1.04
式中:PCI为过程能力指数;
WUTL、WLTL为冷压坯重量上、下极限;
PCI为1时,过程能力刚好满足规范要求。在许多实际工作中,通常取PCI等于1.33为最小可接受值[6],因为总存在一些抽样误差,而且不可能存在永远完全处于统计控制状态的过程。然而,在自动串珠冷压过程中,由于影响的因素较多,特别是串珠基体重量很难控制,很难在保持冷压坯重量公差不变的条件下,使PCI达到1.33的要求,实际操作中,保持PCI大于1时,也能使冷压坯重量较好的满足要求。
表2中的W84等于1.22g,超出了冷压坯重量规范上限,但该过程仍判为受控。引起该现象的原因分析己超出本文讨论范围,本文不作讨论。
2 结果与讨论
2.1 常规控制图绘制及过程受控判定

图4 极差控制图 Fig.4 Range control chart

图5 平均值控制图Fig.5 Average control chart
每隔约15分钟按简单随机抽样,抽取5粒冷压坯,并确保抽取的5粒冷压坯能编成一个合理子组[4],秤取该5粒冷压坯重量,并记录在与表1表头相同的表格中,计算该子组极差及平均重量。将该子组极差点绘在如图4的极差图上,若该点落在上、下控制线RiUCL、RiLCL之间(含控制线上),说明该过程极差处于受控状态,否则,该过程极差处于失控状态,需暂停生产,查明原因后才能生产。
该过程极差处于受控状态后,将该子组平均重量点绘在如图5的平均值控制图上。若平均值控制图未出现常规控制图中的八个模式,说明该生产过程处于受控状态,否则,该生产过程处于失控状态,需暂停生产,查明原因后才能再生产。
当过程保持受控状态,或偶有过程失控、但事后能查明原因时,应定期重新估计冷压坯重量标准差及过程能力,重新评估时须取最近连续20~25个子组数据进行标准差估计及过程能力评估。若新估计的标准差与在用的标准差相差较大(如超过10%)时,应根据重新估计的标准差,绘制新的极差控制图及平均值控制图。每次评估,过程能力指数应大于1,标准差不能有逐步上升的趋势,否则,将容易出现不合格品批,此时,须引起公司管理层的重视。
2.2 平均控制图常见失控模式及原因分析
(1)1个点落在A区以外
如图6所示,第22点落在了上控制线WiUCL之外,第84点落在了下控制线WiLCL之外,表明第21点与22点及第83点与84点之间的过程失控,需查明原因才能生产。引起该现象的可能原因为:A、串珠基体重量偏差;B、串珠冷压模具磨损;C、不同批次粉料;D、测量工具不准。经调查,第84点是因冷压模具磨损,第22点是因基体换成另一批次而基体的批平均重量没有变换。

图6 1个点落在A区以外Fig.6 one point out of Area A
(2)连续6点递减
如图7所示,第24点至第29点连续6点递减,尽管各点均落在上下控制线以内,但该过程己处于失控状态,需查明原因才能生产。经查,引起该模式的原因为串珠冷压模具严重磨损,提示需更换冷压模具。

图7 连续6点递减Fig.7 Continuous 6-point decline
(3)连续14点中相邻点交替上下
如图8所示,第12点至第25点连续14点中相邻点交替上下,尽管各点均落在上下控制线以内,但该过程己失控,需查明原因后才能生产。引起该现象的原因为:交替抽取两台机器生产的冷压坯。经查,该两台机器各项性能很好,均使用较新的模具,具体原因却是一台机器将子组平均值定在WiCL之上,一台机器将子组平均值定在WiCL之下所引起,这种模式在实际操作中出现的几率很小。

图8 连续14点中相邻点交替上下Fig.8 14 consecutive alternate points
(4)连续3点中有2点落在中心线同一侧的B区以外
如图9所示,第22点~第24点及第47点~第49点间连续3点中有2点落在中心线同一侧的B区以外,尽管各点均落在控制线以内,但该过程己失控,需查明原因后才能生产。

图9 连续3点中有2点落在中心线同一侧的B区以外 Fig.9 2 out of 3 consecutive points are out of Area B on the same side of the center line
经查:
第22点~第24点模式失控原因是因粉料偏重引起,需减少粉料重量才能生产,否则,将因冷压坯超重过多导致冷压批不合格。
第47点~第49点模式失控原因是因冷压模具磨损导致漏料引起的,出现该模式时,提示需要调整粉料重量或更换冷压模具。否则,将因冷压坯偏轻过多导致冷压批不合格。
(5)连续5点中有4点落在中心线同一侧的C区以外
如图10所示,第22点~第26点及第71点~第75点间连续5点中有4点落在中心线同一侧的C区以外,尽管各点均落在控制线以内,但该过程己失控,需查明原因后才能生产。

图10 连续5点中有4点落在中心线同一侧的C区以外 Fig.10 4 out of 5 consecutive points are out Of Area C on the same side of the center line
经查:
第22点~第26点模式失控原因是因粉料偏重引起,需减少粉料重量才能生产,否则,将因冷压坯超重过多导致冷压批不合格。
第71点~第75点模式失控原因是因冷压模具磨损导致漏料引起的,出现该模式时,提示需要调整粉料重量或更换冷压模具。否则,将因串珠冷压坯偏轻过多导致冷压批不合格。
(6)连续8点落在中心线两侧且无一在C区内
如图11所示,第21点至第28点间连续8点落在中心线两侧且无一在C区内,尽管各点均在控制线以内,但该过程己失控,需查明原因后才能生产。经查引起该现象的原因为:抽取两台机器生产的冷压坯。经查,该两台机器各项性能很好,均使用较新的模具,一台机器将子组平均值定在WiCL之上,一台机器将子组平均值定在WiCL之下所引起,这种模式在实际操作中出现的几率小。
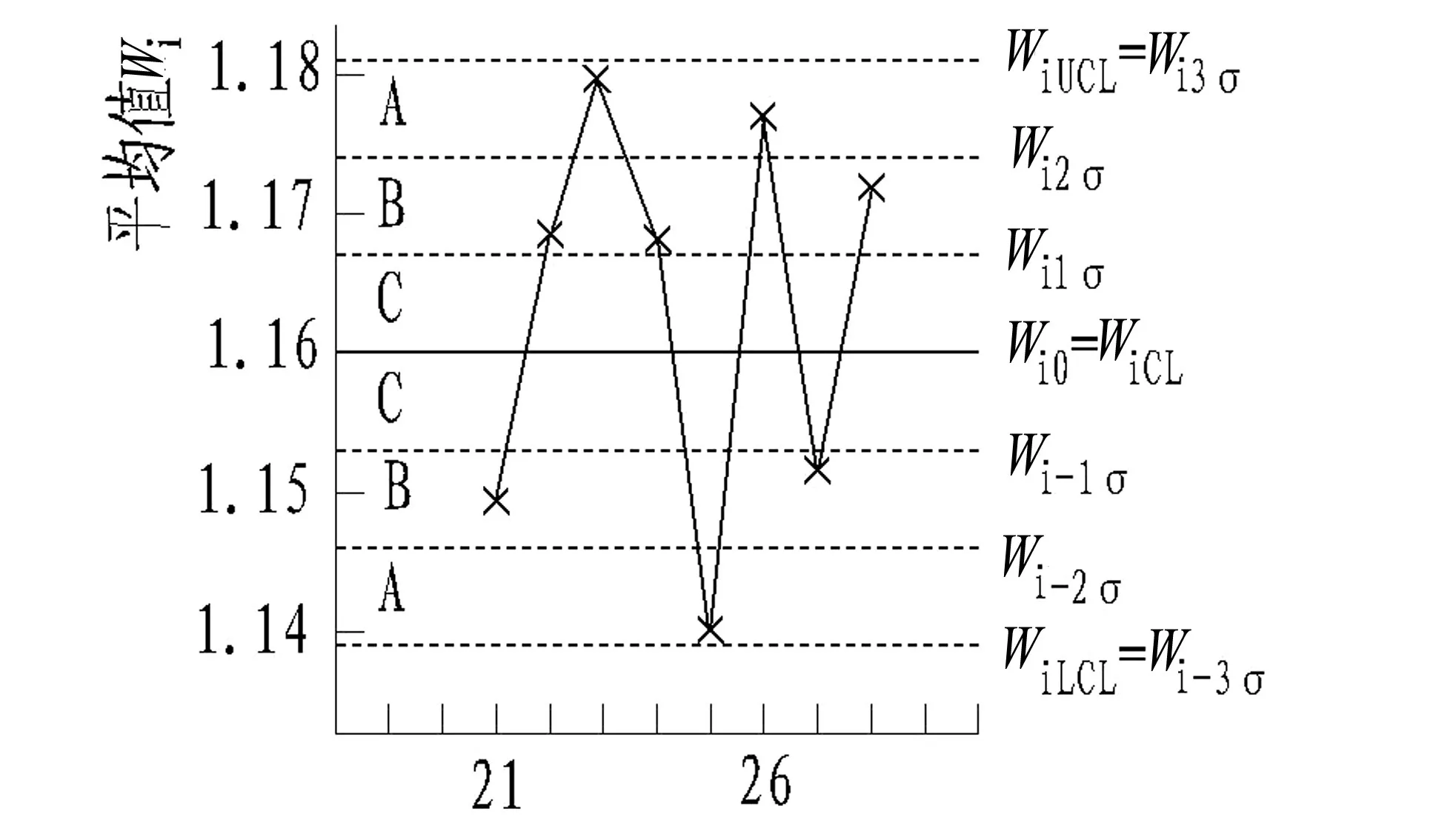
图11 连续8点落在中心线两侧且无一在C区内 Fig.11 8 consecutive points on both sides of the center line and none of them in Area C
3 结论
(1)用常规控制图可以对串珠冷压坯重量进行很好的控制,生产中可根据平均值控制图图形的变化可分析出导致串珠冷压坯重量失控的原因,并加以消除。
(2)平均值控制图和极差控制图以方便问题查找及操作简单等特点在生产现场质量控制中得到十分广泛的应用。利用平均值控制图和极差控制图对串珠冷压坯重量进行控制是十分有效的。
(3)引起串珠冷压坯重量失控的主要因素有串珠基体重量超差、冷压模具磨损、将不同机器抽取的串珠冷压坯重量点绘在同一张控制图上、不同批次粉料影响、测量工具不准及计算错误等,其中以串珠基体重量超差出现的机率最高,其次是冷压模具磨损,其它几种因素出现的机率较少。
(4)平均重量控制图若出现常规控制图中的八个模式,说明该生产过程处于失控状态,须暂停生产,查明原因。否则,将会因过程失控使串珠冷压坯重量超差过多导致冷压批不合格。
