基于电解铝废烟气的发电系统改造及经济性评价
2021-11-06尚亚平高建强
尚亚平,高建强
(中国能源建设集团 山西省电力勘测设计院有限公司,山西 太原 030001)
我国是世界第一原铝生产大国,电解铝产量稳居世界第一。2018年,我国电解铝建成产能4665.2 万吨,运行产能3570.1万吨[1];而我国铝电解企业年耗电量高达4200亿度,占全国总耗电量的5%[2]。在电解铝生产过程中会产生大量废烟气,烟气温度一般在100~140 ℃之间,即便在冬季也不会低于80 ℃[3]。对电解铝产生的废烟气加以利用,能够有效提高电解铝行业能源利用率,符合我国节能、减排、余热综合利用的政策。
国内外学者对电解铝废烟气余热利用进行了许多研究。一方面,田官官等人[4]提出布置铝电解烟气余热回收系统,通过换热器将烟气的余热传递给水,用以提供员工生活用水;段呈玺等人[5]提出利用烟气余热来给反吹气缸加热,保证气缸的稳定运行;于海等人[6]对氧化铝生产和电解铝生产工艺中的烟气余热进行分析,并构建了烟气余热回收的利用模式。此外,北欧海德鲁[7]用铝电解槽烟气余热替代地热,用于居民取暖和热水供应。另一方面,部分学者对铝电解槽烟气进行余热发电技术进行了相关研究,周乃君等人[8]探讨了ORC发电技术应用于铝电解槽烟气余热发电技术的可行性;王志奇等人[9]对铝电解槽低温烟气余热发电系统进行了热力分析,其结果表明烟气余热发电系统存在最大输出净功;于淼等人[10]通过(Engineering Equation SOLVER)EES软件模拟,建立数学模型,提出多种方案回收电解铝废烟气余热,其中,热电联产系统更加全面均衡。此外,周乃君等人[11]还对铝电解烟气余热发电系统的工质选择进行了相关的研究。这些研究为降低电解铝行业能耗提供了很多可能性,但针对电解铝烟气用于发电系统的助燃氧气源仍然缺少可行性的探讨以及实际的应用。
本文简述某电解铝项目自备电厂的当前概况,对电解铝废烟气用于发电系统助燃氧气源的可行性进行探讨,改造当前设备及发电系统工艺流程并分析讨论,在此基础上对该技术的经济性进行评价,以期为电解铝废烟气的利用提供新思路,降低行业能耗,提高能源利用率。
1 概况描述
1.1 电解铝废烟气概况
电解铝工业生产采用冰晶石-氧化铝融盐电解法[12]。熔融冰晶石是溶剂,氧化铝作为溶质,以炭素体作为阳极,铝液作为阴极,通入电流后,在950~970 ℃下,在电解槽内的两极上进行电化学反应[14]。电解铝生成过程中,主要污染物包括废气污染、废水污染、废渣污染和噪声污染,其中废气污染是影响最大的污染因素[15]。
每生产1吨电解铝需耗电约13,500度,电力成本占比30%~40 %,产生约42,000 Nm3废烟气[16]。因此,为了降低成本,电解铝企业一般均配有自备电厂,以满足电解铝工艺需求[17]。国内某40万吨/年电解铝项目废烟气的参数如表1所示。由表1可知,电解铝的废烟气中含氧量为20.62%,与助燃空气的含氧量基本相当,因此可以将电解铝废烟气作为电厂锅炉的助燃氧气源。

表1 电解铝废烟气参数表
1.2 自备电厂概况
上述电解铝项目规模为40万吨/年,配套自备电厂为2×300 MW亚临界燃煤发电机组,电厂锅炉送风系统由空气预热器、吸风口、风机、暖风器等组成,如图1所示。
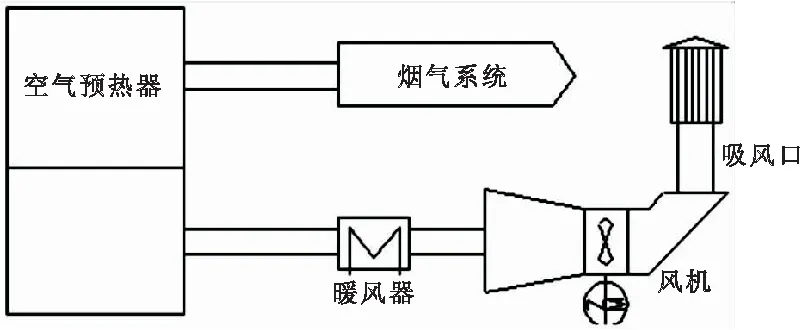
图1 电厂锅炉送风系统示意图
2 基于电解铝废烟气的工艺流程说明
采用高温电解铝废烟气作为机组助燃氧气源的送风系统,由于废气温度较高,暖风器和吸风口旁路布置,如图2所示。从电解槽出来的废烟气经脱氟、除尘,再经引风机增压后分两路,一路至电解铝烟囱,一路经再次增压后送至发电厂的锅炉送风系统,进入炉膛参与燃烧。正常运行时,关闭引风机至电解铝烟囱的风门,烟气供电厂燃烧使用;当电厂检修或事故停炉时,关闭增压风机侧的风门,废烟气自电解铝烟囱完成污染物脱除后排入大气。
机组的送风选用电解铝废烟气作为助燃氧气源主要有以下几点好处:
(1) 在电厂正常运行时不需暖风器预热,节约加热蒸汽,锅炉能够较高效率的利用电解铝废烟气的余热,同时在输送管道设置保温层,能够进一步降低热量的耗散;
(2) 废烟气中的CO等可燃性气体进入炉膛后燃烧,释放出较多热量;
(3) 通过电厂成熟的污染物脱除系统,将电解铝废烟气中的污染物脱除。此外,采用电解铝废烟气会导致排烟温度升高,在对系统的改造过程中,通过设置低温省煤器回收烟气余热,进一步提高烟气的余热利用率。
2.1 送风机改造
当前自备电厂助燃氧气源使用电解铝废烟气之后,一次风机、送风机入口温度上升,同时由于废烟气中的含氧量略低于大气,所需总风量比改造前略有增加。更换送风机,功率提高至1000 kW,并对风机后的风道进行加大改造。机组正常运行时,可停运一次风机和送风机出口的暖风器;考虑事故工况铝厂烟气无法送达自备电厂或废烟气无法满足使用要求时,锅炉部分或全部配风需切换为室外吸风,为防止空预器的低温腐蚀,保留暖风器系统;同时为降低暖风器阻力对机组运行的影响,将风机的暖风器移至风机入口。
此外,本次改造后一次风系统会将大量CO带入磨煤机,有可能超过原系统300 ppm的限值,为此,在每台磨煤机入口再设置一套CO分析仪,同时修改原报警逻辑,在磨煤机出入口CO分析仪数据差值大于300 ppm时提出报警信号,然后根据报警信号执行相应的操作。
2.2 混合空气预加热系统
在进入自备电厂锅炉空气预热器之前,考虑与锅炉助燃气量匹配,如烟气量低于所需助燃空气量,则需补充一部分空气与之进行混合,调整至合适气量后进入空气预热器。因此,自备电厂布置混合空气预加热系统。考虑电解铝厂烟气中含湿量较低(一般低于1%),输送过程中不会出现氟腐蚀问题,而混合空气抽取自大气环境,温度会随环境温度变化,在-30℃~30 ℃之间,两者直接混合过程中可能会出现水冷凝,造成管路氟腐蚀的问题。为解决该类问题,本工艺在此段工序中,通过现有的空气预热设施,使少量的补充空气经过加热达到20 ℃以上后再与电解铝烟气进行混合,避免出现氟腐蚀的现象。
2.3 低温省煤器
当机组的送风选用废烟气时,通过项目计算可得:由于电解铝废烟气温度较高,导致空气预热器的换热效果变差,排烟温度将随之升高。排烟温度过高会超过布袋除尘器的安全运行温度。为了回收此部分余热,可以采用空气预热器出口烟道上设置低温省煤器的方案。在空气预热器出口至除尘器入口之间的烟道上设置低温省煤器,能够有效回收此部分余热。
设置低温省煤器后,对整个发电系统的影响体现在以下两个方面:一方面,回收部分热量,增加的机组的实际出力;另一方面,增加厂用电率。厂用电率增加的原因在于:(1)烟风系统阻力增加,引风机电耗随之增加;(2)凝结水系统循环的循环水泵电耗增加;(3)凝结水通过吸收烟气余热提高了水温,减少的回热抽汽,此部分蒸汽随乏气一起进入空冷岛,空冷电耗随之增加。
3 改造对相关系统的影响
改造期间,综合评估电解铝烟气用于自备电厂助燃氧气源的对相关系统的影响:
(1) 实测该电解铝烟气含氧量在20.5%~20.8%之间,平均为20.62%,接近于空气,可替代锅炉助燃空气进行燃烧,对锅炉燃烧效率几乎没有影响,该过程中O2的体积流动框图如图3所示,在输送过程中存在空气漏入管道,漏风率为15%,整体上O2浓度不会发生较大变化,O2能够被电厂锅炉有效利用。

图3 O2体积流动示意图
(2) 电解铝烟气中含有一氧化碳、二氧化硫和氟化物等污染物,该污染物对锅炉系统的影响程度也是技术是否可行的关键。一方面,烟气中CO含量在210~860 ppm之间,小于CO的爆炸极限范围12.5%~74.2%,不存在进入锅炉后CO爆炸风险,如图4所示,CO的总量并不会发生变化,只被漏入管道的空气稀释,所以体积分数降低。另一方面,电解铝烟气中的SO2浓度一般在200 mg/m3以下,氟化物排放在3 mg/m3以下,SO2排放浓度在0.3 mg/m3以下,烟气中水含量在1%左右,由于电解铝烟气中的水含量较低,且SO2和氟化物含量浓度都相对较低(我国燃煤锅炉的原烟气氟含量平均在8~30 mg/m3范围内),因此,电解铝烟气中的硫化物和氟化物基本不会对锅炉造成较大腐蚀影响。

图4 CO体积流动示意图
(3) 该技术工艺中采用自备电厂污染控制系统对电解铝烟气中的污染物进行协同脱除,电解铝烟气污染物对污染控制系统负荷的影响程度也是技术是否可行的关键之一。由表1可知,当电解铝废烟气单独排放时,废烟气中颗粒物的浓度为8~16 mg/Nm3,SO2浓度为128~196 mg/Nm3,氟化物的浓度为1.5~2.6 mg/Nm3。发电项目污染物排放执行超低排放标准[18](颗粒物小于5 mg/Nm3,SO2浓度小于35 mg/Nm3),将电解铝废烟气用于发电厂送风系统,所携带的颗粒物、SO2经电厂尾部烟气处理系统后浓度降低至超低排放的要求;同时,除尘器对颗粒态氟化物的协同脱除效率达到90%以上,石灰石-石膏湿法烟气脱硫技术对烟气中HF脱除效率达到92%以上,氟化物的排放浓度大大降低[19]。由此可以看出,将电解铝废烟气用于发电后,污染物排放总量减少,有助于实现污染物超低排放。该过程中SO2体积流动如图5所示,电解铝废烟气中包含的SO2被漏入空气稀释后进入锅炉炉膛,从炉膛排出后经脱硫塔进行脱除。

图5 SO2体积流动示意图
(4) 在BRL工况时,环保岛系统的入口烟气量为原设计值的103%,在裕量允许范围内,不需要进行改造;经实测,电解铝烟气用于电厂助燃氧气源后,酸露点温度为84~86 ℃,湿法脱硫系统之前沿程温度均大于此温度,所以改造对烟风道的影响很小。
综上所述,将电解铝烟气用于电厂助燃氧气源能够有效降低电解铝废烟气中的污染物浓度,对电厂相关系统影响较小。
4 经济性分析
假定:采用低温省煤器以后,锅炉出口的排烟温度与采用空气作为助燃风的排烟温度一致,则废烟气所含热值与空气所含热值之差即为锅炉有效利用热量。
废烟气输送系统增压风机前负压烟道长度约150 m,负压钢制烟道每10 m的漏风率取0.01[20],总漏风率为15%,烟气经过分支管路的输送,烟温降至70~90 ℃,通过设置可靠的保温措施后,可忽略散热损失。
1 Nm3废烟气可被利用热量的计算如下:
燃烧90 ℃(取平均值)电解铝烟气中的空气比直接燃烧20 ℃空气增加的热量为:
Q1=ρ1×(h1-h2)=92 kJ/m3
(1)
式中:ρ1——空气密度,kg/m3;
h1——废烟气焓值,kJ/kg;
h2——空气焓值,kJ/kg。
电解铝烟气中CO燃烧放出的热量为:
Q2=ρ2×QCO=6.76 kJ/m3
(2)
式中:ρ2——CO含量(取平均值),ppm;
QCO——CO热值,kJ/kg。
机组燃烧所需的空气量为[5]:
V=αB(1+0.0016d)V0
(3)
式中:α——锅炉过量空气系数;
B——计算煤耗,g/kWh;
V0——理论空气量,m3。
依据《火力发电厂燃烧系统设计计算技术规程》DL/T 5240-2010进行计算,300 MW机组燃烧所需的空气量约为106m3/h,根据煤质、过量空气系数以及主机参数的不同,在5%范围以内波动。若采用电解铝废烟气作为助燃氧气源,机组可利用的热量为:
Q3=(Q1+Q2)×η1×η2×106×(1-λ)×
(21/20.62)=67,582,230 kJ/m3
(4)
式中:η1——锅炉效率;
η2——低温省煤器效率;
λ——废烟气负压烟道部分漏风率。
以此部分热量替代6级抽汽,则可减少回热抽汽量约28 t/h,此部分蒸汽可在剩余低压缸中继续膨胀做功,折合发电量为3320 kWh。采用电解铝废烟气作为氧气源后,机组的发电标煤耗可在原有基础上降低3.39 g/kWh。
设置低温省煤器后,300 MW机组新增的的耗电量分别为330 kWh(引风机)、90 kWh(增压水泵)、260 kWh(空冷)、100 kWh(废烟气增压风机),每小时增加的供电量为2540 kWh。假定常规燃煤火电机组的厂用电率为6%,则采用电解铝废烟气作为助燃氧气源后,机组的供电标煤耗可在原有基础上降低3.61 g/kWh。
采用电解铝废烟气后,考虑发电机组的年度检修计划,机组年利用小时数按7000 h计,上网电价按0.332元/kWh计,300 MW机组年增加的收益为:
N1=2540×7000×0.332=5,902,960元
(5)
采用电解铝废烟气后,300 MW机组脱硫系统增加的工业水及脱硫剂耗量为:
N2=ΔW×7000×P1=31,500元
(6)
式中:ΔW——脱硫系统用水增加量,m3/h;
P1——工业水单价,取5元/t。
脱除废烟气中SO2增加的脱硫剂用量[21]及费用为:
GCaCO3=MSO2×ηSO2×(Ca/S)×100/64/KCaCO3
=1723.6 t/a
(7)
N3=GCaCO3×P2=155,128元
(8)
式中:MSO2——废烟气SO2含量(取平均值),
mg/Nm3;
ηSO2——脱硫效率,取99%;
Ca/S——钙硫摩尔比,取1.03;
KCaCO3——石灰石纯度,取90%;
P2——脱硫剂单价,取90元/t。
年综合效益合计为:
N=N1-N2-N3=5,716,332元
(9)
单台炉低温省煤器及其附属系统、增压风机、旁路烟道(长度按500 m计)的总投资约为1800万元。根据上述计算结果,投资方可在4年内收回投资,具有显著的经济效益。
5 结 论
本文提出将电解铝废烟气作为电厂锅炉助燃氧气源的设想,分析电解铝废烟气作为助燃氧气源的可能性,然后对自备电厂的概况进行描述,最后对采用电解铝废烟气余热利用发电的自备电厂进行经济性分析,结果表明:
(1)废烟气中氧气浓度接近21%,能够用作助燃氧气源。
(2) 将电解铝废烟气用于发电后,利用电厂锅炉尾部烟气处理系统对电解铝废烟气污染物进行协同脱除,降低了项目整体污染物的排放量,有助于实现污染物超低排放,降低项目的污染物排放量。
(3) 采用电解铝废烟气作为电厂助燃氧气源之后,改造送风机,增设CO分析仪,设置混合空气预加热系统,避免锅炉系统运行故障;此外,由于锅炉排烟温度升高,通过设置低温省煤器回收此部分余热,进一步回收烟气热量,提高烟气余热利用率。
(4)经济性评价结果表明:自备电厂采用电解铝废烟气作为助燃氧气源能够提高经济效益。