石墨改性Ni60A 钎焊金刚石机理及其力学性能研究
2021-10-14李大胜范恒亮
李大胜,孟 普,张 杰,范恒亮
(蚌埠学院 机械与车辆工程学院,安徽 蚌埠 233000)
与电镀金刚石砂轮和烧结金刚石砂轮相比,钎料Ni60A 制备的钎焊金刚石砂轮具有结合强度高、金刚石出露高度高、加工效率高、寿命长、耐磨性好等特点,在磨削加工行业得到广泛的应用[1-6]. 但Ni60A 制备的钎焊金刚石砂轮仍具有金刚石热损伤(石墨化、残余应力)严重、砂轮容屑空间小、自锐性差等问题[7-13].
近年来,为解决这些问题,相关学者采用改变钎料成分的方法制备钎焊金刚石砂轮,取得了一些成果. 卢金斌等[11]研究了石墨对Ni60A 钎焊金刚石界面组织的影响,结果表明石墨的质量分数为1%时,金刚石界面生成物形貌发生变化,钎焊层硬度减小,有利于改善金刚石磨粒的后期出露度和降低热应力. 卢金斌等[14]还向Ni60A 中添加Cu-PSn 钎焊金刚石,结果表明Cu-P-Sn 的质量分数为40%时可以降低钎焊温度,钎焊金刚石的热损伤程度降低,钎焊层硬度减小. Ma 等[15]研究了非晶态Ni60A 和晶态Ni60A 对钎焊金刚石的影响,相同条件下,磨削加工90 min,利用非晶态Ni60A 制备钎焊金刚石棒,金刚石的破碎率下降12%,产生的磨削热减少20%.
目前,大多数学者均提出改变钎料Ni60A 的成分可以降低钎焊金刚石的热损伤和磨削加工时产生的磨削热,但是均没有给出具体测算值. 本文采用添加石墨的Ni60A 钎焊合金在保护气氛下钎焊金刚石试样,利用激光拉曼光谱对钎焊后金刚石的石墨化和钎焊残余应力进行分析,维氏硬度计测量钎焊层的硬度分布,进一步揭示了石墨改性的Ni60A 制备钎焊金刚石的组织与性能特性.
1 试验材料与方法
试验过程中添加石墨的粒径为80~100 μm,金刚石粒径为500~590 μm,钎料为Ni60A,粒径为45~109 μm,其化学成分如表1,基体为Q235钢. 钎焊前利用砂轮对Q235 钢基体表面进行打磨去除绣迹,然后将金刚石磨粒和Q235 钢基体置于丙酮浴中清洗10 min 并烘干,利用球磨机将质量分数分别为2%、4%的石墨和Ni60A 混合均匀. 再在基体表面均值布置一层一定厚度改性之后的Ni60A 钎料合金粉末. 将制备好的金刚石磨粒试样置于通氩气的保护气氛中,在峰值温度1 050 ℃下保温5 min. 钎焊加热升温速度为10 ℃/min,钎焊后随炉冷却,室温时取出钎焊试样.

表1 Ni60A 合金的化学成分(w/%)Tab. 1 Chemical composition of Ni60A brazing alloy (w/%)
制备好的钎焊金刚石磨粒试样,一部分用于镶嵌并抛光以观察金刚石与钎料的界面,一部分采用王水腐蚀或电解腐蚀(电解液是体积分数10%的稀硫酸)的方法将金刚石周围的钎料去除,以便观察金刚石表面反应物的形貌. 利用JSM-6300型扫描电镜(含能谱,日本JEOL 公司)分析金刚石表面生成物的形貌和钎焊层组织,使用LABRAMHR 激光共焦显微拉曼光谱仪(法国JY 公司)对钎焊后金刚石的石墨化程度进行表征并测定金刚石颗粒中的残余应力,用HXD-1000TC 型维氏硬度计测量钎焊层的硬度分布.
2 结果与讨论
2.1 钎焊金刚石试样宏观形貌图1 为添加质量分数为2%的石墨改性Ni60A 钎料粉末制备的钎焊金刚石磨粒的三维形貌,从上到下依次是金刚石、钎料Ni60A 加石墨形成的钎焊层和Q235 基体. 由图1 可知,金刚石的出露高度在60%左右,钎料沿着金刚石表面爬升,说明钎料Ni60A 加石墨之后对金刚石仍然具有非常好的润湿性,能够实现金刚石、钎料和基体三者之间的较好结合.

图1 质量分数为2%的石墨改性Ni60A 钎焊后的金刚石磨粒形貌Fig. 1 Morphology of diamond grains brazed with 2 mass%graphite modified Ni60A
2.2 王水腐蚀后金刚石表面生成物形貌利用王水对制备的质量分数为2%的石墨改性Ni60A 钎焊后的金刚石进行深腐蚀. 深腐蚀后的金刚石表面生成物形貌如图2 所示,金刚石磨粒表面有大量碳化物形成. A 为金刚石颗粒的表面,E 为王水深腐蚀后残留的Ni60A 钎料,B、C、D 均为钎焊后在金刚石表面新形成的生成物,B 成细小片状,C 成粗大空心柱状,D 为丝状物质. 表2 为B、C、D 三生成物的化学成分,结合相关文献[11]可知,B 为碳化物Cr3C2,C 为碳化物Cr7C3,D 为石墨. 参考相关文献[16],与直接采用Ni60A 制备钎焊金刚石试样相比,Ni60A 中加石墨后,钎焊界面生成物由片状Cr3C2/实心Cr7C3/合金化合物向片状Cr3C2/空心柱状Cr7C3/丝状分布的石墨/合金化合物转变,生成物种类和形貌发生较大改变,这与Ni60A 中添加石墨有关.
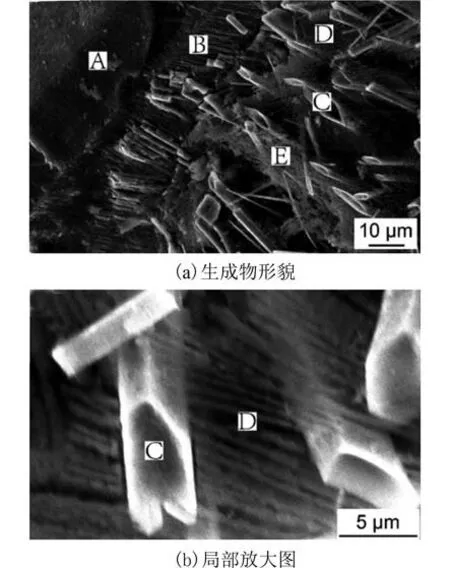
图2 王水腐蚀后金刚石表面生成物形貌Fig. 2 Morphology of diamond surface products after aqua regia corrosion
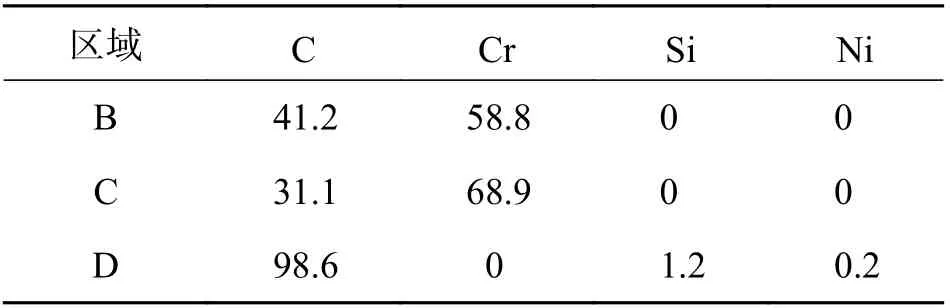
表2 测试点的化学成分(x/%)Tab. 2 Chemical composition of test point (x/%)
石墨熔点较高,在钎焊过程中不会发生熔化,同时,石墨中最常见的缺陷为螺型位错,有可能导致在片状碳化物Cr3C2表面新形核的六方晶格碳化物Cr7C3沿着石墨的螺型位错台阶生长,螺型位错台阶的内部和外部被持续生长的碳化物Cr7C3的晶体壁分离,碳化物Cr7C3的晶体壁生长速度比较快,螺型位错台阶的内部充满熔点比较低的γ-Ni 奥氏体,生长速度比较缓慢,最终碳化物Cr7C3生长为空心柱状. 经王水腐蚀后,γ-Ni 奥氏体被腐蚀掉,碳化物Cr7C3在显微镜下呈现心部中空特征. 生成物D 成丝状,存在于钎焊界面形成的碳化物层中间,由能谱成分测试分析可知,D 为石墨. 虽然钎焊温度较高(1 050 ℃),但是石墨没有熔化,根据Ni-C(石墨)相图(图略)可知,熔融态的镍元素可以与固态的碳(石墨)元素发生共晶转变,形成丝状共晶石墨. Ni60A 中石墨的含量有限(质量分数为2%),共晶转变不完全,生成共晶石墨的量不足,成丝状分布. Ni60A 中加质量分数为4%石墨时,金刚石表面同样形成片状碳化物Cr3C2、心部中空碳化物Cr7C3和丝状共晶石墨.
2.3 钎焊金刚石热损伤分析利用王水和电解深腐蚀质量分数为4%石墨改性的Ni60A 钎焊金刚石试样,腐蚀后的金刚石颗粒的形貌分别如图3(a)、3(b)所示,金刚石表面有大量的生成物形成. 同时,金刚石颗粒形貌完整,棱角分明,各个晶面的表面平整,具有钎焊前金刚石颗粒最初的形貌,说明Ni60A 加石墨钎焊金刚石时,Ni60A 对金刚石有一定化学侵蚀,但化学侵蚀程度不严重.
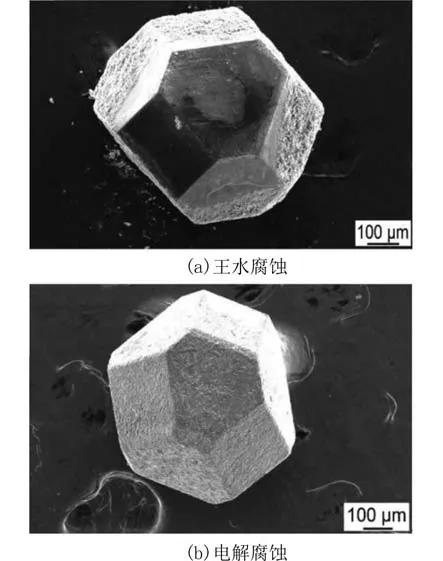
图3 王水和电解深腐蚀后金刚石形貌Fig. 3 Morphology of diamond after deep corrosion in aqua regia and electrolysis
图4 为利用质量分数分别为2%和4%的石墨改性Ni60A 钎焊金刚石试样后,用激光拉曼光谱仪测试钎焊金刚石表面时,其拉曼光谱分布衍射峰. 可知,拉曼光谱分布衍射中不仅存在金刚石特征衍射峰1 332 cm-1,还有石墨的特征衍射峰1 358 m-1和非晶态碳的特征衍射峰1 585 m-1,这说明利用Ni60A 加石墨钎焊金刚石,金刚石表面不仅形成石墨,还形成一定量的非晶态碳[17]. 激光拉曼光谱对石墨和非晶态碳的敏感程度是金刚石的50 倍[7],说明钎焊后金刚石表面虽然形成石墨和非晶态碳,但是数量不多,主体还是金刚石. Ni60A 中添加石墨钎焊金刚石,随着石墨含量的增加,金刚石的特征衍射峰强度增加,金刚石表面形成石墨和非晶态碳的特征衍射峰强度降低,说明此时金刚石石墨化转变程度降低. Ni60A 中加石墨后,钎焊层中石墨含量增加,可以抑制金刚石发生石墨化向石墨和非晶态碳转变的进程 C(金刚石)⇄C(石墨、非晶态碳),降低金刚石表面形成石墨和非晶态碳的数量,达到减少钎焊金刚石热损伤的目的.
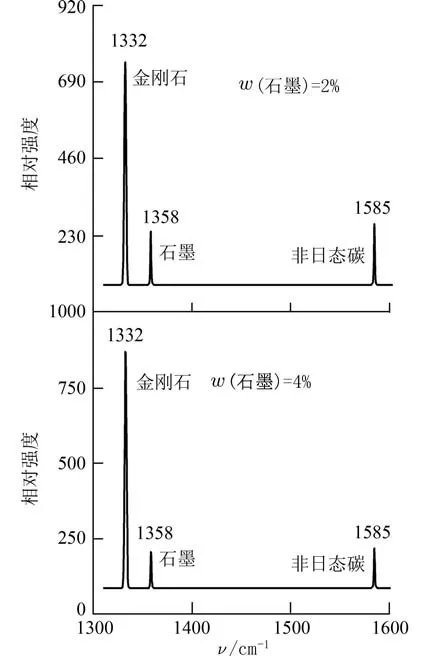
图4 石墨改性钎焊金刚石激光拉曼光谱分布衍射峰Fig. 4 Laser Raman spectrum distribution diffraction peak of graphite brazed diamond
利用拉曼光谱计算残余应力时,残余应力与原始拉曼峰位偏移之间的计算公式为:


图5 为利用质量分数分别为2%和4%的石墨改性Ni60A 钎焊金刚石试样后,用激光拉曼光谱仪测试钎焊金刚石颗粒内部的残余应力分布图. 由图5 可知,Ni60A 中加石墨钎焊金刚石时,金刚石顶部受拉应力,包裹在钎焊层中的金刚石底部受压应力. 随着Ni60A 中石墨含量的增加,金刚石顶部受到的拉应力和底部受到的压应力都有不同程度的减小,得到一定程度的释放. 因为Ni60A 中加石墨钎焊金刚石,石墨的加入给活性元素Cr 发生化学反应提供了碳源,原本需要由金刚石提供的碳源由石墨提供,界面处形成丝状共晶石墨,因此应力减少;同时,钎焊层中有一定量的石墨存在,石墨硬度较低,钎焊过程中形成的残余应力可以通过石墨得到释放,从而达到降低金刚石内部形成钎焊残余应力的效果[18].
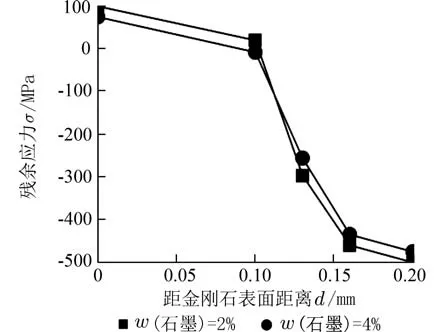
图5 残余应力分布曲线Fig. 5 Residual stress distribution curve
2.4 钎焊层组织与硬度钎焊层的维氏硬度分布如图6 所示,石墨改性Ni60A 钎焊金刚石,钎焊层的硬度分别为630 HV(石墨的质量分数为2%)和540 HV(石墨的质量分数为4%),随着Ni60A 中石墨含量增加,钎焊层硬度降低. 钎焊层的微观组织形貌(石墨的质量分数为2%)如图7,钎焊层的组织为γ-Ni 固溶体,以及在γ-Ni 固溶体上分布的颗粒状和块状的化合物;同时,钎焊层中具有一定数量的石墨存在. 颗粒状和块状的化合物分布比较均匀,具有弥散强化的作用,提高基体的硬度和耐磨性. 石墨成颗粒状随机分布,石墨硬度低,作为颗粒存储在钎焊后的钎焊层中,既能够释放钎焊过程中产生的残余应力,也可以降低钎焊层的硬度. 钎焊层硬度降低,在一定程度上可保证金刚石和钎焊层具有合适的磨削比,钎焊金刚石砂轮在使用过程中具有较好的自锐性,能够提高钎焊金刚石砂轮的锋利度和使用寿命.

图6 钎焊层硬度分布Fig. 6 Hardness distribution of brazing layer
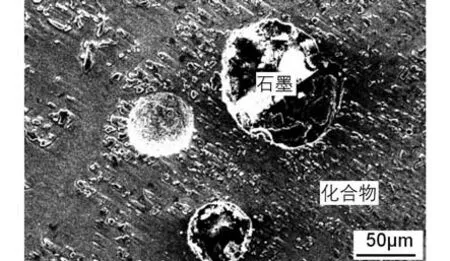
图7 钎焊层显微组织(w(石墨)=2%)Fig. 7 Microstructure of brazing layer (2% graphite)
3 结论
Ni60A 中加石墨钎焊金刚石,有如下特征与变化:
(1)钎料对金刚石具有较好的润湿性;
(2)钎焊界面处形成片状Cr3C2/空心柱状Cr7C3/丝状共晶石墨/金属化合物过渡层;
(3)金刚石的石墨化程度和钎焊残余应力均有不同程度降低;
(4)钎焊层的微观组织为γ-Ni 固溶体,在γ-Ni 固溶体上分布的颗粒状、块状的化合物和不均匀分布的石墨,钎焊层硬度随石墨加入量增加而降低.
