响应面法优化沙棘再制奶酪加工工艺
2021-10-12徐海祥刘灵灵陈籽达李嘉晨
徐海祥,刘灵灵,陈籽达,李嘉晨
江苏农牧科技职业学院,江苏泰州 225300
0 引言
我国是沙棘分布面积最大、种类最多的国家,沙棘是我国西部地区最具代表性的经济作物,我国沙棘资源占世界沙棘资源的90%以上[1]。沙棘作为一种药食同源的植物,沙棘果素有“天然维生素宝库”美称,据测定,沙棘的Vc含量非常丰富,每100 g鲜果中含Vc 1 200~1 800 mg[2]。此外沙棘果中含有丰富的生物活性物质,如沙棘黄酮和多糖类等。现代医学研究证实,沙棘中的生物活性物质具有抗心肌缺血、降低血清胆固醇、降血糖、降血脂、抗氧化、抑制肿瘤、增强免疫调节、缓解炎症、祛痰、利肺、养胃、健脾等功效,对心血管系统、免疫系统以及抗肿瘤、抗衰老、抗炎、抗辐射损伤等方面均有显著的药理效应[3]。因此,加强对沙棘的开发研究十分必要。
经查阅有关文献,沙棘果应用研究的相关报道比较常见。如黄静等[4]在沙棘雪梨牦牛酸奶加工工艺参数优化的研究中,提出了以牦牛乳、雪梨浓缩汁、沙棘汁为主要原料制备沙棘雪梨牦牛酸奶,最佳工艺参数为:果酱添加量4 g/100 g,均质压力25 MPa,发酵终点酸度830T。宋淼等[5]在沙棘黑枸杞复合饮品的研制及其抗氧化性研究中,得出该饮品的最佳配方为:沙棘原汁添加量24.0%、黑枸杞原汁添加量45.0%、白砂糖添加量12.0%、柠檬酸添加量0.2%。李珈骐[6]在响应面法优化沙棘枸杞复合运动饮料配方研究中,得出最佳配方为沙棘汁添加量15.00%、枸杞汁添加量26.00%、柠檬酸添加量0.17%、木糖醇添加量8.50%。韩立柱等[7]在沙棘、红枣、山楂复合功能饮料的研制中,得出该复合饮料的最优配比:沙棘汁、红枣汁、山楂汁的体积比为20∶10∶4,白砂糖添加量5%、食盐添加量0.06%、柠檬酸添加量0.03%、羧甲基纤维素钠添加量0.05%。但无论文献上,还是市场上,都未见有沙棘果在再制奶酪中应用的研究和产品。本研究以新鲜沙棘果以及奶酪为主要原料,探讨了沙棘再制奶酪配方及加工工艺,并利用响应面法对配方及工艺参数进行优化,以期为沙棘再制奶酪的研究及工业化生产提供参考。
1 材料与方法
1.1 材料与设备
1.1.1 材料与试剂
沙棘果:购于山西省文水县醋柳山生物科技有限公司;切达奶酪、黄油:购于上海意诺食品有限公司;全脂奶粉、白砂糖、小苏打:购于泰州大润发超市;黄原胶、卡拉胶:购于河北格贝达生物科技有限公司;果胶酶、柠檬酸钠、多聚磷酸钠、焦磷酸钠、六偏磷酸钠:均购于河南青羊生物科技有限公司;其他试剂:为江苏省畜产品深加工工程技术研究开发中心提供。
1.1.2 仪器与设备
MJ-PB12 Power304型破壁料理机、5810R型离心机、EL3002型电子天平、FTC-TMS-Touch质构仪、T6分光光度计、UMC5型干酪融化锅、DS-1型高速组织捣碎机、HH-S2水浴锅、PHS-3E酸度计、冰箱、干酪刀、不锈钢盆、玻璃瓶、烧杯、温度计等实验室常用仪器设备。
1.2 方法
1.2.1 工艺流程
沙棘果精选→清洗→护色→热烫→打浆→过滤→胶体磨→均质→调酸→配料(需要对天然奶酪进行预处理)→加热融化→乳化→杀菌→灌装→冷藏→检验→成品。
1.2.2 操作要点
(1)沙棘果精选
选择新鲜的沙棘果,去除霉烂变色果及树枝、树叶、土块等杂物[8]。
(2)沙棘果清洗、护色
沙棘果用清水冲洗3 遍,在1%~2%的盐水中浸泡2~3 min护色,沥干水分,再于0.05%的VC溶液中浸泡护色2~3 min,捞出沥干水分[9]。
(3)沙棘果热烫
沙棘果置于90 ℃的热水中热烫3 min,取出后倒入冷水中冷却,沥干[10]。
(4)沙棘果打浆
加入与沙棘果质量相等的纯净水,采用组织捣碎机打浆,先慢速破碎,然后高速打浆破壁2~3 min,后置于冰箱上层低温澄清1 h[11]。
(5)沙棘浆汁过滤、细磨、均质及调酸
将经低温澄清的沙棘浆汁采用40 目的双层纱布过滤,然后通过胶体磨细,磨两遍,再经均质机20 MPa均质压力下进一步均质,得澄清均一的沙棘果汁,最后用0.1%的小苏打溶液调节沙棘汁pH值至4.7~4.9备用[12]。
(6)天然奶酪预处理
将成熟期6 个月的切达奶酪切成1 cm3左右的小块,并经组织捣碎机捣碎备用[13]。
(7)配料、加热融化及乳化
按配制1 kg沙棘再制奶酪计算,分别称取35%天然奶酪碎粒、适量沙棘果汁、12.0%黄油,一起加入融化锅中,以2 000 r/min的转速搅拌混合均匀[9],然后再加入适量复合乳化盐(经预试验确定m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2∶2∶1)、6.0%脱脂乳粉、6.0%白砂糖、0.5%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)以及纯净水,于适当温度条件下,以3 000 r/min的速度搅拌,使各种原辅料充分融合乳化一定时间,至组织状态均匀细腻[14]。
(8)杀菌、灌装、冷藏及成品
乳化完成后,以3 000 r/min继续加热搅拌,加热至95 ℃,保温5 min,然后出锅灌装[15]。灌装完成后将沙棘再制奶酪置于0~4 ℃冰箱冷藏,迅速降温至10 ℃以下贮藏[16]。最后经感官评定、质构分析、理化以及微生物检测合格,即为成品。
1.2.3 沙棘再制奶酪配方及工艺参数的优化
相关文献及预试验的研究结果表明:沙棘果汁添加量、复合乳化盐添加量、乳化温度以及乳化时间是影响沙棘再制奶酪品质比较重要的几个因素[17]。经单因素试验并采用响应面分析法对以上4 个因素的工艺参数进行选择优化,通过判断其对沙棘再制奶酪感官品质及Vc含量的影响,确定成品最佳的加工工艺及配方。
(1)沙棘果汁用量
设定制备1 kg沙棘再制奶酪,按添加35.0%天然奶酪、1.54%复合乳化盐(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2∶2∶1)、0.5%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)、6.0%脱脂乳粉、6.0%白砂糖、12.0%黄油、20.0%纯净水、乳化温度80 ℃、乳化时间10 min以及搅拌速度3000 r/min,分别设定12.0%、14.0%、16.0%、18.0%、20.0%、22.0%的沙棘果汁(料水质量比1∶3)添加量6 个梯度,按“1.2.1”及“1.2.2”的工艺要求制备沙棘再制奶酪,测其Vc含量并进行感官评定。
(2)复合乳化盐添加量
设定制备1 kg沙棘再制奶酪,按添加35.0%天然奶酪、18.0%的沙棘果汁(料水质量比1∶3)、0.5%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)、6.0%脱脂乳粉、6.0%白砂糖、12.0%黄油、20.0%纯净水、乳化温度80 ℃、乳化时间10 min以及搅拌速度3000 r/min,分别设定1.2%、1.3%、1.4%、1.5%、1.6%、1.7%复合乳化盐(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2 ∶2 ∶1)添加量6 个梯度,按“1.2.1”及“1.2.2”的工艺要求制备沙棘再制奶酪,分别进行感官评定并测其Vc含量。
(3)乳化温度
设定制备1 kg沙棘再制奶酪,按添加35.0%天然奶酪、18.0%的沙棘果汁(料水质量比1∶3)、1.5%复合乳化盐(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2 ∶2 ∶1)、0.5%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)、6.0%脱脂乳粉、6.0%白砂糖、12.0%黄油、20.0%纯净水、乳化时间10 min以及搅拌速度3000 rpm,分别设定乳化温度65 ℃、70 ℃、75 ℃、80 ℃、85 ℃、90 ℃这6 个梯度,按“1.2.1”及“1.2.2”的工艺要求制备沙棘再制奶酪,测其Vc含量并进行感官评定。
(4)乳化时间
设定制备1 kg沙棘再制奶酪,按添加35.0%天然奶酪、18.0%的沙棘果汁(料水质量比1∶3)、1.5%复合乳化盐(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2 ∶2 ∶1)、0.5%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)、6.0%脱脂乳粉、6.0%白砂糖、12.0%黄油、20.0%纯净水、乳化温度80 ℃以及搅拌速度3 000 rpm,分别设定乳化时间6 min、8 min、10 min、12 min、14 min、16 min 6 个梯度,按“1.2.1”及“1.2.2”的工艺要求制备沙棘再制奶酪,分别测其Vc含量并进行感官评定。
(5)响应面法优化沙棘再制奶酪配方及工艺参数
在单因素试验结果的基础上,分别选取以上4 个因素的较优工艺参数,以沙棘再制奶酪成品VC含量及感官评分为评价指标,利用Design Expert 软件中的响应面试验设计法,对影响VC含量和感官得分的沙棘果汁用量、复合乳化盐用量、乳化温度及乳化时间进行响应面试验,优化沙棘再制奶酪的配方及工艺条件。响应面试验因素水平编码值见表1。

表1 响应面因素水平表
1.2.4 指标检测及感官评价方法
(1)VC含量检测
参照《GB5009.86—2016食品安全国家标准 食品中抗坏血酸的测定》中的第二法荧光法,进行检样测定[18]。
(2)感官品质评定
从江苏农牧科技职业学院食品科技学院已经学完感官分析课程的大三年级学生中,随机选择10 名学生(男女各5 人)组成评鉴小组,从色泽、气味、口感、组织状态4 个方面分别进行打分,采用盲评方式进行评定,样品随机编码,采用总分60 分制的综合评分法,去掉1 个最高分和1 个最低分,其他得分取平均值作为最终感官评价得分。感官评分标准[19]如表2所示。

表2 感官品质评分标准
(3)产品质量检测
根据《GB19302—2010 再制奶酪》国家标准的要求[20],对经试验确定最优工艺制作的沙棘再制奶酪进行各项指标检测,具体检测方法详见GB5413.3、GB5009.3、GB4789.2、GB4789.3、GB4789.4、GB4789.10等国家标准中相应的方法。
2 结果与分析
2.1 最佳配方及乳化工艺的优化
2.1.1 沙棘果汁添加量
由图1、图2可知,随着沙棘果汁添加量的增加,再制奶酪VC含量亦随着上升,但感官评分呈现先升后降的趋势,在沙棘浆添加量为18.0%时,感官评分最高,此时成品VC含量亦较高。因此,综合考虑两者因素,选择添加18.0%的沙棘汁(料水质量比1∶3)时,制备沙棘再制奶酪效果较好。
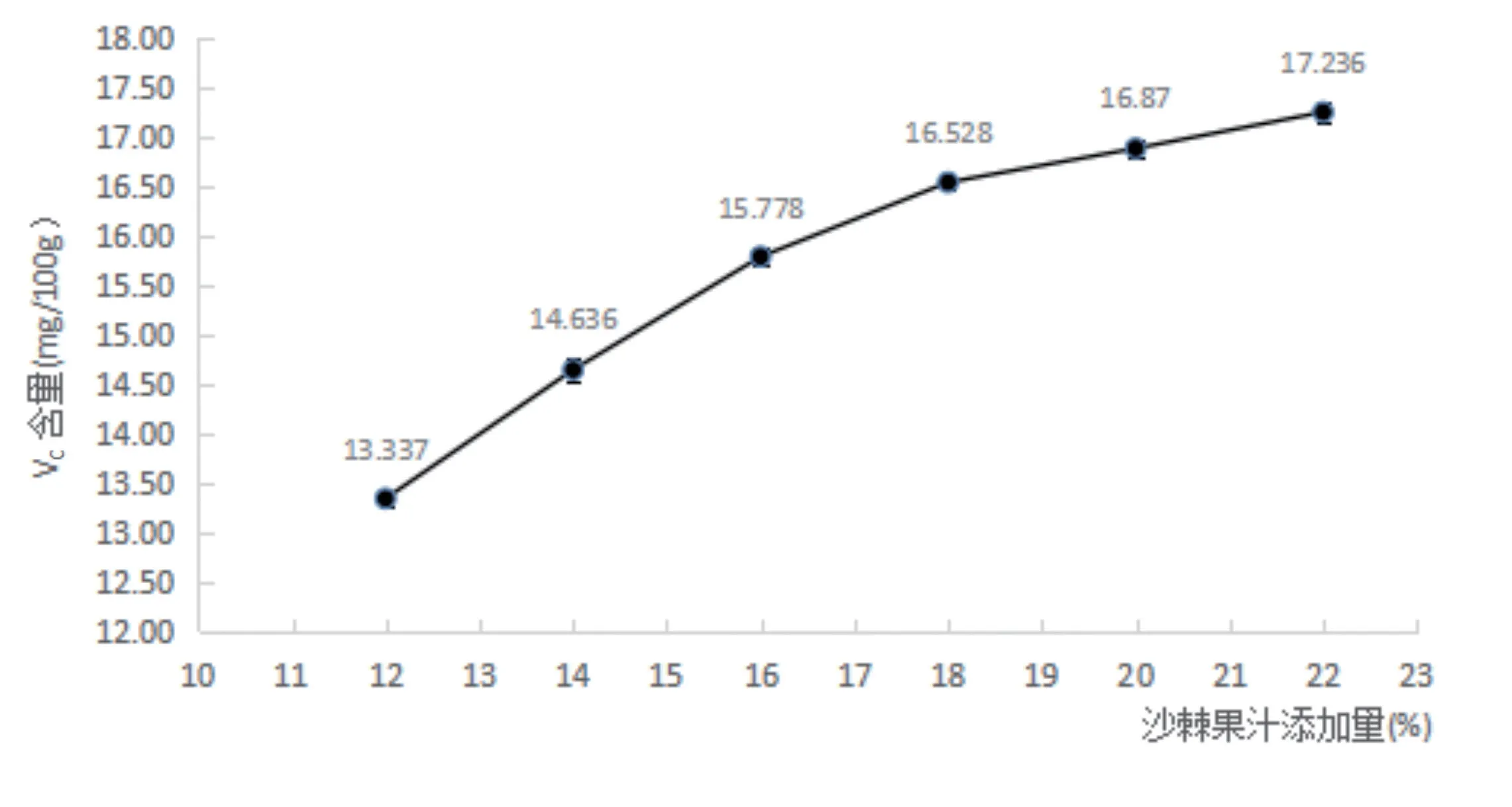
图1 沙棘汁添加量对成品Vc 含量的影响
2.1.2 复合乳化盐添加量
由图3、图4可知,随着复合乳化盐添加量(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2∶2∶1)的增加,再制奶酪的感官评分呈现先升后缓降的趋势,对成品VC含量影响不大;当复合乳化盐添加量为1.5%时,感官评分最高,成品VC含量亦较高。这可能是当添加量高于这个比例时,样品的硬度较高而使感官品质有所下降,并且VC含量增加不多;当添加量小于这个比例时,样品略软黏,不够紧实。综合考虑,选择添加1.5%的复合乳化盐对制备沙棘再制奶酪效果较好。
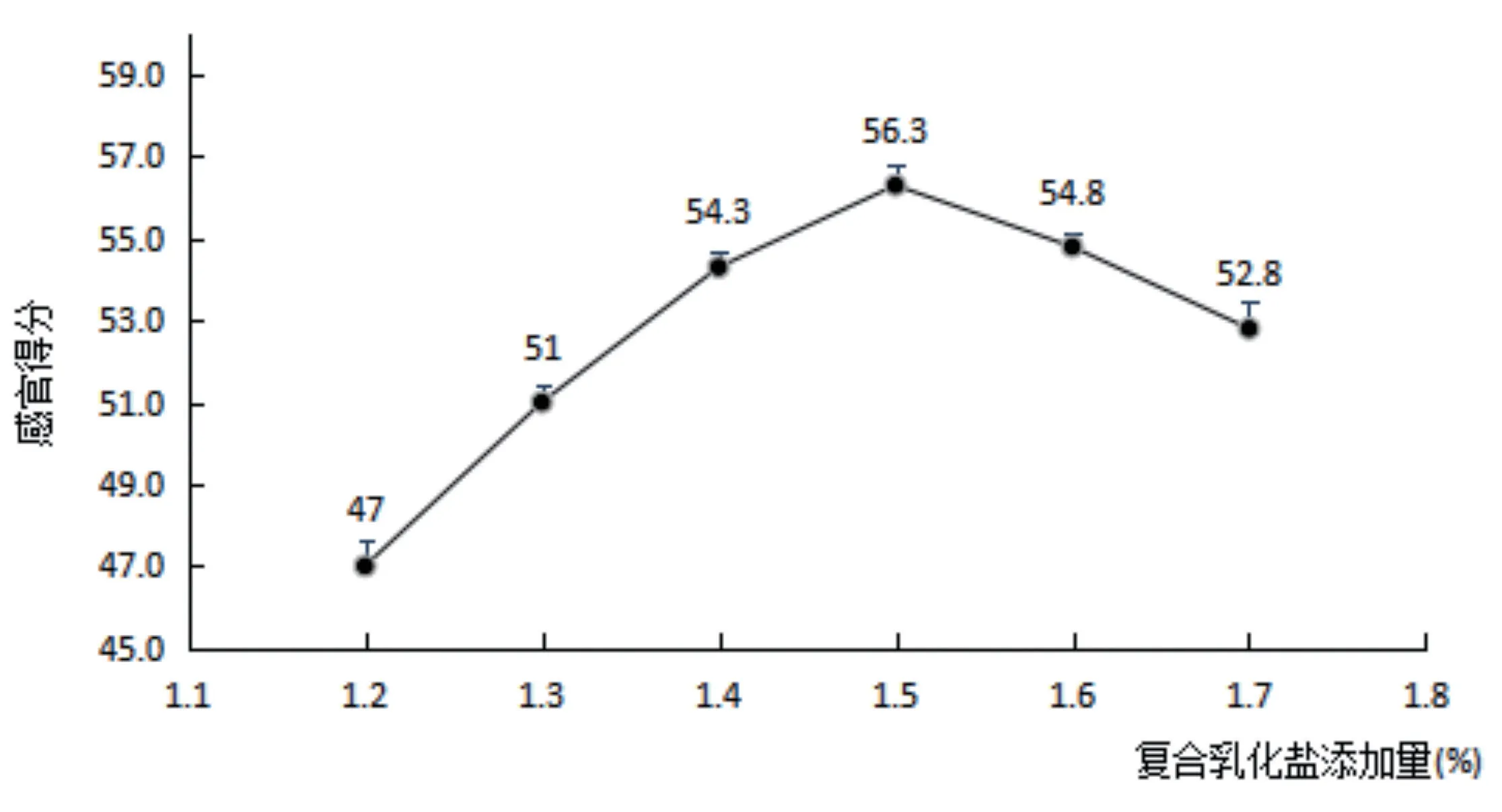
图3 复合乳化盐添加量对成品感官评分的影响
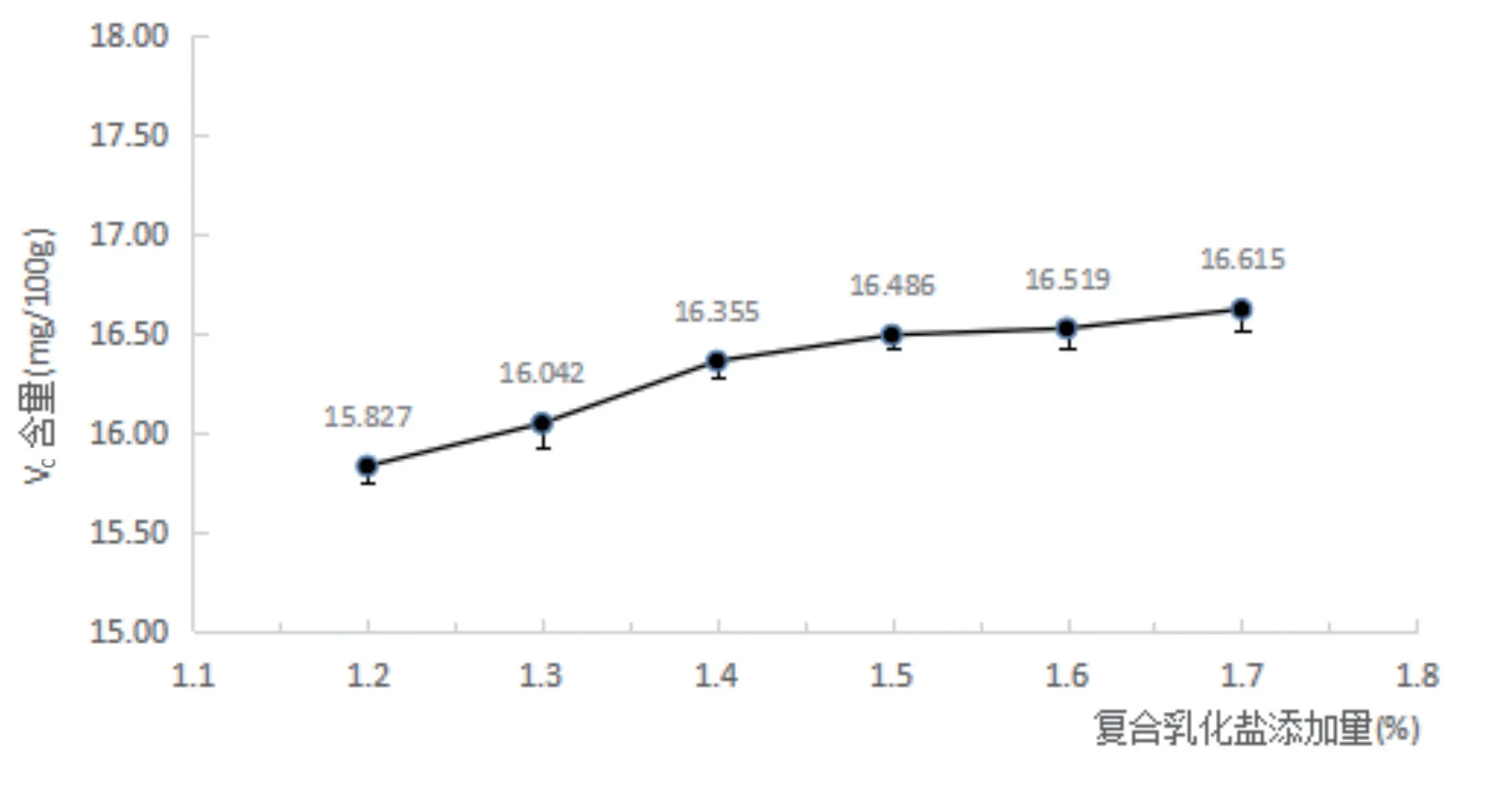
图4 复合乳化盐添加量对成品Vc 含量的影响
2.1.3 乳化温度
由图5、图6可以看出,不同乳化温度对成品VC含量及感官得分均有影响。随着乳化温度的升高,再制奶酪的VC含量亦呈现缓慢下降趋势;感官评分呈现先升后降的趋势。这可能与乳化温度影响酪蛋白疏水作用的强度有关,并且乳化温度越高,对成品中Vc含量破坏越多。当乳化温度为80 ℃时,感官评分最高,成品Vc含量亦较高。因此,选用80 ℃作为乳化的较优温度。

图5 乳化温度对成品Vc 含量的影响

图6 乳化温度对成品感官评分的影响
2.1.4 乳化时间
由图7、图8可知,随着乳化时间的延长,再制奶酪成品的VC含量亦随之呈现下降趋势,感官评分呈现先升后缓降的趋势,这说明乳化时间并不是越长越好。乳化时间短,乳化效果不充分,而乳化时间过长则会使蛋白链变得细小,并且对成品中VC含量破坏较多。当乳化时间为10 min时,感官评分最高,VC含量亦较高。综合考虑,选择乳化时间为10 min制备沙棘再制奶酪效果较好。
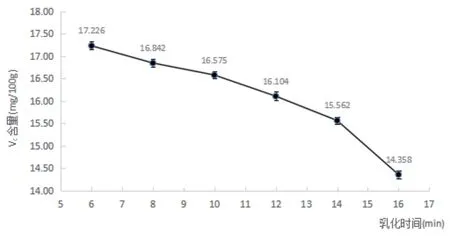
图7 乳化时间对成品Vc 含量的影响
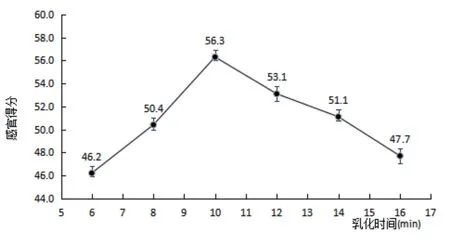
图8 乳化时间对成品感官评分的影响
2.1.5 配方及乳化工艺参数的响应面分析法优化
基于单因素试验结果,根据Box-Benhnken中心组合设计4因素3水平的响应面试验,试验设计方案及结果如表3所示。
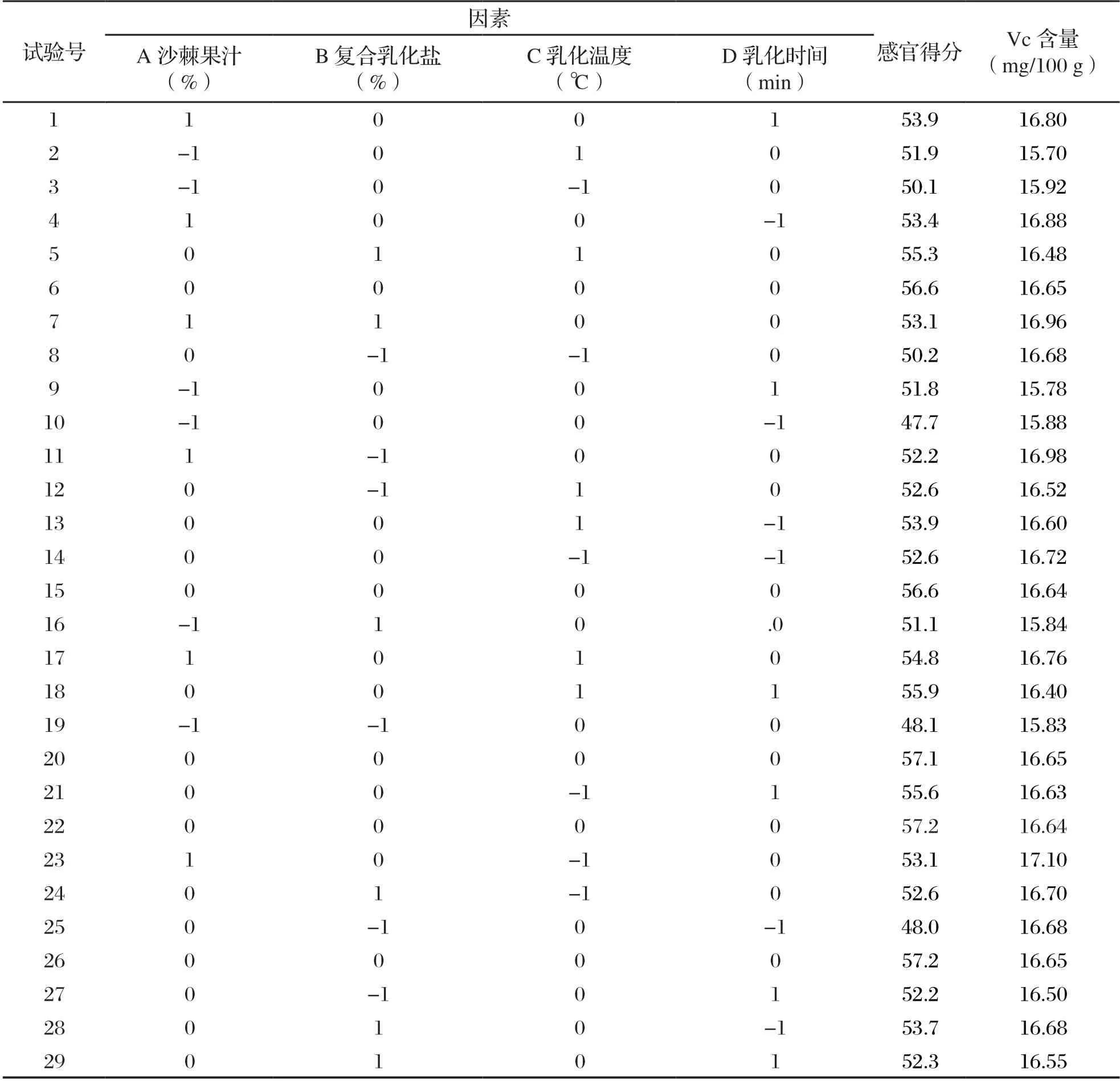
表3 响应面试验设计与结果
利用Design-Expert12软件对影响沙棘再制奶酪感官评分的4 个主要因素:A沙棘汁用量、B复合乳化盐用量、C乳化温度、D乳化时间的中心组合试验结果进行二次多项式回归拟合(表4),得到响应值Y(感官得分)对影响沙棘再制奶酪感官品质的关键因素(A、B、C、D)的二次多项回归模型:
Y=56.84+1.65A+1.23B+0.8500C+1.03D-0.525AB-0.025AC-0.900AD+0.075BC-1.40BD-0.25CD-3.11A2-3.08B2-0.9325C2-1.88D2
表4回归模型的方差分析表明:F值为30.07,P<0.0001,表示该模型具有极显著性差异。失拟项F值为5.61,且P为0.0555>0.05,即方程失拟项表现不显著,该模型回归拟合良好。该模型R2=0.9678,R2Adj=0.9356,表明该模型可用于分析和预测沙棘再制奶酪感官品质的评分。由P值大小可知,A、B、A2、B2、D2对沙棘再制奶酪的感官评分有极显著影响(P<0.0001);C、D、BD、C2对沙棘再制奶酪的感官评分有高度显著影响(P<0.01);AD对沙棘再制奶酪的感官评分有显著影响(P<0.05)。由F值大小可知,各因素对响应值影响强弱的关系为:A沙棘汁用量>B复合乳化盐用量>D乳化时间>C乳化温度。各因素之间的交互作用对沙棘再制奶酪感官评分影响的响应曲面图见图9~14。

表4 回归模型的方差分析
由图13可知,当沙棘果汁添加量和乳化温度均为零点时,复合乳化盐添加量和乳化时间两者之间的交互作用有高度显著影响。当复合乳化盐添加量不变时,沙棘再制奶酪感官评分随乳化时间增加呈现先升高后下降的趋势;当乳化时间一定时,感官评分随复合乳化盐添加量的增加呈现先增加后缓慢下降的趋势。同时,由等高线疏密程度可以判断,复合乳化盐添加量比乳化时间对沙棘再制奶酪感官品质的影响更大。由图11可知,当复合乳化盐添加量和乳化温度均为零点时,沙棘果汁添加量和乳化时间两者之间的交互作用也有一定的显著性。同时由等高线疏密程度可以判断,沙棘果汁添加量对沙棘再制奶酪感官评分的影响比乳化时间更大。从图9、10、12、14可以看出,相应交互项之间的交互作用对沙棘再制奶酪感官评分的影响不显著。
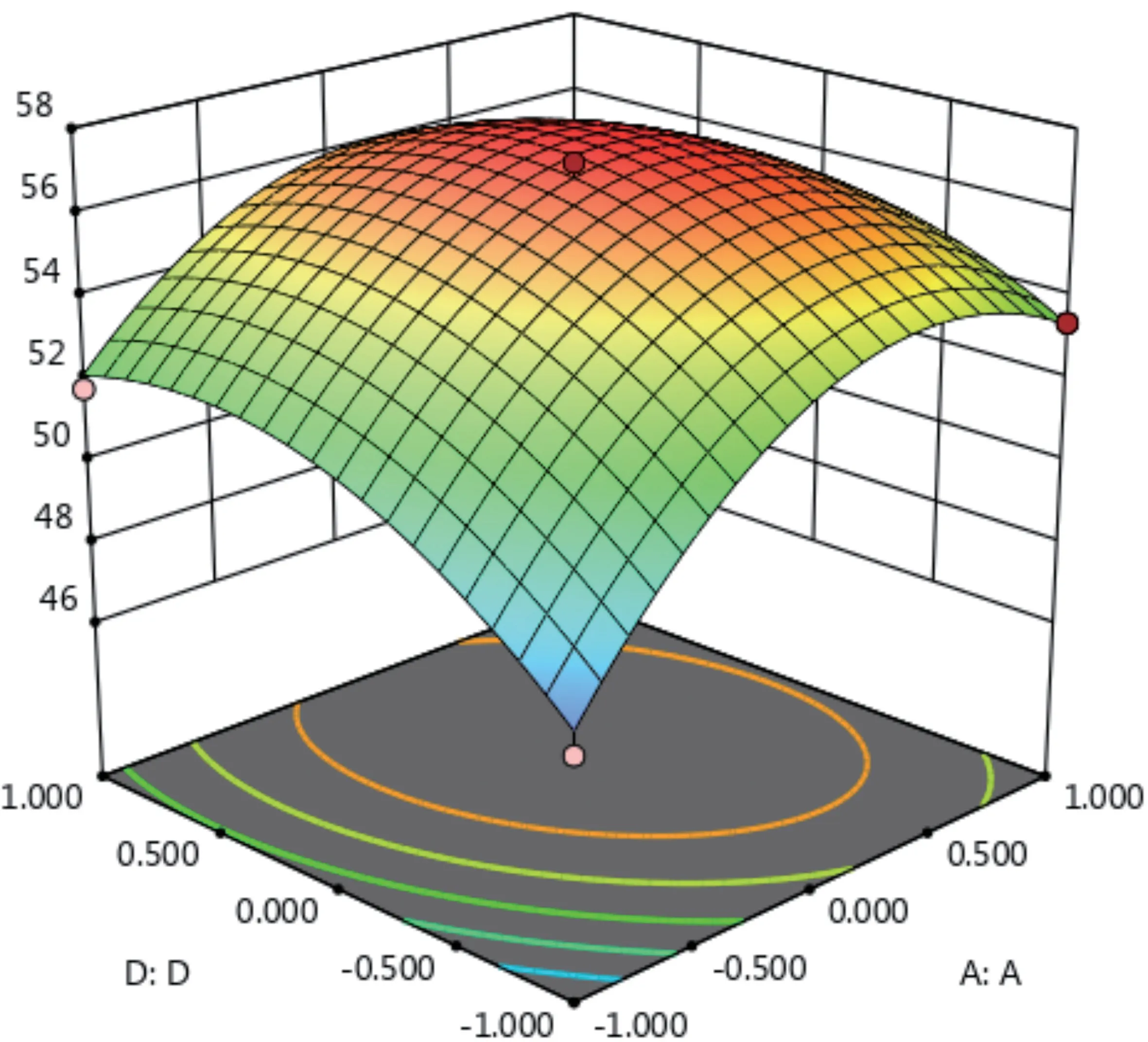
图11 沙棘汁用量与乳化时间的交互作用对成品感官品质的影响
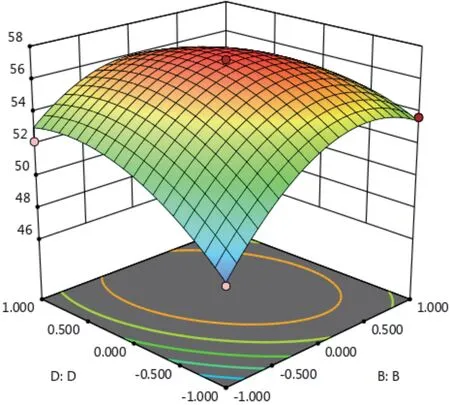
图13 复合乳化盐用量与乳化时间的交互作用对成品感官品质的影响
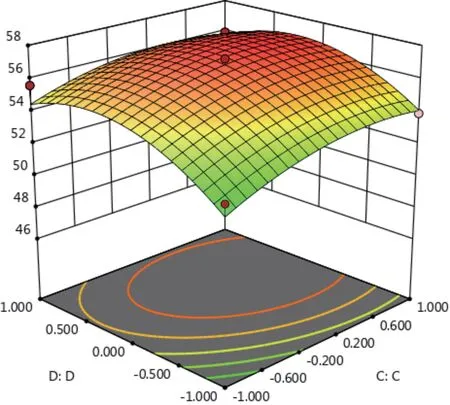
图14 乳化温度与乳化时间的交互作用对成品感官品质的影响
根据沙棘再制奶酪的乳化工艺参数试验结果和回归方程各项的方差分析,由Design-Expert 12软件对回归方程进行计算,优化出制备沙棘再制奶酪的最佳配方及乳化工艺条件为:沙棘汁用量18.56%,复合乳化盐用量1.54%,乳化温度84 ℃,乳化时间11.4 min。在此条件下,模型预测感官得分为57.28分。并结合响应面试验分析,预测VC含量达16.65 mg/100 g,VC含量亦较高。
为验证响应面分析法优化的沙棘再制奶酪最佳乳化工艺条件的可靠性,此条件下进行3 次验证试验,沙棘再制奶酪的感官评分分别为57.5 分、57.8 分、57.2 分,平均感官评分为57.5 分;其相对误差不到1%,表明该模型拟合度好,与模型预测值接近,证实了模型的有效性。VC含量分别为16.60 mg/100 g、16.68 mg/100 g、16.56 mg/100 g,平均值为16.61 mg/100 g,相对误差小于1.00%。因此,制备沙棘再制奶酪的最佳乳化工艺条件为:沙棘汁用量18.56%,复合乳化盐用量1.54%,乳化温度84 ℃,乳化时间11.4 min。
2.2 产品质量检测结果
2.2.1 感官品质评价结果
对按照最佳配方及乳化工艺参数制备的沙棘再制奶酪感官品质进行评价,产品颜色均匀,呈现橘黄色,略有光泽;质地均一,光滑细腻;软弹、黏附性和对照样接近;入口易融化;干酪风味浓郁,口感柔滑细腻;具有明显沙棘滋味;无正常视力可见的杂质。
2.2.2 理化指标及微生物检测结果
由表5和表6可知,沙棘再制奶酪的产品理化指标及微生物指标均符合《GB19302—2010 再制奶酪》的要求。
3 结论
以沙棘再制奶酪成品的感官品质及样品Vc含量为评价依据,在单因素试验结果的基础上,经响应面优化工艺和验证试验,得到最佳配方及乳化工艺为:添加18.56%沙棘汁(料水质量比1∶1)、35.00%天然奶酪、1.54%复合乳化盐(m柠檬酸钠∶m多聚磷酸钠∶m焦磷酸钠∶m六偏磷酸钠=4∶2∶2∶1)、0.50%复合稳定剂(m卡拉胶∶m黄原胶=4∶1)、6.00%脱脂乳粉、6.00%白砂糖、12.00%黄油、其余为纯净水,乳化温度84 ℃、乳化时间11.4 min以及搅拌速度3 000 r/min。经此工艺条件处理后制成的沙棘再制奶酪产品感官评分为57.5分(满分60分),VC含量达16.61 mg/100 g,组织结构细腻光滑、色泽均匀、口感润滑,营养丰富,具有沙棘果的风味,符合《GB25192—2010 再制奶酪》要求。
