690镍基合金换热管对接焊接工艺
2021-08-26杨小杰张丹萍戴德平
杨小杰 张丹萍 戴德平


摘要:以镍基合金换热管(SB-163 N06690,尺寸φ19 mm×2.5 mm)的工艺研发为例,全面介绍该焊接工艺的开发过程,包括适用实际工况的焊接设备选型,焊接坡口的设计、试验与优化,焊接工艺参数的开发,必要的工装设计,焊接接头的检验,以及破坏性试验。通过工艺开发获得了高质量的焊接接头,各项指标验证符合使用要求,节约了大量工程制造成本,可在类似焊接接头上进行推广应用。
关键词:民用核设备;镍基合金换热管;焊接接头;焊接工艺
中图分类号:TG457.19 文献标志码:B 文章编号:1001-2003(2021)07-0066-04
DOI:10.7512/j.issn.1001-2303.2021.07.12
0 前言
为满足自主知识产权的第三代核电要求,我国在30余年引进、消化、吸收国外压水堆技术的基础上,充分考虑我国装备制造业的现实基础,按照最新安全标准HAF102的要求以及URD、EUR的相关要求,同时借鉴日本福岛核事故的经验反馈以及AP1000、EPR等先进压水堆设计理念,正在设计和研制安全性更高的民用核安全设备。传统热交换器的传热管基本是通过冷轧直接成型,冷轧设备制造能力在一定程度上限制了传热管的长度,大长度传热管的连接通常使用焊接方法。由于690镍基合金换热管本身的特点[1],如材料的焊接特性、换热管尺寸小、对焊接参数和焊接条件敏感等,焊接难度大。同时换热管使用工况严苛,对焊接接头的要求极高。为此,文中针对性地进行了工艺开发,研制出一整套适用的焊接工艺[2]。
1 工艺开发
1.1 设备选型
换热管为镍基合金材料,且尺寸小,对电弧变化敏感,因此对焊接电源要求高,在选型过程中,主要考虑以下条件:电源输出应有分区编程控制;可根据需要设置脉冲频率和脉冲时间;带水冷系统;高频引弧,最小熄弧电流约为3 A,以消除弧坑。
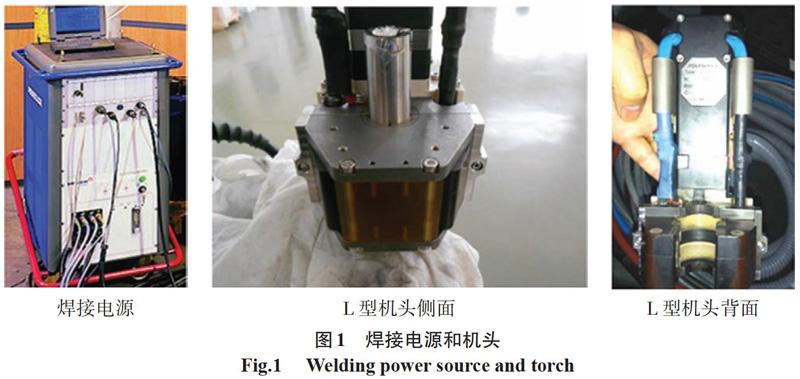
焊接机头宜采用封闭式带夹持功能的小型机头,保证焊接气氛,并适用于狭小空间焊接。通过对国内外设备厂家的调研,选择了POLYSOUDE PC600电源配备L型机头/MW40机头,如图1所示。
1.2 焊接坡口
在接头设计方面,结合国内外相关经验,换热管焊接采用自动GTAW带熔化环不填丝的焊接方式。同时考虑到便于加工制造,熔化环设计成单边带凸台的形式,如图2所示。熔化环材质与管子材质保持一致,通过试验确定熔化环尺寸,保证焊缝背面和正面余高到达设计要求。
1.3 焊接工装
为了得到高质量的焊接接头,焊接工艺对装配精度要求极高,焊前必须采用专用的夹持工装固定工件,以保证装配尺寸精度。为此需要根据实际工况结构设计专用的夹持工装,使得装配精度满足要求,并且操作方便。
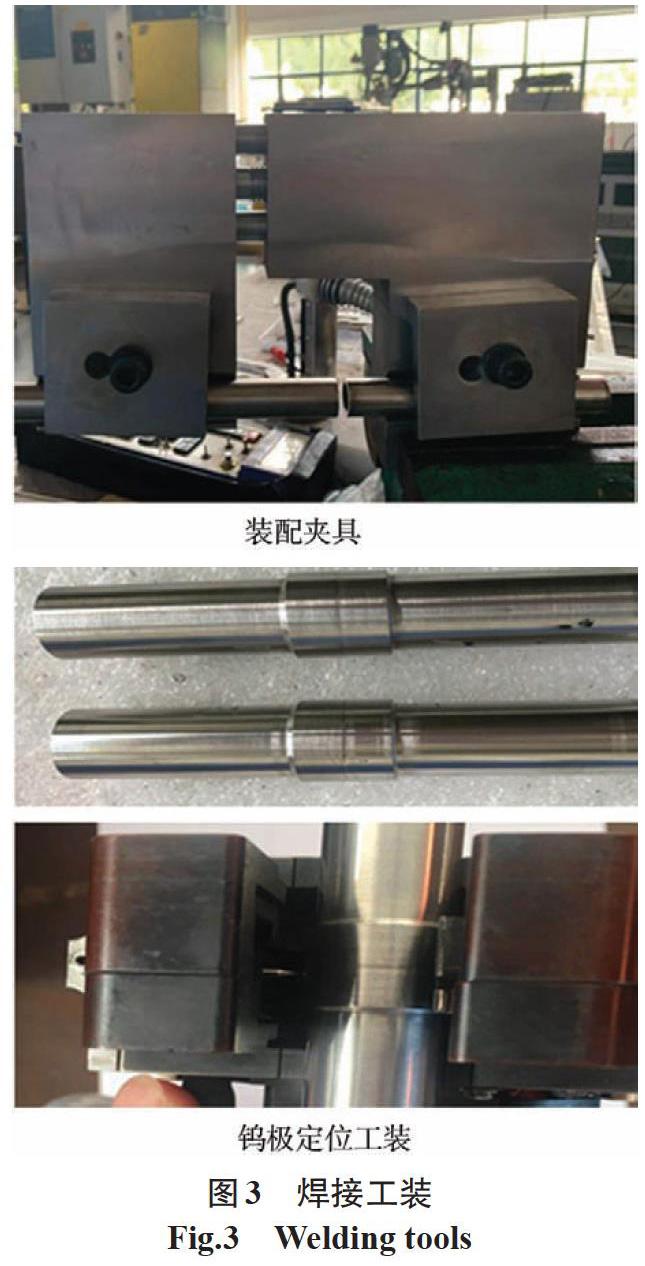
设计的固定工装一分为二,中间通过定位销连接,两块工装上的管子固定凹槽为一体成型,有效保证了管子装配的直线度。两块压板对管子施加径向的压紧力,顶部螺杆通过旋钮对管子施加轴向的顶紧力,压紧换热管与熔化环。该管子固定工装可用于全位置和横焊两种焊接位置。由于熔化环厚度较薄,且不填丝钨极氩弧焊对钨极与工件距离要求较高,为有效保证钨极的定位精度,制作了如图3所示的管子装配定位工装和钨极定位工装。
1.4 焊接工艺
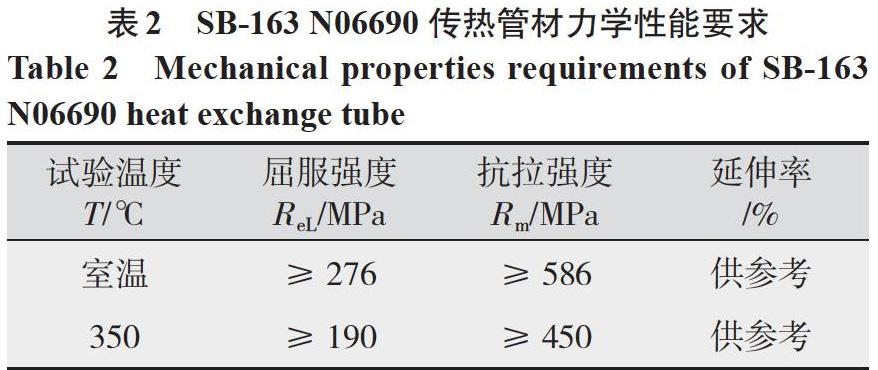
传热管材料为SB-163 N06690,规格φ19 mm×2.5 mm,传热管材的化学成分如表1所示,传热管材力学性能如表2所示。采用钨极氩弧焊(GTAW)对传热管材进行对接焊,焊接设备使用POLYSOUDEPC600 电源+L型机头,焊接时管与管之间放置熔化衬环,水平固定,焊接位置为全位置。焊缝正、背面均采用气体保护,正面保护气体采用纯度为99.999%的氦气,背面保护气体为99.999%的氩气。
为保证焊接质量,确保工艺稳定可靠,进行了大量的焊接试验,严格控制每一个细节。该焊接工艺及焊接过程的特点有:①管径小,壁厚大,镍基合金焊接工艺性差,熔池控制难度大。②焊接时无法观察熔池,不能根据焊接过程实时调整参数。③全位置焊接时,不同区域电弧力、熔池张力、重力影响不同,圆周方向焊缝成形差异大。④对管子精度、熔化环精度、装配精度、焊接参数、压紧程度、气体流量、压力、钨极角度、钨极与工件距离、钨极对中精度等都很敏感。
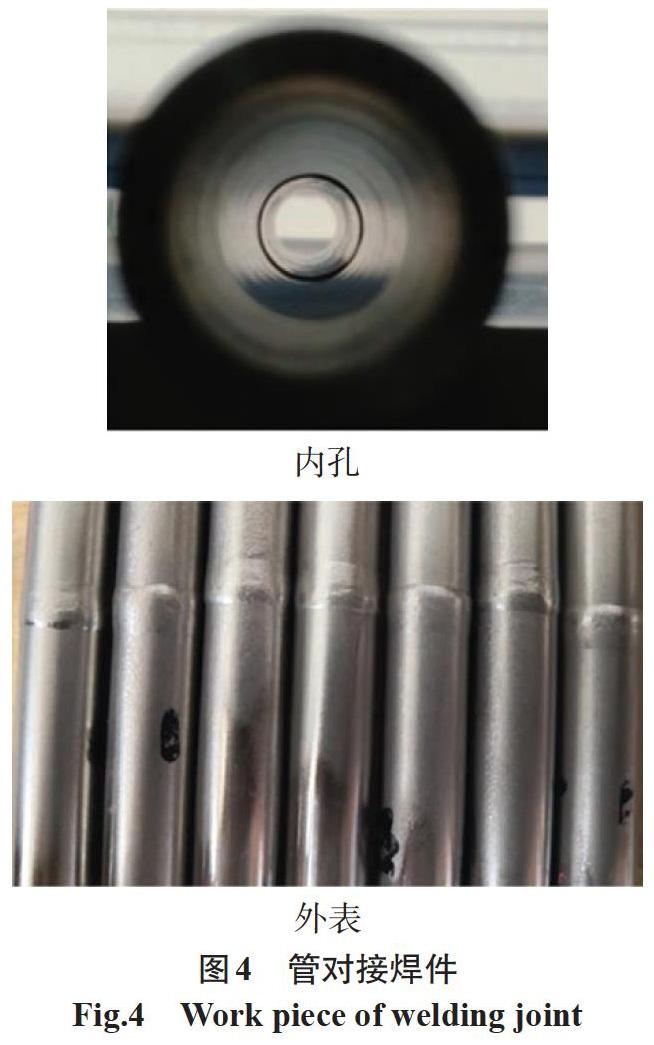
基于上述特点,借助数字模拟软件,计算整个焊接过程中圆周不同位置的温度分布情况,可帮助设定焊接参数,控制焊缝焊透无外凹、内凸满足通球要求,焊件外表无凹陷,如图4所示。
1.5 无损检验
焊接接头经目视检查、尺寸检查、液体渗透探伤、射线探伤等无损检测,结果合格,焊缝内外壁无任何可疑目视缺陷。尺寸检查主要包括接头通球,通球直径不小于φ13.4 mm,接头管外焊缝无凹陷。
2 理化试验
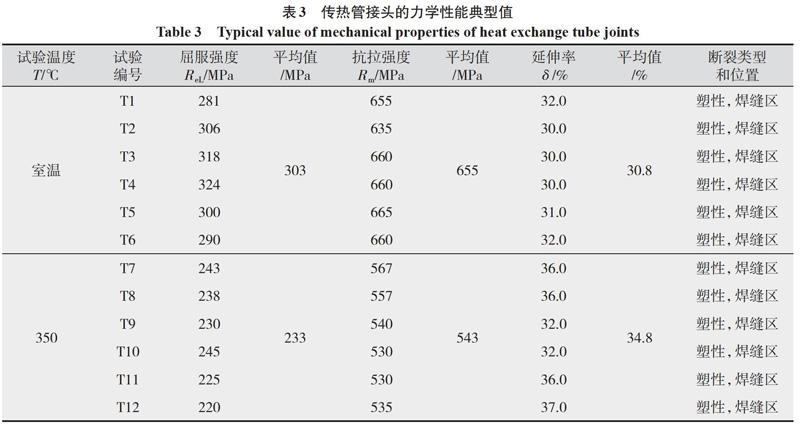
试件的焊缝及焊接接头需要进行相关理化试验,主要试验项次包括接头焊缝化学分析(试验标准:ASTM E1473)、接头室温拉伸和350 ℃高温拉伸(试验标准:AWS B4.0/B4.0M,表3)、压扁试验(试验标准:ASM E SA-450/450M)、宏观和微观检验(试验标准:ASTM E340[3]和ASM E407[4])。传热管接头的力学性能典型值如表3所示。
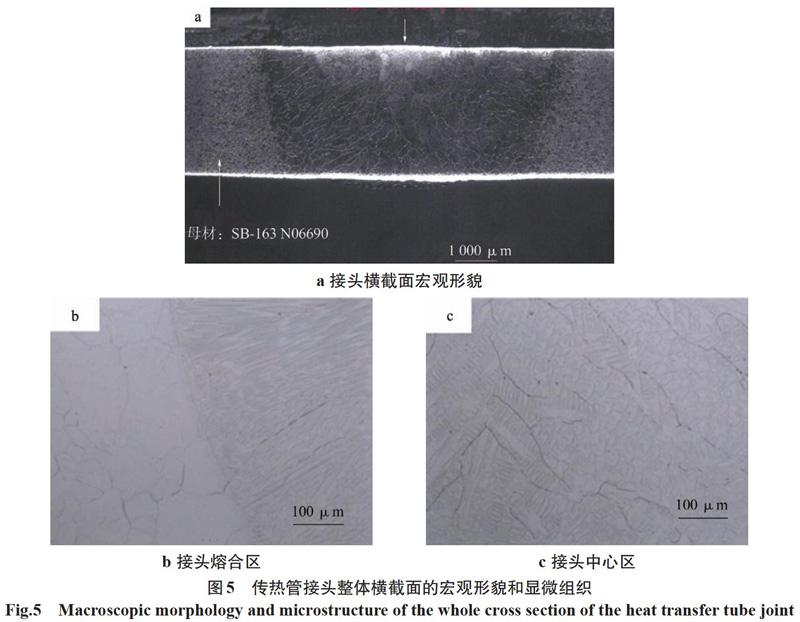
传热管接头整体横截面的宏观形貌和显微组织如图5所示,焊缝与母材完全熔合,焊缝无裂纹、夹杂、气孔等缺陷。焊缝的熔合线清晰,附近为沿熔合线联生生长的粗大柱状晶,焊缝中心为树枝胞状晶。由于传热管的导热性较差,晶粒长大速度较快,导致熔合区的晶粒有明显增大,这是接头断裂始于熔合区并贯穿整个焊缝的原因[5]。焊缝无显微裂纹和影响接头性能的沉淀物,由于焊缝中合金Cr的含量较高,约为30%,Cr可以防止晶界碳化物的析出,从而避免晶界附近产生贫Cr现象,提高抗氧化、抗腐蚀的能力[6]。
3 结论
通过对焊接设备、工装、坡口、以及焊接工艺参数的设计开发和验证,制定了一套完整、可靠的镍基合金换热管对接焊工艺,得到如下结论:
(1)690镍基合金换热管对接焊,采用带熔化衬垫不填丝的自动钨极氩弧焊,并借助合适的焊接电源、工装卡具和双面保护气体等细节控制,可以得到满足设计要求、质量优良的对接接头。
(2)通过产品应用统计,合格率约为90%,通过细化过程控制和提高操作人员的熟练度,焊缝合格率还有提升空间。
(3)开发该690镍基合金换热管对接焊焊接工艺效率高,劳动强度低,具有推广应用价值。
参考文献:
朱兴华. Inconel690镍基合金材料焊接技術要点[J].电子世界,2013(14):189.
邱长军,李必文. 核电设备焊接技术[M].北京:北京理工大学出版社,2014:88.
ASTM E340. Standard Test Method for Macroetching Metals and Alloys[S].
ASTM E407. Standard Practice for Microetching Metals and Alloys[S].
张杰,张彦昌. 镍基合金的焊接技术与研究[J]. 价值工程,2010(17):133-134.
唐正柱,陈佩寅,吴伟. Nb对镍基合金高温失塑裂纹敏感性的影响机理[J]. 焊接学报,2008(1):109-112.
