铝芯双面板树脂填胶工艺探索
2021-09-20孟昭光赵南清
孟昭光 赵南清
(东莞市五株电子科技有限公司,广东 东莞 523290)
铝芯双面板制作为节约成本,工艺改良,在单面铝基板上通过钻孔后采用压合半固化树脂布(PP)填胶,树脂填孔后再进行二次钻孔、沉铜板电,最终使得双面导通。以下探索制作过程中工艺参数,总结出二钻最佳补偿值。
1 试验设计方案
1.1 一钻及二钻结构设计
试验板孔设计见图1所示。二钻孔中心与一钻一样,二钻定位孔是以一钻钻出来的靶孔定位。
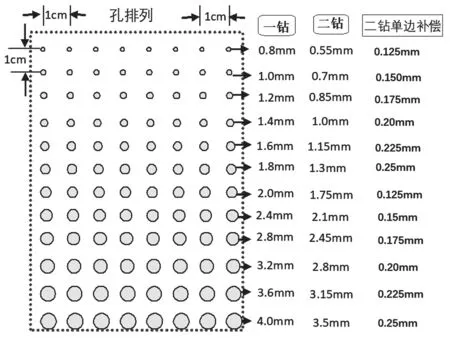
图1 一钻及二钻设计
1.2 层压结构图
铝芯双面板压合结构如图2所示。叠构1是2张生益106# 72%半固化片加单面铝基板,叠构2是3张生益106#72%半固化片加单面铝基板。

图2 层压结构图
1.3 线路图形设计
顶面和底面图形一致,都为独立的铜环结构,见图3所示。此种图形设计目的为测试孔环有没有和铝板连通,如连通则表示此处孔破,二钻补偿偏小了。
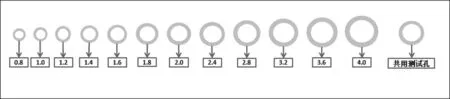
图3 线路底片设计图形
1.4 流程设计
开料→一钻孔→磨板→压合→二钻→磨板→沉铜→镀铜→影像转移→电测
2 试验过程及结果
2.1 一钻
采用单面铝基板尺寸250 mm×300 mm,板厚0.8 mm,铜箔18 μm,有4块。
钻带比例:X=1.0000,Y=1.0000。
将单面铝基板钻出外围的定位孔。铜面朝上固定于酚醛垫板上,上面加盖铝片,同时用白胶纸将上下垫板固定,以免错位。钻孔参数见表1所示,钻头使用孔限500孔。
2.2 压合
压合前处理为磨刷,把铝面保护膜撕掉,关掉磨刷线酸洗(或微蚀)喷淋后再过磨刷线。
压合使用油压机,程式为2116X1,时间为160 min,无须后烤;压合参数见表2所示。压合后把单面铝基板铜箔面的铜箔(光面朝着铜箔面)去掉,利用打靶机把一钻定位孔重新冲出。
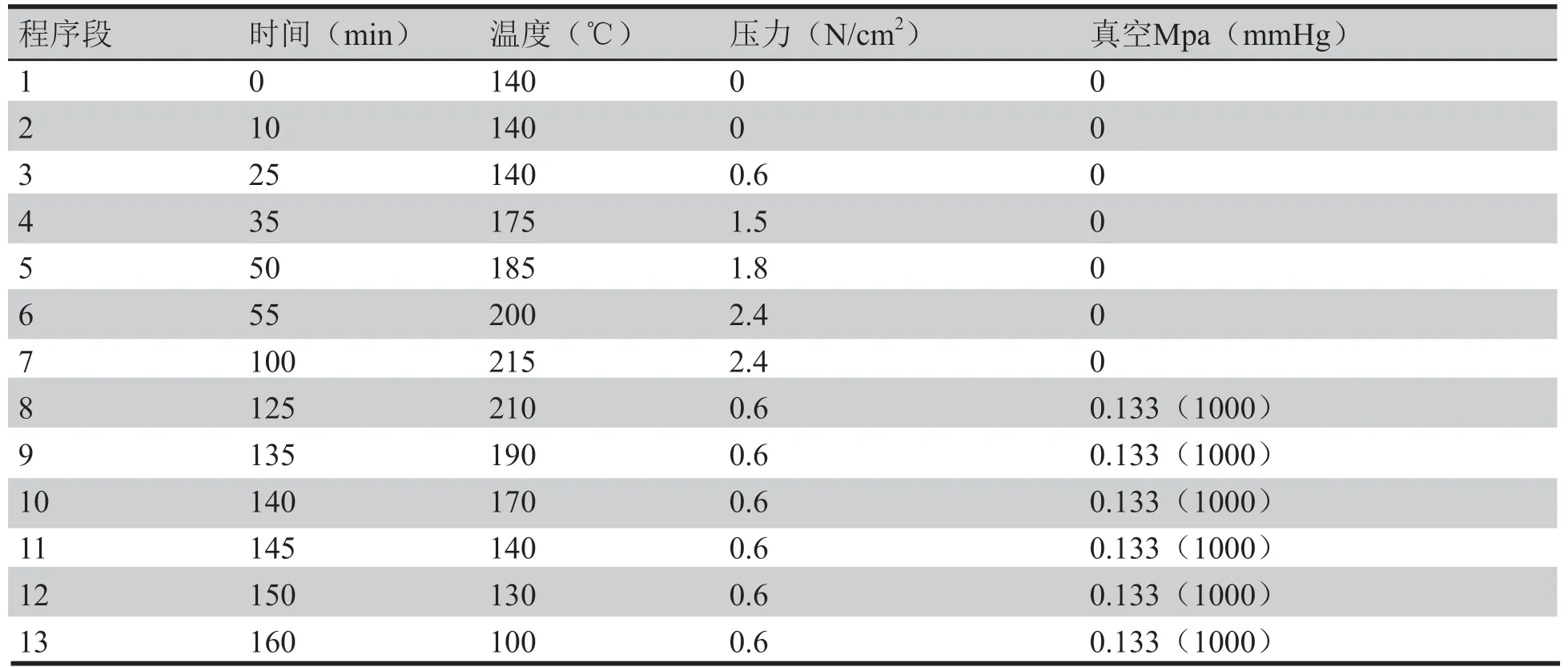
表2 压合参数
2.3 二钻
钻带比例均为:X=0.9989,Y=0.9989;
使用一钻定位孔定位,上盖酚醛基板,下垫铝片+酚醛基板。参数见表3所示,钻头使用孔限2000孔。
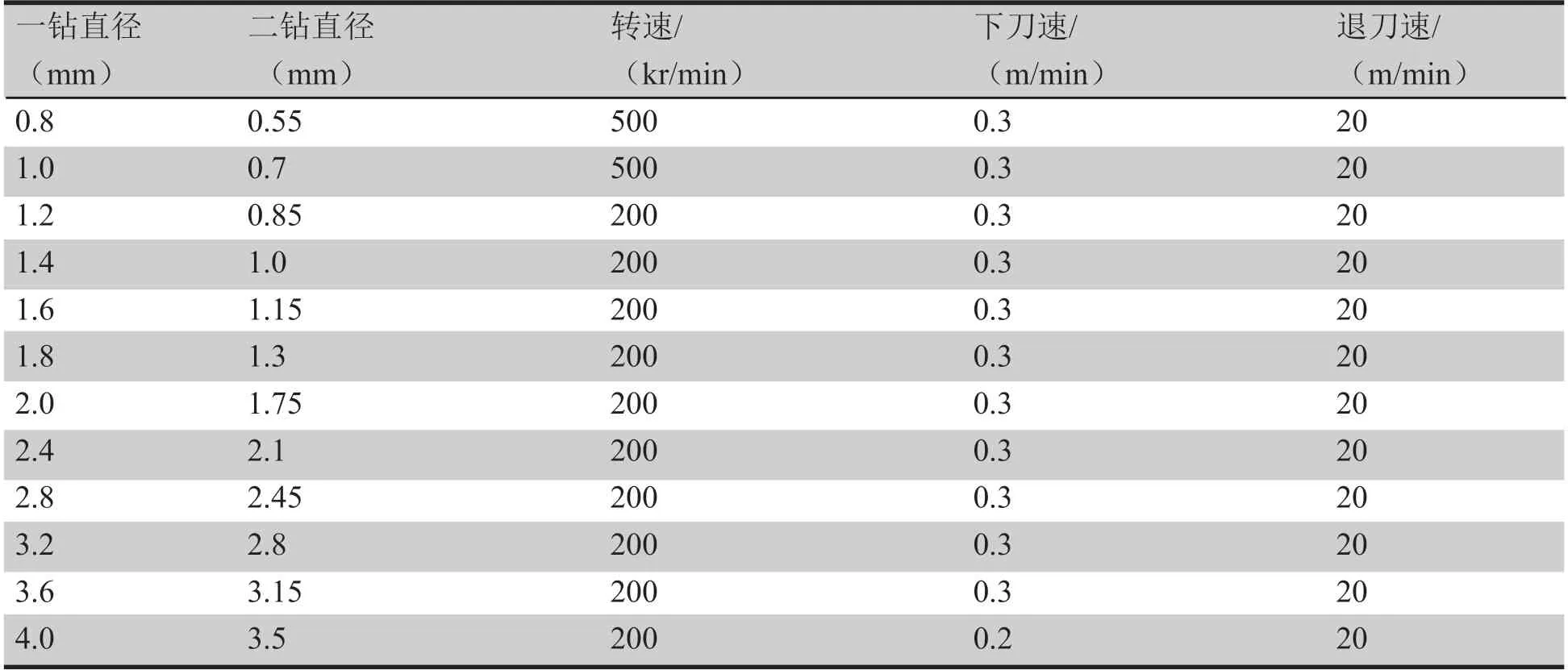
表3 二钻参数表
2.4 沉铜、镀铜、图形转移
磨刷后需用蓝色胶带(镀金工站有)包边,以防污染沉铜药水见表4所示。
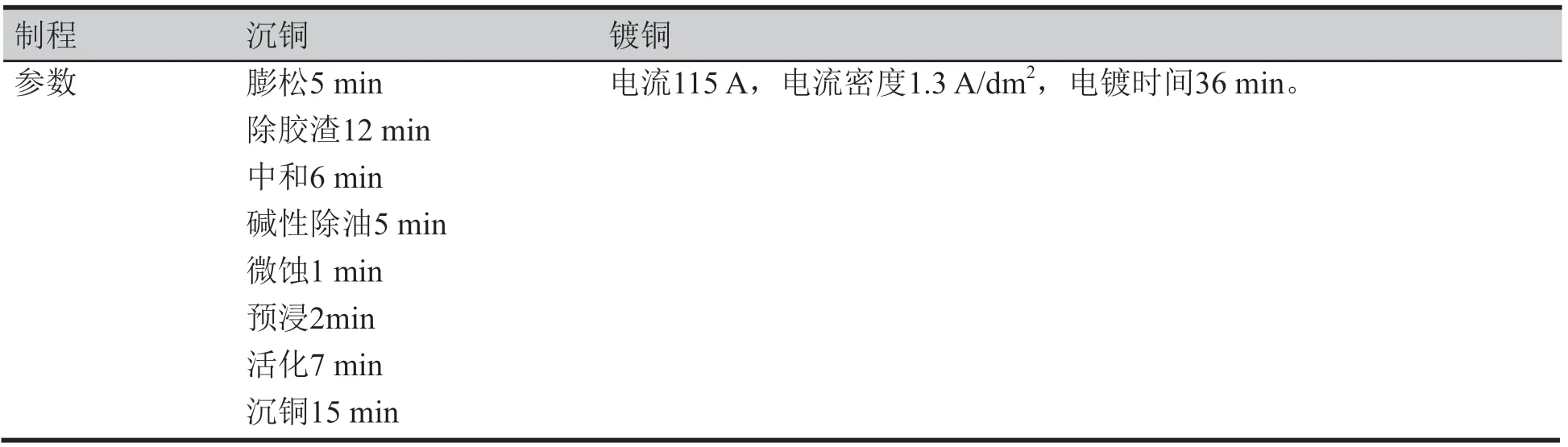
表4 沉铜电镀参数
图形转移底片比例均为:X=1.0000,Y=1.0000。转移工序制作按照厂内正常流程制作,使用相关设备为自动压膜机,手动散射光曝光机,酸性蚀刻机。
2.5 电测结果
为验证二钻有没有偏出树脂,接触铝芯而造成短路,使用万用表(电阻法)对完成后的孔环进行电测。测试方法为:一极接触铝芯,另一极逐一接触独立孔环,如万用表没有响声,表示此孔环没有短路,反之,表示此孔环短路。
电测结果显示如下几点。
(1)二钻单边补偿0.125 mm的孔环有短路现象,单边补偿0.15 mm以上没有响声;
(2)为保证测试结果的正确性,把单边补偿0.15 mm以上的孔环用高压测试法进行验证,高压测试条件:电压500 V、时间10 s。
高压测试结果显示:单边补偿0.15 mm的孔环有短路发生,单边补偿0.175 mm及以上测试结果合格。
3 试验结论
(1)试验证实了铝芯双面板可以通过钻孔、压合填胶、二钻进行双面线路导通的办法是可行的。(2)树脂填胶工艺选择树脂含量较大的半固化片为佳。
(3)测试所得二钻单边补偿0.125 mm以下有短路风险,单边补偿0.175 mm为安全的补偿极限。
4 后续制作建议
(1)此次测试已经验证二钻安全补偿为单边0.175 mm,这次试验只采用了一种钻机,建议后续采用多种品牌钻机做精度评估动作。
(2)此次测试为普通半固化片(106# 72%)进行填孔,为保证铝基板散热性能,后续需选用高导热性能,高树脂含量的胶系进行评估测试。
