基于电弧声的超窄间隙焊接熔合状态识别
2021-08-26任乐张爱华常东东何倩玉马晶
任乐 张爱华 常东东 何倩玉 马晶


摘要:超窄间隙焊接坡口深而窄,极易产生电弧攀升风险,导致底部侧壁出现熔合不良现象。针对焊剂片约束电弧超窄间隙焊接熔合状态难以在线监测的问题,提出一种基于电弧声的底部侧壁熔合状态识别方法。建立超窄间隙焊接过程电弧声信号采集系统,在分析电弧声产生机理和人耳辨识行为的基础上,提取有效表征焊接过程的短时能量、平均振幅、Moore响度、梅尔倒谱系数及其一阶、二阶差分等特征参量,基于粒子群优化最小二乘支持向量机的方法(PSO-LSSVM)建立超窄间隙焊接底部侧壁熔合状态识别模型。研究结果表明,此方法可以实现未熔合、临界熔合及熔合良好三类状态的识别,准确率可达91.7%,为超窄间隙焊接熔合状态的在线监测提供了一种新的途径。
关键词:超窄间隙焊接;电弧声;人耳辨识行为;PSO-LSSVM;熔合状态识别
中图分类号:TG444 文献标志码:A 文章编号:1001-2003(2021)07-0011-07
DOI:10.7512/j.issn.1001-2303.2021.07.03
0 前言
焊剂片约束电弧超窄间隙焊接(以下简称超窄间隙焊接)是一种高效、节能、低热输入、低成本的焊接新方法[1]。电弧在焊剂片约束下同时作用于两侧焊接面和底部,实现单道多层焊缝成形,在大厚度构件等制造中具有广泛的应用需求和广阔的应用前景。然而约束电弧对坡口宽度变化非常敏感,在深窄且时变坡口内难以稳定,极易产生电弧攀升风险,导致底部侧壁出现未熔合或临界熔合状态。而良好的熔合状态是优质焊接接头的重要表征,因此,焊缝底部侧壁熔合状态的检测识别对实现超窄间隙焊接熔合状态监测与控制具有重要意义。
研究人员借助电弧传感[2]、机器视觉[3]、红外热像[4]、熔池振荡[5]等方法对焊接过程与熔合状态的相关性进行深入研究,实现了一定的识别与控制效果。超窄间隙焊接由于坡口深窄和焊剂片遮蔽,熔合状态无法观察。电弧声是电弧对熔池的持续冲击及其自身的高频振荡等以声波形式的表征,反映了焊接过程稳定性和焊缝熔合性等重要信息,已被证实可运用于实时监测焊接过程状态[6-7]。一些学者针对多种焊接过程研究了电弧声与熔深的相关性,并从多角度提取特征,建立有效模型对焊缝熔透状态进行识别[8-10]。
文中在建立超窄间隙焊接过程电弧声信号采集系统的基础上,围绕电弧声所蕴含的丰富信息,分析其产生机理和人耳智能辨识行为,研究并提取有效表征焊接过程熔合状态的特征参量,建立超窄间隙焊接底部侧壁熔合状态识别模型,进行三种典型熔合状态区分。
1 试验
1.1 试验系统
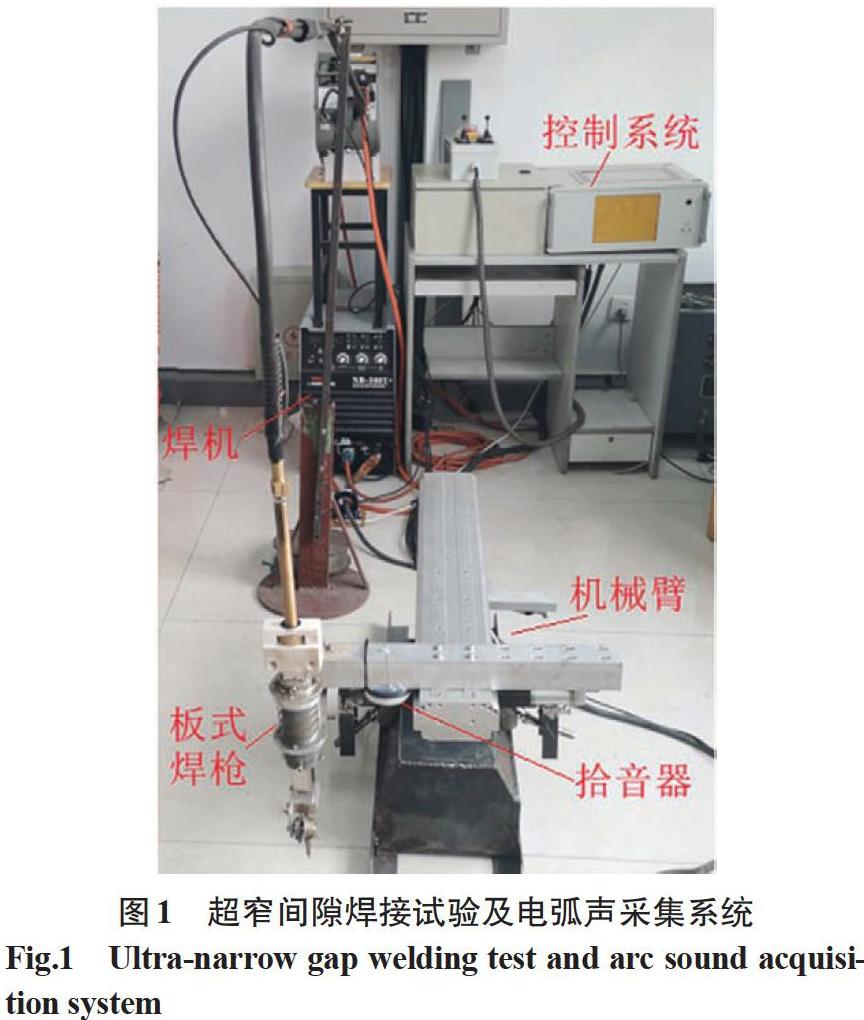
厚钢板超窄间隙焊接试验及电弧声采集系统如图1所示,主要由弧焊电源、送絲机、四自由度机械臂及板式焊枪、拾音器(DS-2FP2020-A)、高速数据采集卡(NI USB-6361)和控制系统(FX-3U PLC及工控机)等组成。
试验用焊丝为直径1.6 mm的H08Mn2Si,母材为厚30 mm的Q235低碳钢。拾音器固定在机械臂前端,拾音距离25 cm,并与熔池位置保持相对静止,采样频率设定为50 kHz。
1.2 数据获取
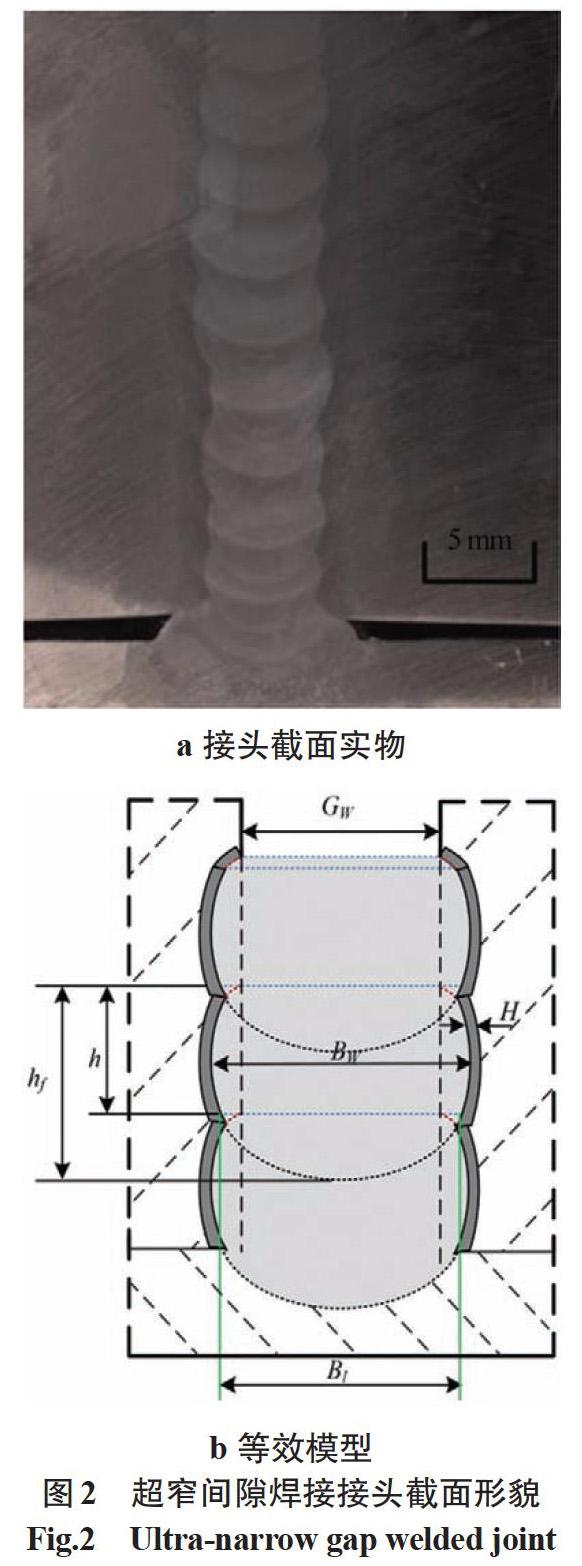
对Q235厚钢板进行超窄间隙焊接试验,坡口宽度4.5~5.5 mm,同时采集焊接过程电弧声。待焊接完成将接头剖开,打磨抛光并用4%的硝酸酒精溶液腐蚀,观察和检测焊缝截面形貌,如图2所示。
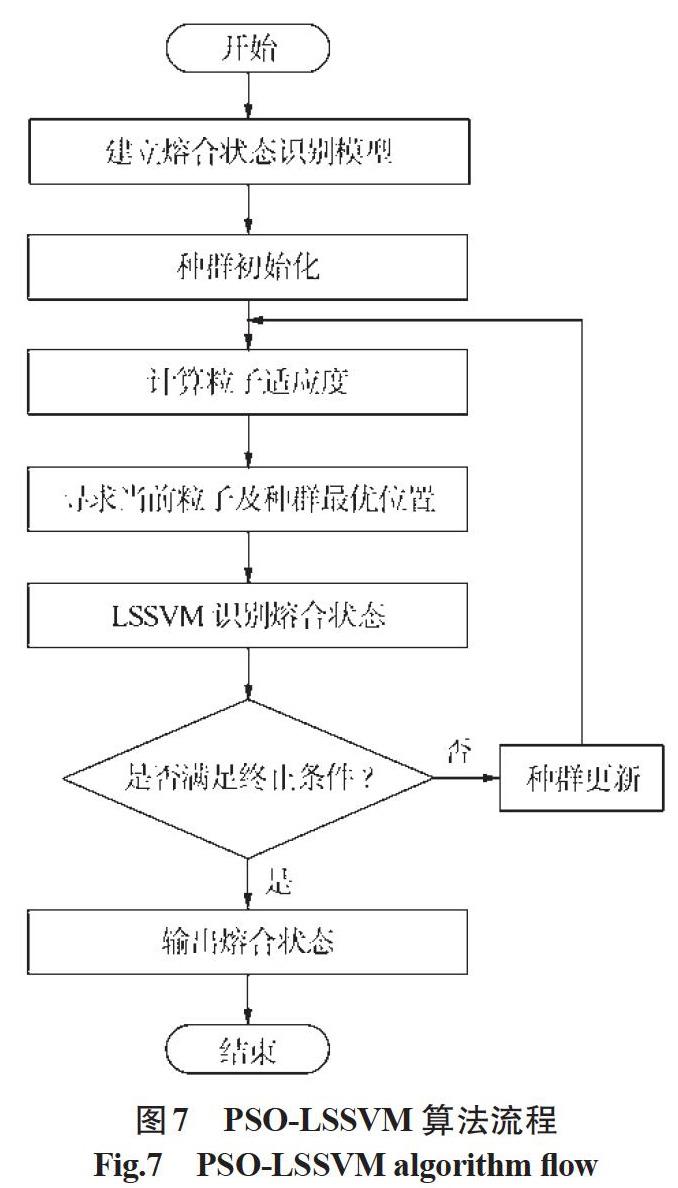
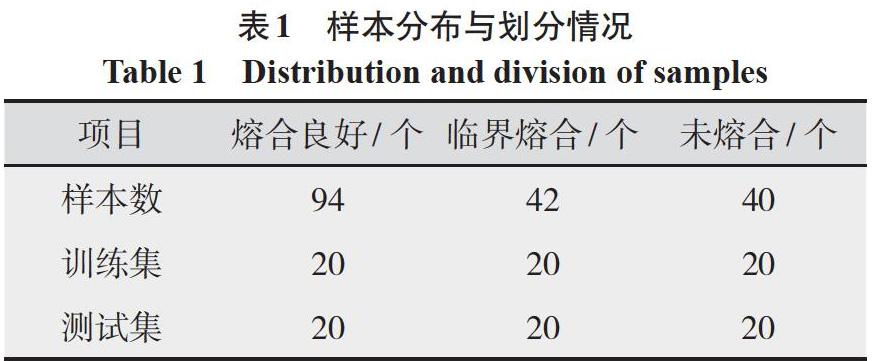
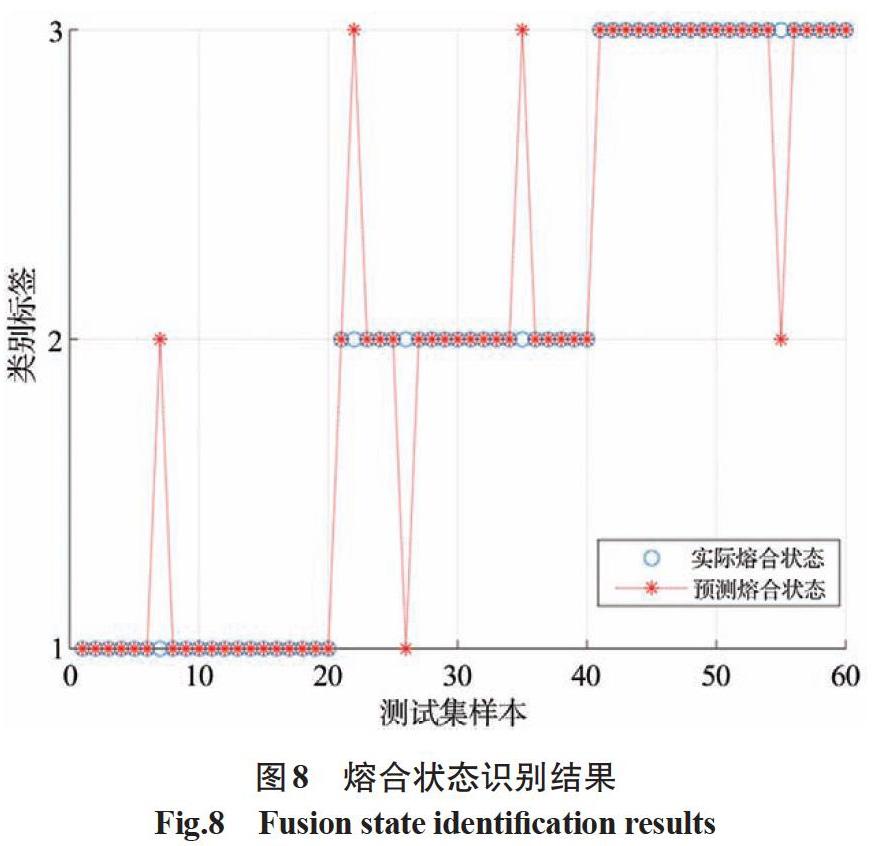
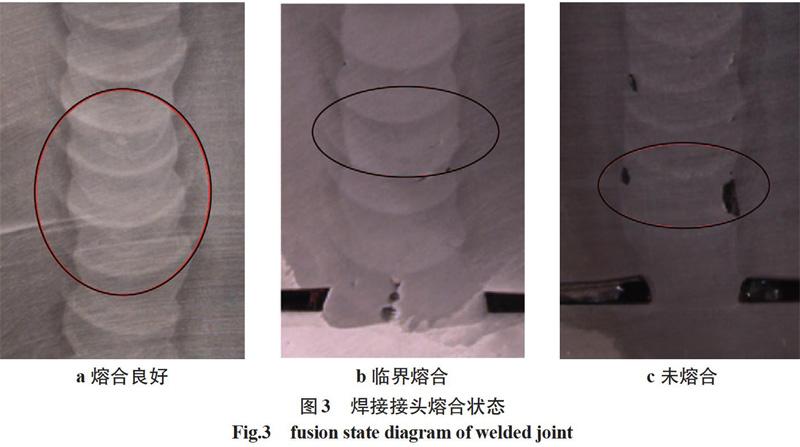
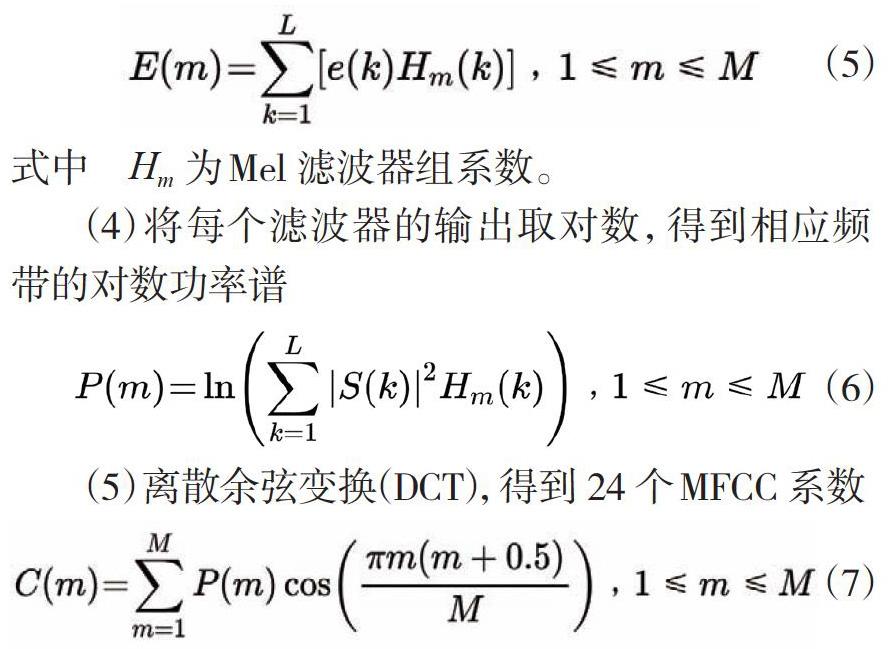
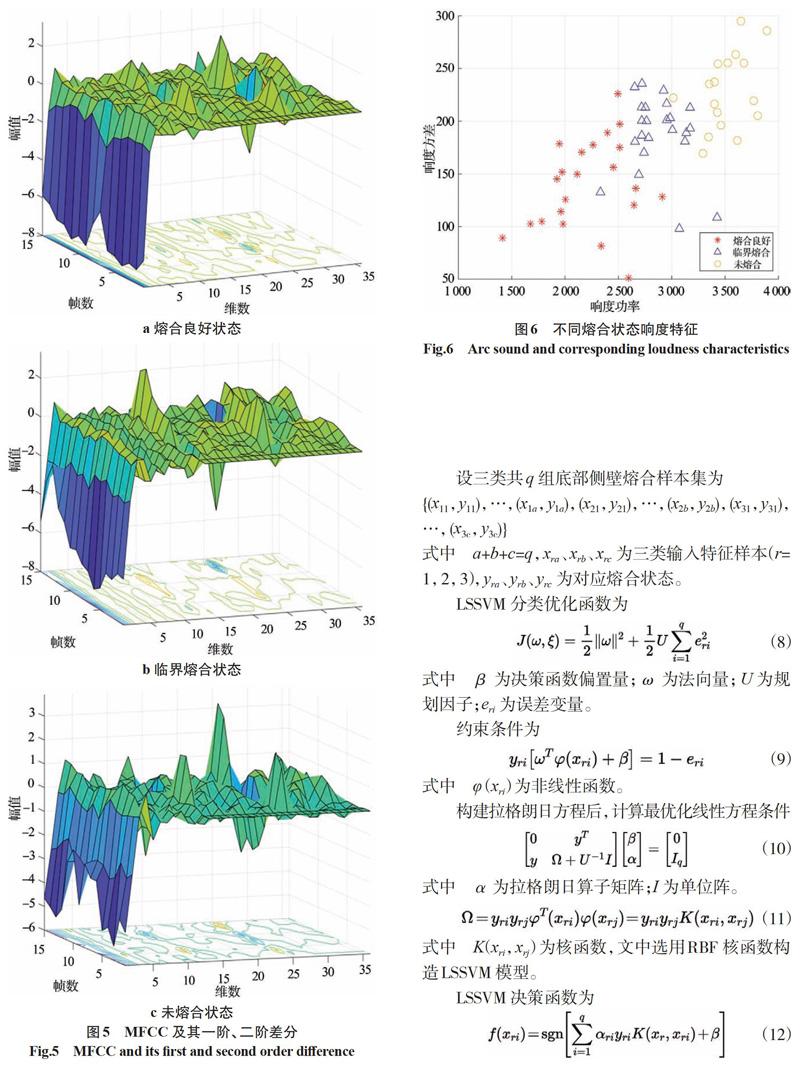
图2b中,Gw为坡口宽度;Bl为底部侧壁熔宽;hf为熔深;H为热影响区宽度;Bw为焊缝最大熔宽。其中,Bl是保证侧壁及根部熔合良好的关键参数,当Bl-Gw>1 mm时,电弧才能充分加热坡口两侧壁和坡口根部,获得熔合良好的焊接接头。当Bl较小时(0 听觉生理学研究表明,人耳对两次声音主观辨识的间隔响应时间至少需要100 ms,少于100 ms时,听觉神经会将后声混淆为前声的加强,从而无法辨识[11]。t时刻的熔合状态由其前后各一段时间窗内的焊接过程共同决定,结合熔滴过渡行为,对每个截面前后各80 ms、时长共计160 ms的电弧声信号进行分析。 2 电弧声信号预处理与特征提取 2.1 预处理 超窄间隙焊接是机理不清、强非线性、多变量耦合的复杂冶金过程,所获取的电弧声会由于受制于声源、声道特性和采集系统而存在混杂、直流偏置等干扰。因此,在提取特征前需对其进行预处理。 2.1.1 加窗分帧 电弧声是一种时序随机信号,具有非平稳非线性及各态历经性,但由于声源激励惯性,短时(10~30 ms)存在稳定的物理特性[12],可看作准稳态过程。因此,选择窗宽L=1 000(20 ms)的汉宁窗对电弧声信号分帧,帧移设为500,即10 ms。 对于一段时域电弧声信号s(n),由窗函数w(l)分帧后得到第i帧信号: 2.1.2 消除直流分量 通过直流耦合方式采集的电弧声信号存在直流偏置,可按式(2)消除。 消除直流分量后的三种熔合状态下的典型电弧声信号波形如图4所示。 2.2 特征提取 常规电弧焊采取V型或X型坡口,电弧垂直于单侧被焊面,电弧声在开放环境产生并通过空气主导向外传播;而超窄间隙焊接在深窄坡口底部施焊,同时熔化两侧壁实现每层单道成形,发声区域相对密闭,传声介质复杂多样。鉴于此,在分析超窄间隙焊接电弧声产生机理的基础上,模拟焊工智能辨识行为对电弧声进行处理,并提取有效特征用以识别熔合状态。 2.2.1 短时能量 声信号由声源激励和声道冲激响应卷积而成,电弧声的声源激励为电弧能量的变化,电弧行为与熔池的动态变化决定着电弧声道传输特性。电弧能量与电弧形态密切相关,可在一定程度上反映熔合状态变化。 加窗后第i帧声信号si (l)的短时能量为 对每段160 ms的电弧声信号,得到15维短时能量特征。熔合状态良好对应电弧被有效约束,熔滴过渡和熔池振荡稳定,声道系统完整,电弧声平稳规律,能量分布均匀,数值较低;未熔合状态熔滴过渡杂乱,甚至频繁出现断弧-引弧过程,声道系统被破坏,电弧声“ 嘈杂无序 ”,能量值较高。 2.2.2 平均振幅 平均振幅是声信号幅度变化的表征,衡量着声源激励的动态行为,可表示为 类似地,平均振幅与熔合状态在一定程度上也存在着相关性。然而电弧声能量及振幅仅可部分反映焊接过程的局部差异,且可能产生混淆。高水平的焊工凭借电弧声便可判断当前焊接过程,并及时进行调节。这说明人的听觉系统在参数辨识中有着良好的性能。为此,进一步从倒谱域与响度对电弧声进行分析。 2.2.3 梅尔倒谱系数 人的内耳基础膜会自动调节听到的声信号,即针对不同频率在相应临界带宽内产生不同的振动以区分不同类型的谐振频率。梅尔倒谱系数(Mel-scale Frequency Cepstral Coefficients,MFCC)是由Mel标度频率域提取的倒谱参数[13],基于人耳听觉机理的频率非线性,使用非均匀带通滤波器组模拟人耳听觉系统,从而减少噪音影响。 对于一段电弧声信号s(n),其MFCC的提取流程为: (1)预加重,并加窗分帧。 (2)快速傅里叶变换(FFT)。 (3)计算信号能量谱e(k)后,通过M个(M=24)Mel三角滤波器组进行滤波 式中 Hm为Mel滤波器组系数。 (4)将每个滤波器的输出取对数,得到相应频带的对数功率谱 (5)离散余弦变换(DCT),得到24个MFCC系数 标准MFCC只能反映声信号的静态特性,其动态特性可用一阶、二阶差分描述。对于15帧的电弧声,使用24阶Mel滤波器组共得到15×72维的特征。由于熔合状态对声道传输特性的影响,以及MFCC模拟人耳对低频声音的敏感性,每部分的前12维即可有效表征熔合状态,如图5所示。将每个系数所对应的15帧求均值,最终得到36维特征。 2.2.4 Moore响度 响度是人耳进行系统辨识所凭借的最重要的听觉特征之一,表征着对声音强弱的主观判断。焊接过程中,电弧和熔池的动态行为会改变电弧声道传输特性,从而改变电弧声响度。Moore响度[14]准确地模拟了包含耳蜗滤波器频率选择特性的人耳听音传递过程,反映人耳对声音的非线性特性和频率相关特性实际响应。 以功率和方差构建二维响度特征,不同熔合状态响度特征如图6所示,可以看出,三种熔合状态的响度功率、方差存在一定有效区分。 使用上述方法得到的特征,结合坡口宽度、焊接电压、送丝速度及焊接速度构建共58维的特征向量。在此基础上建立超窄间隙焊接底部侧壁熔合状态识别模型。 3 识别模型 3.1 LSSVM 最小二乘支持向量机(LSSVM)通过将支持向量机(SVM)中的不等式约束转换为等式约束,以误差平方和损失函数替代二次规划作为经验损失,将求解二次规划问题转化为线性方程组问题,提高求解速度和收敛精度。 3.2 粒子群优化算法 在LSSVM模型参数寻优问题中,需要优化的值有正则化参数λ和内核参数σ。常用优化方法有交叉验证法、统计法及建模经验法等。交叉验证法参数搜索范围不易确定,一定程度上影响识别速度及精度;统计法及建模经验法则需大量实验积累,通过人为主观给定,同样不适用于超窄间隙焊接熔合状态的识别。 粒子群算法(PSO)是基于群体智能理论的进化计算方法,种群粒子在每次迭代搜索中,通过跟踪个体极值及全局极值不断更新位置及速度,并借助个体间信息传递及信息共享寻找最优解。其鲁棒性好、收敛时间短、全局搜索能力强,在函数优化、神经网络参数优化等问题中有广泛应用。 PSO-LSSVM算法流程如图7所示。λ决定了适应误差的最小化和平滑程度,σ是RBF函数的内核参数。PSO通过寻找它们的最优组合来提高LSSVM的分类精度。 4 状态识别 对厚度为30 mm的Q235厚钢板焊件进行超窄间隙焊接,以上文2.2节提取的58维特征向量作为模型输入,将未熔合、临界熔合和熔合良好三种状态分别标记为1、2、3,作为模型识别输出,样本分布与划分情况如表1所示。 在试验得到的176个状态分布不均的样本中,三种状态分别随机选取40個,将120个样本按1∶1随机划分训练集与测试集。使用所建立的超窄间隙焊接熔合状态识别模型进行试验验证,结果如图8所示,准确率可达91.7%。 5 结论 (1)电弧声信号蕴含有大量焊接过程信息,基于电弧声分析识别熔合状态是一种经济、非接触且有效的焊接过程熔合状态监测方式。 (2)设计构建的超窄间隙焊接电弧声信号采集系统,可稳定地获取电弧声信号,从而间接获得焊接过程信息。在分析电弧声产生机理和人耳智能辨识行为的基础上,基于电弧声提取的短时能量、平均振幅、Moore响度、梅尔倒谱系数(MFCC)及其一阶、二阶差分等特征可有效表征焊接过程熔合状态。 (3)基于粒子群(PSO)对LSSVM的关键参数寻优,所建立的超窄间隙焊接底部侧壁熔合状态识别模型可以实现未熔合、临界熔合以及熔合良好三类状态的高精度识别,准确率可达91.7%。 参考文献: 龚练. 钢轨超窄间隙焊接熔池形成及接头性能研究[D].甘肃:兰州理工大学,2017. 程永超,肖珺,陈树君,等.基于弧压反馈的薄板GTAW智能熔透控制[J].焊接学报,2018,39(12):1-4,43,129. 杨嘉佳,王克鸿,吴统立,等.基于熔池视觉特征的铝合金双丝焊熔透识别[J].焊接学报,2017,38(3):49-52,131. Alfaro S C A, Franco F D. Exploring infrared sensoring for real time welding defects monitoring in GTAW[J]. Sensors,2010,10(6):5962-5974. 顾玉芬,席保龙,李春凯,等.基于熔池振荡的GTAW熔透实时传感与控制[J].电焊机,2020,50(12):5-8,108. 刘立君,兰虎,郑红艳,等. MIG焊电弧声信号与熔透状态相关性[J].机械工程学报,2010,46(14):79-84. Tarn J,Huissoon J. Developing psycho-acoustic experiments in gas metal arc welding[C]//Mechatronics & Automation,IEEE International Conference. IEEE,2005. Lv N,Xu Y,Li S,et al. Automated control of welding pene-tration based on audio sensing technology[J]. Journal of Materials Processing Technology,2017(250):81-98. Zhang Z,Wen G,Chen S. Audible Sound-based Intelligent Evaluation for Aluminum Alloy in Robotic Pulsed GTAW:mechanism, feature selection and defect detection[J]. IEEE Transactions on Industrial Informatics,2017:1-1. 高向東,林俊,萧振林,等.电弧焊熔透ICA-BP神经网络识别模型[J].焊接学报,2016,37(5):33-36,130. 高文元,迟放鲁,贺秉坤. 临床听觉生理学[M]. 北京:人民军医出版社,2004. 吕娜. 基于电弧声信号的铝合金脉冲GTAW熔透特征识别及其实时控制研究[D].上海:上海交通大学,2014. IMAI S. Cepstral analysis synthesis on the mel frequency scale[C]//IEEE International Conference on Acoustics,Speech & Signal Processing. IEEE,1983:93-96. MOORE B C J. ANSI S3.4-2005 (Revision of ANSI S3.4-1980). Procedure for the computation of steady sounds[S]. [S.I.]:Acoustical Society of America,2005.
